Инструмент режущего типа, предназначен для проведения финишной зачистки отверстий, полученных путем сверления, растачивания и зенкерования. Развертка благодаря большому количеству кромок, от 4 до 14, позволяет достигнуть точности до 9 квалитета. Инструмент вращается, одновременно с этим совершая поступательные движения вдоль оси. Для достижения максимальной точности рекомендуется использовать смазывающие о охлаждающие составы.
Виды разверток
— Машинного типа, оснащены хвостовиком в виде конуса Морзе или цилиндра, необходимого для получения гладкой поверхности после сверления и подгонки отверстия под точные размеры. Различают цельные и насадные по способу крепления;
— Ручные развертки, выполнены в форме цилиндра, по всей длине располагаются острые грани (винтовые и прямые). Для удобного хвата используется одновременно с воротком;
— Регулируемые, позволяют выставлять разные диаметры в пределах от 1 до 3 мм;
— Разжимные или раздвижные, внутри которых размещен шарик, а в нижней части винт. Приводя в движение винт, шарик продвигается вперед, тем самым раздвигая грани и увеличивая диаметр инструмента;
— Конические, имеют форму конуса, используются в промышленности.
Назначение и принцип действия
Это процесс механической обработки и очистки отверстий. На первый взгляд, он схож со сверлением и зенкерованием. Но применяется на более позднем этапе, а также имеет совершенно иное назначение. После формирования паза в нем практически всегда присутствуют серьезные отклонения по уровню допуска и квалитету от исходных параметров, указанных в чертеже. Это особенность инструмента и человеческого фактора. Идеальной точности добиться просто невозможно. Но финишная обработка максимально приближает изделие к заданной по схеме планке. И вот тут становится понятно, что такое развертка, для чего используется процесс. Это возможность достичь необходимого уровня квалитета. Выровнять геометрию, избавиться от заусенцев и неровностей на металле. Соответственно, процедура особенно актуально, если к обрабатываемому изделию вставляется в требованиях высокий класс точности. Да, достичь восьмого или седьмого класса вполне можно и обычным сверлением. Зенкерование позволит приблизиться к пятому, а в некоторых случаях даже четвертому классу. Но выше – это уже удел финишной обработки.
Сам инструмент отличается большим количеством зубьев. Благодаря высоким оборотам круговых движений, а также продольной подачи, стержень выскабливает любые неровности, а также снимает стенки отверстия в самом маленьком значении. За заход стачивается буквально десятые доли миллиметр, позволяя приблизиться к идеальным параметрам, обозначенным на чертеже.
Поэтому слесарная механическая развертка – это единственный способ достичь неплохих показателей точности даже вне производственных цехов.
Принцип действия развертки
Принцип работы инструмента заключается в его кромках – зубцах. Их может быть от 4 до 14. Благодаря кромкам в процессе обработки отверстия снимается припуск. Помогает процессу сверления не только вращение инструмента, важна также подача, которую выполняют в направлении к оси калибруемой проймы. За счёт принципа работы, возможно снимать с изделия тончайший слой металла, не повреждая ни поверхность, ни инструмент. Металлорежущим изделием, механического или ручного типа, можно сделать сверхточное отверстие с минимальной шероховатостью.
Типичные приемы работы
Сверло всегда должно подбираться с учетом диаметров разверток, которые будут дальше применяться. Обязательно необходимо оставлять маленький припуск, что означает, что сверло должно быть чуть меньше в пределах 0,2-0,3 миллиметра для чернового развертывания и не больше 0,05-0,1 миллиметра для чистовой процедуры. Увеличения размеров припусков зачастую являются причиной ускоренного износа заборной части и ухудшают окончательную точность вкупе со снижением качества получаемой поверхности.
Алгоритм работы вручную:
- Прибор закрепляется в воротке, после чего смазывается;
- Заборный элемент должен вводиться таким образом, чтобы ось отверстия и развертки совпадали;
- Для проверки точности положения нужно использовать угольник с двумя, расположенными перпендикулярно, плоскостями;
- Вращение всегда начинается с правой стороны при осуществлении небольшого давления поверх воротка;
- Само вращение происходит на небольшой скорости и в плавном режиме (даже при достаточно легком продвижении наращивать скорость не рекомендуется);
- Не допускается вращение в обратную сторону, ибо возникают риски повреждения кромок для резки и образования задиров в отверстии;
- Весь процесс разворачивания производится за один присест с одной стороны.
