Комплектация и эксплуатационные характеристики лесопильного оборудования во многом определяют успешность деревоперерабатывающего производства, как крупного, так и малого, в том числе домашнего. Казалось бы, бери самое дорогое и «навороченное» — не ошибёшься. Однако для каждого предприятия важно подобрать собственный комплект оборудования, соответствующий не только его масштабам, но и объёмам перерабатываемого сырья, его свойствам, характеристикам готовой продукции.
Яркий пример — выбор углопильного станка. Производители и дилеры делают акцент на скорости распила и качестве готового пиломатериала. «Вы получите качественную продукцию с отличными механическими параметрами», «безупречная геометрия пиломатериалов», — звучит заманчиво, не правда ли? Но нужно помнить, что производители щедры на обещания, а утверждения о безусловном превосходстве одной технологии над другой зачастую оказываются маркетинговым ходом, не более.
Покупать оборудование, особенно неизвестное, можно только после внимательного анализа потребностей производства и собственных возможностей предпринимателя. Соблазн приобрести углопильный станок появляется, как правило, на этапе модернизации предприятия. Но иногда и новички считают, что лучше вложиться в сложное производительное оборудование уже на старте.
Обычно такую стратегию выбирают те, кому финансы позволяют не экономить. Хотя цена вопроса заставляет задуматься: стоимость углопильной дисковой пилорамы в несколько раз превышает стоимость ленточной, да и режущий инструмент для неё не дешёвый. И это тот случай, когда не скупой платит дважды, а слишком щедрый может нерационально распорядиться своими инвестициями.
Выгодно ли приобретение углопильного станка?
Для изготовления обрезных пиломатериалов, паркета, клеёного бруса, заготовок для погонажных изделий, мебельного щита традиционно используют дисковые пилорамы. Углопильные станки целесообразно применять тем, кто работает с лесом лиственных и хвойных сортов до 1000 мм диаметром и планирует получать из них радиальные пиломатериалы.
Углопил — это спецоборудование, а отнюдь не станок широкого профиля. Предназначено оно прежде всего для радиального распила досок. Лучше всего этот станок подходит тем, кто планирует производить мелкие пиломатериалы специального распила, поскольку с его помощью можно реализовать любую схему раскроя бревна.
Доски, которые получаются в результате радиального распила, чаще всего дороже. Такие пиломатериалы держат более устойчивую форму, при сушке меньше подвергаются поперечному короблению, чем, например, полученные в результате тангенциального распила. К тому же они менее подвержены как разбуханию, так и усыханию. Недаром великий Страдивари предпочитал для своих скрипок использовать древесину именно радиального распила.
«Многие новички считают, что на одном таком станке они выйдут на экспорт, не имея собственной аренды леса и дальнейшей более глубокой переработки древесины», — рассказывает автор профессионального блога о деревообработке Андрей Ноак.
Но нужно учитывать и производительность такого оборудования: итоговый выход досок при радиальном распиле с учётом соблюдения всех технологических особенностей составляет до 35%, а зачастую не превышает 15%. Важную роль играют характеристики используемого сырья: углопил пилит лес диаметром до метра любой кривизны и с крупными сучьями, с которыми обычные пилорамы не справляются. Поэтому чем мельче бревно, тем менее нужен такой станок.
Переворот бревна
Если поворот производится на 180 градусов, получаются необрезные доски, требующие дополнительной обработки с боков, а потом полубрус распиливается на обрезную доску.
Для эффективности распила бревно нужно переворачивать на 180 градусов
С поворотом на 90 градусов получаются необрезные и полуобрезные доски с необходимостью обрезки с одного бока. Метод пиления с переворотом на 180° градусов даст больше более ценных широких досок. Но если станок для обрезки кромки оснащен только одной пилой, переворот на 90 градусов является удобным.
После распила противоположных граней, первой распиливается худшая из оставшихся, но этот вариант не учитывает конусность. Но грань высокого качества нужно распиливать параллельно коре, что увеличивает выход качественного пиломатериала.
В разной плоскости
«Считается, что станки для радиального распила предназначены только для производства радиальных пиломатериалов. Это неверно из-за особенностей самого метода углового пиления. Правильно было бы утверждать, что метод углового пиления наряду с производством обычных обрезных пиломатериалов даёт возможность производить попутно и радиальные пиломатериалы из одного бревна.