Машинная развертка
Этот способ используется в тех случаях, когда имеется цель в достижении максимальной точности, а какие-либо отклонения требуется исключить полностью. При выполнении разверточных операций на станке, устанавливаемый инструмент должен быть хорошо смазан так, как бы если он использовался для первичного сверления или нарезания резьбы.
Оптимальным вариантом станет такая ситуация, когда разверточная процедура посредством станка будет проведена сразу же после сверления паза. В этом случае разверточный инструмент пойдет по такой же траектории, что и ранее используемое сверло, ибо положение детали не будет изменяться. Таким образом, произойдет плавное вхождение прибора, при том, что на все зубцы будет оказываться равномерное давление. Это одновременно и увеличит точность и минимизирует вибрации.
Стоит отметить, что не следует проводить развертывание на повышенных скоростях. Показатель оптимальной скорости должен быть в 3 раза меньше, нежели скорость сверла в процессе сверления. Все это позволит обеспечить увеличение точности, создать минимальный уровень перегрева, снизить степень стирания лезвий.
Уход за разверточным инструментом
Сам по себе рассматриваемый прибор является довольно-таки дорогостоящим, поэтому, в целях недопущения излишних затрат в будущем, ему стоит обеспечить надлежащий уход за режущими краями, что существенно повысит его эксплуатационный срок. Профессионалы рекомендуют хранить прибор в закрытом кейсе, дабы избежать вредного воздействия на него влажного воздуха или воды. Идеальным станет использование для каждой единицы инструментария отдельного собственного кейса, путем чего исключается излишний контакт с другими единицами оборудования.
По завершению процесса использования, режущие края инструмента следует зачистить от смазки и налипшей металлической стружки. Если подобную операцию не производить, то в дальнейшем мелкие металлические фрагменты покроются ржавчиной и плотно пристанут к краям, что ускорит их затупление. А это, в свою очередь, приведет к тому, что на поверхности обрабатываемой детали начнут оставаться разводы ржавчины.
Конструкция развертки
Развёртка состоит из режущей поверхности, калибрующей части, зубьев, канавок, зажимов, заднего и переднего углов резания. В режущей части различается угол конуса. Для ручных инструментов он составляет 1-2 градуса, а у машинной оснастки доходит до 15 градусов. Калибровочная часть состоит из конусного и цилиндрического участка.
Цилиндрическая основа градуирует отверстие в металлическом изделии, а задача обратной конусности – уменьшить трение в процессе калибровки. От числа зубьев зависит жёсткость и точность работы инструмента. Чем зубьев больше, тем точнее и чище получается отверстие. Канавки в развёртке отвечают за контроль и гладкость обрабатывания изделий. Например, при работе с неровными поверхностями используют инструмент с винтовым зубом – там канавки выдолблены в направлении противоположном вращению – это нужно, чтобы развёртка не заедала в процессе сверления. Задний угол резки изделия отвечает за стойкость оснастки, он, обычно, выполнен под углом 5-8 градусов. А передний угол равен нулю.
Эксплуатационные особенности
При работе с разверточными устройствами необходимо учитывать, что со временем их зубцы будут стачиваться, от чего диаметр прибора становится меньше. Например, если обработанное отверстие следует получить с диаметром в 10 миллиметров, то использование старой развертки приведет к несколько меньшему конечному результату. Таким образом, для достижения результатов повышенной точности следует использовать только новые развертки. Также, стоит упомянуть, что если прибором снимается металл значительной толщины, то лезвия будут затупливаться быстрее. Отсюда ясно, что в тех случаях, когда необходимо расширить имеющиеся пазы, то нужно поочередно применять несколько инструментов до тех пор, пока очередь не подойдет к последнему, который и выполнит нужный диаметр.
Процесс развертывания отверстий
Развёртывание отверстий нужно, чтобы оформить точную по форме пройму в изделии из металла с допустимой шероховатостью от 0,16 до 1,125 микромиллиметров. Процесс развёртывания выполняют с помощью развёртки. Размер инструмента подбирают в соответствии с диаметром отверстия. Сначала в заготовке просверливают черновое отверстие. Потом закрепляют эту заготовку так, чтобы оснастка смогла свободно пройти через изделие с отверстием. Для черновой развертки иногда используют минеральные масла для смазки поверхностей инструмента и заготовки. После чернового развёртывания в отверстие вставляется чистовой инструмент, и операция повторяется заново, до нужного качества.
Как пользоваться ручными, механическими, регулируемыми и разжимными развертками
Рассмотрим особенности инструментов.
Как пользоваться ручными развертками
Ручные развертки по металлу изготавливаются по ГОСТу 7722-77. Размерный ряд — 3–58 мм. Шаги могут варьироваться.
При выборе ручных разверток по металлу мастера обращают внимание на следующие параметры.
Равномерность их распределения.
Тип режущей части.
Тип зажимной части.
Развертывание отверстий ручным инструментом производится при помощи воротка. Для его закрепления на конце хвостовика имеется специальный паз. Обычно все происходит по такой схеме.
Выполняются разметка и накернивание.
Развертка закрепляется в воротке, смазывается и вставляется в отверстие.
Для его развертывания инструмент вращают по часовой стрелке.
Финальный этап — проверка параметров отверстия при помощи калибра.
Изображение №2: развертывание отверстий ручной разверткой
Расскажем о важных особенностях.
Ручные развертки очень эффективны. Режущие зубья имеют острые грани по всей длине.
Диаметры передних поверхностей рабочих частей уменьшены. Инструменты легко входят в заранее подготовленные отверстия нужных диаметров.
При увеличении количества режущих кромок повышается качество обрабатываемых отверстий.
Развертывать отверстия необходимо плавно. Не ускоряйтесь даже при легком ходе. Избегайте рывков.
В обратную сторону развертку вращать нельзя. Это приводит к поломке режущих кромок, а также к появлению задиров в отверстиях.
Как пользоваться машинными развертками
Машинные развертки закрепляют в патронах токарных, сверлильных и фрезерных станков. Эти инструменты имеют короткие рабочие части с крутыми углами передних кромок (до 45°). Машинное развертывание существенно повышает производительность труда.
Для обработки отверстия нужно закрепить развертку, добавить СОЖ и совместить оси. Далее необходимо задать нужную скорость вращения и запустить оборудование.
Машинные развертки и их применение имеют следующие особенности.
Инструменты имеют большое количество режущих кромок. Качество получаемых отверстий находится на очень высоком уровне.
Машинное развертывание требует компенсации биения шпинделя. Для устранения этого негативного фактора служат шарнирные оправки.
Фотография №6: машинное развертывание
Обработка производится на высоких скоростях. Машинные развертки имеют повышенную износостойкость.
Развертка позиционируется точно. За счет этого инструмент плавно входит в отверстие. На все зубья оказывается одинаковой давление. Это значительно повышает точность и минимизирует биение.
Скорость при развертывании меньше, чем при сверлении, примерно в 2–3 раза. Инструменты не перегреваются.
Машинное развертывание требует использования значительного количества смазывающе-охлаждающей жидкости.
Как пользоваться регулируемыми развертками
Регулируемые развертки позволяют изменять наружные диаметры режущих частей под конкретные диаметры отверстий. Это особенно полезно при обработке отверстий с дробными диаметрами.
При помощи небольших регулируемых разверток можно изменять диаметр в пределах до 1 мм. У крупногабаритных инструментов диапазоны настройки расширяются. Диаметры можно варьировать в пределах до 3 мм.
Фотография №7: регулируемая развертка по металлу
Регулируемые развертки используют так же, как и обычные. Основное отличие заключается в том, что инструменты этого типа оснащают сменными ножами, которые надежно фиксируются клиновыми вставками с накладками. Настройка производится при помощи контргайки. При затягивании диаметр обработки увеличивается, а при ослаблении — уменьшается. После настройки диаметр выверяется при помощи штангенциркуля и микрометра.
Как пользоваться разжимными развертками
Их еще называют раздвижными.