Возможность индивидуального раскроя бревна методом углового пиления позволяет одновременно получать радиальные пиломатериалы из бездефектных зон бревна и обычные обрезные (но можно и другого сечения) из зоны расположения пороков. Толщина и ширина выпиливаемых последовательно пиломатериалов ограничены только диаметром пильного диска.
Получая минимум 20% радиальных пиломатериалов из рядового сырья от общего объёма произведённых пиломатериалов, деревообработчик значительно увеличивает свою прибыль при тех же самых затратах», — утверждает один из производителей деревообрабатывающего оборудования.
А что думают пользователи этого оборудования — сами деревообработчики? Надо отметить, что в открытую они редко готовы комментировать свой опыт работы с тем или иным станком, ссылаясь то на недостаток опыта, то на некие «сопутствующие факторы», которые у каждого производителя древесной продукции свои.
Источником информации в этой ситуации становятся многочисленные отраслевые форумы — здесь лесники в выражениях не стесняются, и уж если у станка есть недостатки, распишут в лучшем виде. Но и на похвалу не поскупятся, если есть за что хвалить. А заодно поделятся проблемами, с которыми столкнулись при эксплуатации той или иной модели, и своими способами их решения.
Для справки Угловое пиление (продольный радиальный распил брёвен угловым способом) выполняется на круглопильных станках, когда направление пиления дисков происходит в двух взаимно перпендикулярных плоскостях. Это новая технология в области первичной деревообработки.
Данный метод прост: дисковые пилы, расположенные в вертикальной и горизонтальной плоскостях, последовательно вырезают из бревна ламели, на торце которых годовые кольца расположены «радиально», то есть под углом 45° к наибольшей по площади плоскости ламели. Бревно закреплено на неподвижной станине станка, вдоль него по направляющим перемещается портал с пильным узлом.
Инструмент и оборудование
В производство идут стволы и большого размера ветки. Весь материал разбивается на группы по толщине и наличию коры. Часто предприятия по переработке леса имеют цеха рядом с местом заготовки, в которых устанавливаются станки для первоначальной обработки дерева.
Ручная окорка леса
Не прошедший этап окорки лес может применяться на устройстве перекрытий или в качестве конькового бруса в соответствующем интерьере, или как опорное приспособление в ходе строительства.
Промышленная окорка леса
Если запланирован другой вариант использования дерева, то проводится распиловка, на выходе дающая следующие сегменты:
- необрезные и полуобрезные (черновой материал, из которого монтируют основы пола, стен или потолка);
- обрезные (предназначены для чистового настила).
Распил может осуществить выездная организация, у которой имеется весь необходимый инструмент.
Карта распиловки дерева
Рациональное использование материала обеспечивается соответствием с картой распиловки. Это позволяет уменьшить себестоимость за счет отходов, процент которых карта позволяет значительно сократить. Применяемый инструмент и виды лесообрабатывающего оборудования зависят от объема, желаемого качества и размера готового пиломатериала.
Станок для распиловки леса
Чаще всего используют циркулярную пилу и различные станки:
- циркулярка за счет дисковой пилы позволяет выполнить точные надрезы различной направленности. Подходит как для профессионального, так и для домашнего применения, прекрасно справляется с диаметром кругляка выше среднего;
- бензопила;
- станки для чистого снятия коры;
- распиловка на ленточной пилораме дает возможность обработки плотных бревен, считается самой популярной, так как выход дает качественный материал и небольшой объем отходов;
- дисковый станок: производство двухкантного бруса и необрезных досок;
- рамная пилорама не нуждается в фундаменте, технология с ее использованием позволяет установить оборудование в непосредственной близости к месту вырубки;
- тонкомер обрабатывают универсальные станки, выход дает качественные стройматериалы даже из низкосортных хлыстов;
- распиловка круглого леса на крупном деревообрабатывающем предприятии должна производиться с наибольшим количеством пиломатериалов, отличающихся от остальных особым качеством и точными размерами. Для этой цели устанавливают специальные линии, предназначенные для распиловки.
На пилораме получают брус и обрезную доску благодаря разрезу бревна длиной до 7м и диаметром 15-80см по продольной линии. Циркулярная пила имеет один или несколько дисков, обрабатывает разный диаметр леса соответственно их количеству.
Пилорама
Если в домашних условиях необходимо обработать небольшой объем древесины, то можно воспользоваться обычной бензопилой.
Мнения разделились
«Угловик — рабочий инструмент. Желательно, чтобы была реализована возможность распиловки как в угловом режиме, так и в развал. Потом будет больше возможностей изменения технологической цепочки на разных этапах развития», — так на лесном интернет-форуме рассказал о своём опыте работы с углопильным станком один из деревообработчиков.