Фотография №8: разжимная развертка по металлу
Внутри такой развертки есть шарик и винт. При его закручивании шарик перемещается и распирает грани инструмента. Диаметр немного увеличивается. Использование разжимных разверток позволяет увеличивать диаметры обработки на 0,15–0,5 мм.
При закручивании винтов не рекомендуется прилагать слишком большие усилия. Корпус развертки может треснуть.
Заточка разверток
Затачивание режущего металлоинструмента должен осуществлять только мастер с опытом и высокой квалификацией. Так как развёртка считается чистовым инструментом, то качество её заточки должно быть идеальным. Это сложная операция, которую выполняют на специальном точильном станке. Зубья инструмента обрабатывают по классификации шероховатости не ниже 8-го или 9-го класса. Для точности очинивания углы развёртки проверяются угломером или с помощью специального микроскопа для инструментов. После обтачивания развёртку ещё обрабатывают методом доводки на профессиональном доводочном механизме.
Регулируемые развертки: принцип работы и применение
Развертка – это металлорежущий инструмент для увеличения диаметра с повышением чистоты и точности размера отверстий после сверления, применяются как для окончательной, так и для предварительной обработки отверстий. С помощью разверток можно получить размер 2-го и 3-го класса точности с чистотой поверхности Rz 10 – Rz 6,3, что невозможно добиться при использовании обычного сверла. Наибольшее применение получили регулируемые развертки, имеющие большие возможности для получения требуемого размера, чем цельный, нерегулируемый инструмент.
Какие отверстия обрабатывают развертками
Режущим инструментом мастер может обработать отверстия цилиндрической или конической формы. Цилиндрические проймы создаются развёртками с основной частью в форме цилиндра. Используют ручные или машинные инструменты.
Конические отверстия выполняются развертками конической формы, но не сразу. Обычно, процесс делится на три этапа: черновая обработка, промежуточная и чистовой вариант. Проверку готового конического отверстия выполняют режущим изделием с конусным калибром.
Основные виды разверток по металлу и их применение
Существуют три основные разновидности разверток по металлу.
1. Цилиндрические. Предназначены для обработки прямых цилиндрических отверстий.
Фотография №3: цилиндрическая развертка по металлу
2. Конические. После обработки этими развертками отверстия приобретают конусные формы.
Фотография №4: коническая развертка по металлу
3. Ступенчатые. Их используют гораздо реже. Развертки этого типа имеют коническую форму, но скос идет не плавно, а ступеньками. Такие развертки предназначены для обработки отверстий в тонком листовом металле.
Фотография №5: ступенчатая развертка по металлу
Как ухаживать за разверткой
Восстановление данного инструмента может стоить приличных денег. Чтобы избежать непредвиденных трат, стоит внимательно следить за состоянием разверток: оградить их от воздействия влаги, купить блок для хранения, очищать после каждого использования.
Содержание: Скрыть Открыть
Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости. Основное назначение развертки – это доводка отверстий после сверления, растачивания или зенкерования, позволяет достичь 6-9 квалитета точности и шероховатости до показателя Ra = 0,32…1,25 мкм.
Процесс
Чтобы добиться высокоточных и постоянных диаметров с помощью расширителя, необходимо учитывать параметры процесса, которые могут повлиять на общее качество расширяемого отверстия. Необходимо учитывать такие переменные, как материал расширителя, конструкция расширителя, материал, подлежащий расширению, температура на расширяемой поверхности, скорость развертки, движения машины или оператора и т. Д. Контролируя эти переменные в максимально возможной степени, в процессе развертывания можно легко создавать высокоточные отверстия постоянного размера.
Не следует переворачивать развертки при использовании, так как это приведет к потускнению режущих кромок.[нужна цитата
]
Размер — точность и повторяемость
Окончательный размер отверстия, достигаемый расширителем, впоследствии зависит от используемого процесса развертывания в сочетании с конструкцией расширителя и задействованными материалами. Были проведены исследования, демонстрирующие эффект использования охлаждающей жидкости при расширении.[3] Было показано, что непрерывное использование потока охлаждающей жидкости во время процесса развертывания постоянно (в 75% случаев) приводит к получению отверстий размером на 0,0001 дюйма (0,0025 мм) больше, чем у самого расширителя, с разбросом процесса +/- 0,0002 дюйма в остальное время. Аналогичным образом, использование процесса полувлажного развертывания часто приводит к размерам отверстий, которые на 0,0004 дюйма больше, чем размер самого расширителя, примерно в 60% случаев, с разбросом процесса 0,0006 дюйма, способствующим увеличению размера. Не рекомендуется проводить сухое развертывание из-за его низкого уровня повторяемости (20%) по размеру и большого разброса размеров процесса до 0,0012 дюйма (0,030 мм) больше, чем размер развертки.
Чистота поверхности и долговечность
При правильной конструкции и использовании развертки могут иметь увеличенный срок службы до 30 000 отверстий.[4] Правильно контролируемый процесс также позволяет поддерживать постоянный размер по всей длине отверстия, сводя к минимуму эффект песочных часов. Развернутые отверстия обычно могут иметь шероховатость поверхности от 10 до 25 мкм. Ра.
Настройка и оборудование
Обычно развертывание выполняется с помощью сверлильного станка. Однако также можно использовать токарные станки, обрабатывающие центры и подобные станки. Заготовка надежно удерживается на месте с помощью тисков, патрона или приспособления, пока развертка продвигается.[5]
Инструментальные материалы
Как и другие режущие инструменты, для изготовления разверток используются две категории материалов: термообработанные и твердые. Термообработанные материалы состоят из различных сталей, в первую очередь из углеродистой стали (нелегированной, которая сегодня считается устаревшей) и быстрорежущей стали. Самый распространенный твердый материал — это карбид вольфрама (сплошные или с наконечниками), но также существуют развертки с кромками из кубического нитрида бора (CBN) или алмаза.[5]
Основное различие между обеими категориями заключается в том, что твердые материалы обычно не подвержены влиянию тепла, выделяемого в процессе обработки, и могут получать от этого выгоду. Обратной стороной является то, что они обычно очень хрупкие, поэтому режущие кромки слегка притуплены во избежание разрушения. Это увеличивает силы, возникающие при обработке, и по этой причине твердые материалы обычно не рекомендуются для легкого оборудования. С другой стороны, термически обработанные материалы обычно намного прочнее и без проблем удерживают острый край без сколов в менее благоприятных условиях (например, при вибрации). Это делает их подходящими для ручных инструментов и легких машин.[5]
| Общие инструментальные материалы | Приложения |
| Быстрорежущие стали | Чаще всего используется. Недорого. |
| Твердость до Rc 67. Острые режущие кромки, что означает меньшее усилие резания. | |
| Версии с высоким содержанием кобальта очень устойчивы к нагреванию и поэтому отлично подходят для развёртывания абразивных материалов. и / или упрочняющие материалы, такие как титан и нержавеющая сталь. | |
| Карбид вольфрама | Дороже быстрорежущих сталей. |
| Твердость до 92 Rc. Прослужит дольше быстрорежущей стали (обычно примерно 10: 1) при расширении стали. | |
| Требуется для развёртывания затвердевших материалов. | |
| Литой алюминий (из-за высокого содержания кремния). |
Материалы заготовки
Алюминий и латунь являются типичными заготовками с хорошей обрабатываемостью. Чугун, низкоуглеродистая сталь и пластик имеют хорошие характеристики. Нержавеющая сталь имеет плохую оценку из-за ее прочности и имеет тенденцию к деформации во время механической обработки.[5]
Смазка
В процессе развертывания трение вызывает нагрев детали и инструмента. Правильная смазка охлаждает инструмент, что увеличивает срок его службы. Еще одно преимущество смазки — более высокие скорости резания. Это сокращает время производства. Смазка также удаляет стружку и способствует лучшей отделке заготовки. Минеральные масла, синтетические масла и водорастворимые масла используются для смазки и наносятся путем заливки или распыления. В случае некоторых материалов для охлаждения заготовки требуется только холодный воздух. Наносится воздушной струей.[5] или вихревую трубку.[6]
| Рабочий материал | Смазочно-охлаждающая жидкость | Заявление |
| Алюминий | Растворимое масло, керосин, синтетическая жидкость | Наводнение |
| Латунь | Нет, растворимое масло | Наводнение |
| Чугун | Холодный воздух, нет | Воздушная струя |
| Мягкая сталь | Растворимое масло, сернистое масло | Наводнение |
| Нержавеющая сталь | Растворимое масло, сернистое масло | Наводнение |
| Пластмассы | Нет, минеральное масло, синтетическое масло | Потоп, брызги |
Классификация разверток
В металлообработке применяются различные типы разверток, подразделяемые по следующим признакам:
Форма обрабатываемого отверстия:
- Цилиндрические развертки.
- Конические развертки под различные типы конусов.
- Развертки ступенчатые.
Точность развертки отверстия:
- Номер квалитета для цилиндрических инструментов.
- Уровень обработки отверстия (черновой, промежуточный, чистовой) – для конических.
- Регулируемые развертки – раздвижные, шкворневые или разжимные.
Способ зажима:
- Ручные с квадратным хвостовиком.
- Цилиндрический хвостовик (машинные развертки).
- Конические машинные.
- Машинные насадные.
Также развертки подразделяются по количеству режущих кромок, материалу и форме канавок для отвода стружки (спиральные или прямые).
Как пользоваться развертками
Содержание
Как пользоваться развертками
В этой статье мы поговорим об использовании таких инструментов для металлообработки, как развертки. Вы узнаете:
что такое развертки по металлу;
для чего они предназначены;
по какому принципу работают развертки;
какие инструменты имеют конструктивные особенности;
как пользоваться ручными и машинными развертками;
как пользоваться регулируемыми развертками;
как правильно пользоваться развертками для продления сроков службы инструментов;
как за ними ухаживать;
при каких условиях хранить.
Конструкция развертки
Высокое качество обработки обеспечивает конструкция развертки – большое количество режущих кромок обеспечивающих небольшой припуск при снятии металла. Процесс резания осуществляется при вращении и одновременном поступательном движении инструмента вдоль оси обрабатываемого отверстия.
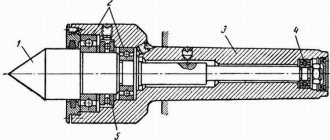
Выше приведены рисунки четырёх типов разверток:
- а) Ручная с цилиндрическим хвостовиком.
- б) Машинная с коническим хвостовиком цельная.
- в) Машинная цельная
- г) Машинная сборная со сменными режущими элементами.
Инструмент имеет от 6 до 16 зубьев неравномерно (как правило) распределенных по окружности для повышения качества обработки. Рассмотрим конструкцию на примере ручной развертки цельной с хвостовиком цилиндрической формы. Инструмент состоит из трех основных частей – рабочей, шейки и хвостовика. В свою очередь рабочая часть развертки состоит из направляющей, режущей и калибрующих частей, а также обратного конуса. Основную часть процесса выполняет режущая часть, которая у ручного инструмента значительно длиннее, чем у машинного.
Виды
МЫ прошлись по основному видовому разнообразию, которое делит все инструменты всего на три группы. Но на самом деле типов значительно больше. Попробуем учесть все из них.
Цельная
Производятся зачастую из инструментальной стали. Но есть варианты из быстрорежущего металла. Это самые простые, но вместе с тем надежное оборудование. Получили широчайшее распространение благодаря невысокой ценовой нише. Приобрести их можно за 25-50 рублей.
Насадная
Это уж более дорогие и сложные экземпляры. Они производятся в форме продолговатого полого стержня, снабженного режущими кромками по бокам. Их длина и количественный фактор ситуативные, существуют различные модели. Полость внутри предназначена для монтажа на хвостовую часть. А уже с помощью задника метиз устанавливается в патрон станка.
Комбинированная развертка, применение
Этот инструмент имеет сразу две рабочие поверхности. Соответственно чистовую обработку он может производить на разных уровнях, что экономит время и ресурс. При этом есть и возможность в принципе совмещать две разнообразные смежные процедуры. Так, с помощью одного стержня можно сразу осуществить и зенкерование, а также саму финишную очистку. Удобный выбор, но и более дорогостоящий, по сравнению с привычными аналогами.
Нерегулируемая
В этом метизе выставить нужный диаметр не получится. Он всегда строго фиксированный. А значит, область эксплуатации одного конкретного образца значительным образом сужается. Подойдет в случаях, если в принципе величин на производстве немного. И все они типовые. Тогда на каждый вид допустимо подобрать свой метиз. А если приходится сталкиваться с различными габаритами отверстий каждый раз, то лучше воспользоваться следующим прибором.
Регулируемая
По аналогии становится ясно, что этот образец способен изменять диаметр. Но стоит сразу уточнить, что диапазон его возможностей строго ограничен и зачастую достаточно узок. Но все же, в небольших пределах он легко заменит десяток своих собратьев, которые не имеют возможности регулировки. Это выгодно, если на производстве десятки или сотни разнообразных типов углублений. Тогда под каждую группу понадобится один свой метиз. Но его стоимость зачастую выше, чем у схожих моделей в разы. В среднем она достигает 3 тысяч рублей.
Шило
Это особый тип, который к общим группам относится с большой натяжкой. По сути, это именно стержень в форме шила. Может быть с различным количеством граней. А также часто на рынке они встречаются со съемной рукояткой. Для твердых материалов неприменим. Да, метиз неплохо справляется с мягким пластиком, деревом, даже мягкими разновидностями металлов. Работает исключительно в ручном режиме, что и понятно. Ведь даже посадочной части для патрона у нее не имеется, лишь ручка, которую нужно брать в руку.
Цилиндрическая
Это уже виды развёрток по форме рабочей части. И первая из них – в форме цилиндра. Логично предположить, что она используется только, если ширина паза равномерная по всей длине. И это самый распространенный стандарт. Такие изделия выпускаются массово. В зависимости от качества и бренда стоимость варьируется от 50 до 100 рублей. И на производстве обычно закупают огромными партиями. Да и почти каждый второй мастер держит десяток подобных изделий в собственном гараже.
Коническая
Уже более редкий тип, который обычно не применяется в ручном режиме. Предназначен для отверстий, которые сужаются в одну из сторон. Угол подразумевается различный, что зачастую усложняет финишную обработку. Да и зенкером пройтись становится куда сложнее. Примечательно то, что данные метизы совсем не проигрывают по цене своему распространенному собрату. А даже выигрывают, обычно конусные изделия дешевле на 30-40%, чем цилиндрические. В принципе, это логично, ведь на их производство затрачивается меньший объем материала.
Ступенчатая
Данный образец имеет две и более ступеней. По сути, визуально метиз напоминает конического собрата. Но утолщение к основанию не плавное, а словно ступенями. Чем их больше, тем более качественную обработку осуществляет обозначенный вид. Правда, с большим количеством ступеней работают только профессиональные станки. Кроме того, при множестве переходов зачастую производитель смягчает состав стали, делая ее менее твердой.
Ручная
Большая группа изделий, которые объединяются тем, что работают без станка. Соответственно, хвост приспособлен для воротка, имеет квадратное основание. Но такие экземпляры не превышают пороговый диаметр в 50 миллиметров. Ограничения появились ввиду того, что поворот более толстого метиза будет серьезно затруднен. Ведь возрастает и сила трения. И если станок справится с этим без каких-то осложнений, то в ручном варианте такая методика не сработает.
Машинная
Это уже тип для установки в патрон. И различных разновидностей тут огромное количество. Диапазоны типоразмеров разнообразные. Но часто сводятся к определенным стандартам, которые для упрощения обозначаются одной цифрой.
Внутренних классификаций тоже хватает. По материалу производства, количеству режущих кромок (бывает до 16 зубьев), по крепежу, форма канавок.
Теперь, если у вас спросят, назовите виды разверток по точности обработки, способу использования или иным параметрам – вы точно знаете что нужно ответить.
Действующие ГОСТы
Определяет параметры развертки ГОСТ 29240-91. Допуски регулирует ГОСТ 11173-76. Так же на каждый тип развертки есть свой действующий стандарт определяющий её конструкцию и размеры. На ручные цилиндрические — ГОСТ 7722-77, на машинные цельные – ГОСТ 1672-80 и т. д. для всех типов инструмента.
Развертки для металла позволяют получить отверстия 2 и 3 класса точности, и 7 и 8 класса чистоты.
Выделяются 2 основных разновидности разверток:
Размеры ручных разверток:
Цилиндрическая развертка:
— номинальный диаметр: от 3 (мм) до 50 (мм) ; — общая длина: от 80 (мм) до 360 (мм) ; — длина режущей части: от 40 (мм) до 190 (мм) ; — длина режущей части: от 4 до 10 d; — величина обратной конусности: 0.01 — 0.05 (мм) на 100 (мм) ; — передний угол: 5 — 10 ° ; — задний угол: 5 — 12 ° .
Коническая развертка:
— диаметр средней части конуса: от 7.067 (мм) до 44.399 (мм) ; — минимальный диаметр конуса: от 6.39 (мм) до 40.978 (мм) ; — максимальный диаметр конуса: от 7.64 (мм) до 45.715 (мм) ; — общая длина: от 55 (мм) до 170 (мм) ; — длина режущей части: от 24 (мм) до 90 (мм) ; — документация: ГОСТ 11181-71 .
Размеры машинных разверток:
Развертка машинная насадная с пластинами:
— номинальный наружный диаметр: от 34 (мм) до 50 (мм) ; — внутренний диаметр: от 13 (мм) до 22 (мм) ; — общая длина: от 40 (мм) до 55 (мм) ; — число зубьев: от 6 (мм) до 10 (мм) .
Устройство и характеристики
Существует значительное количество видов и типов. Но практически всегда существуют основные элементы конструкции, остающиеся неизменными. Рассмотрим их детально:
- Рабочая часть. Она подразделяется на несколько зон, каждая из которых выполняет собственные функции. Основной считается – заборная, на ней располагаются режущие кромки, имеющие высокие показатели остроты. Благодаря их расположению, они забирают незначительные доли металла с внутренней поверхности. Калибрующая часть уже имеет множество зубьев, соединенных в одну сплошную ленту. С ее помощью и происходит калибровка. А финальная часть – задняя, это уже скрепляющий элемент, который примыкает к шейке. О ней как раз пойдет речь далее.
- Шейка. Своего рода перемычка. Она позволяет соединить между собой верхнюю и нижнюю конструкцию.
- Хвост. Этот элемент нужен для фиксации инструментария в источнике. Для производственных норм – это патрон станка. В домашних условиях, ворот дрели, например.
Это общая конструкция развертки. Но заострим внимание на отдельных аспектах.
Материал
Разумеется, это всегда стали с высочайшими показателями твердости. Но конкретный выбор всегда должен опираться на ресурс, с которым придется работать. Выбирайте стержни исходя из плотности поверхности объекта. В принципе в подавляющем большинстве случаев используется высокопрочная легированная сталь 9ХС, она обычно используется для любых качественных инструментов. А также некоторые части конструкции производятся из быстрорежущих сплавов, как Р9.
Размеры
Они существуют различные. Разумеется, ведь и отверстия на производстве могут быть совсем разных величин. Так, конические стержни чаще укладываются в диапазон длины 55-170 миллиметров при разбросе в 7-46 миллиметров. А цилиндрические аналоги имеют большую вариативность: длина от 80 до 360 мм, а диаметр 3-50 мм.
Машинные же инструменты для развертывания зачастую строго стандартизированы. У них есть своя размерная нумерация в числах от 1 до 6, что соответствует разбросу от 1 до 120 мм.
Зубья
Количество резцов сказывается на итоговом квалитете. Но при этом, каждое отдельное режущее оборудование зачастую обладает меньшей твердостью и полностью. А также при большом количестве кромок возникают проблемы с отводом металлической стружки. Соответственно, если вы хотите узнать, что такое развертка отверстия, фото режущего инструмента сможет дать всю информацию. Множество зубьев – это высокоточные заводские приборы, а для простых работ обычно используют 4 твердых кромки. В принципе верхней планкой считается 14 зубьев, но есть некоторые модели, где их количество достигает 16 штук. Но это при высоких требованиях к готовому метизу до 1 класса точности. Разумеется, в домашних условиях такие стержни просто не используются.