Его оппонент считает, что покупать углопил для развального или иного простого распила — «безумное вложение денег и стрельба из пушки по воробьям».
«Смысла его использовать как альтернативу лесопильной раме или «ленточке» не вижу. Установленная мощность большая, инструмент дорогой, кривых рук станок не примет, производительность маленькая. Поэтому, ставя вопрос о том, для каких целей покупают углопильные станки, для себя надо эти цели и определить. Первым вопросом, конечно же, будет наличие подобающего сырья, вторым — наличие контракта, по которому напиленную продукцию можно выгодно продать», — считает пользователь лесопильного оборудования.
«Углопил хорош, когда ограничены площади и размеры пиломатериалов близки к размерам брусьев 100х100х6000, 150х150х6000. Вот тогда появляется реальная экономическая обоснованность», — поддерживает его коллега.
Для справки Радиальные пиломатериалы применяют в производстве клеёного оконного бруса и поставляют в страны Евросоюза.
Как изготовить пилорамы своими руками
Самыми распространенными видами пилорам считаются угловые, ленточные и цепные, а также устройства, собранные при помощи бензопилы.
Ленточная пилорама
пилораму ленточного типа
Сборка пилорамы своими руками осуществляется на площадке необходимого размера, которую следует подготовить заранее. Для устройства будут нужны специальные колеса и ленточные пилы. Затем, в соответствии с чертежами, собирают каркас будущего агрегата. Работа над каркасом начинается с изготовления специальных рельс. Для этого можно подобрать уголок и установить вверх одной из сторон. Затем устанавливают колеса, соблюдая предельную прочность.
Между двумя уголками, выставленными параллельно, делают шпалы из профильной трубы, которые призваны обеспечить их надежное скрепление друг с другом. К этой профильной трубе приваривают крепеж для бревен, свободно передвигающегося во всех направлениях. Затем, согласно чертежу, собирают тележку и крепят к ней колеса.
В завершение осуществляется монтаж электродвигателя, соединенного через специальный шкив с рабочим механизмом устройства.
Цепная пилорама
напоминает ленточную пилораму
Сборка цепного устройства начинается с того, что изготавливают каркас из металлического профиля. Собрав основную часть, проделывают несколько технологических отверстий, соблюдая при этом предельную точность. Количество отверстий зависит от длины шага. Затем начинают собирать стойки и устанавливают на них станину, после чего делают дополнительные ребра жесткости. Таким образом получается основа цепной конструкции.
Кроме этого, необходимо для пилорамы собрать подвижную тележку своими руками. Для этого подготавливают основу и крепят к ней упор, прокладки, зажимные пластины и крепления под электродвигатель.
Затем тележку монтируют к каркасу, закрепляют двигатель с пилой, натягивают цепь и все, цепная пилорама своими руками готова.
Свежие записи Гениальные хитрости при выращивании рассады томатов от опытных дачников6 идей, как использовать на даче и дома срезанные веткиЧто положить в землю при посадке огурцов на рассаду, чтобы к дачному сезону сформировались мощные лианы
Угловая или дисковая пилорама
Угловая пилорама имеет очень много функций и используется для больших объемов работ. Такую конструкцию лучше всего изготавливать своими руками, потому что готовое оборудование стоит очень дорого. Чтобы собрать ее, следует воспользоваться соответствующими чертежами, а перед началом работ нужно приобрести все необходимые узлы и комплектующие.
Вначале собирается каркас из металлических труб и направляющие высокой прочности. Все стыки скрепляются сваркой. В качестве направляющих лучше всего использовать рельсы. Затем собирается каретка
Во время сборки особое внимание следует обращать на точность всех размеров, которые указаны в чертеже
В угловую или дисковую пилораму устанавливают бензиновый двигатель большой мощности, что эффективно сказывается на процессе распилки древесины. Монтаж двигателя осуществляется на каркас конструкции и соединяется с рабочими элементами через специальные отверстия. Чаще всего на такие пилорамы устанавливают цепную передачу, но в некоторых случаях это приводит к перегреву самого привода
Во время сборки привода необходимо обратить должное внимание технике безопасности и исключить возможный риск в процессе его эксплуатации
Пилорама из бензопилы
чаще всего не требуется такая большая пилорама
Чтобы изготовить мини-пилораму из бензопилы своими руками, потребуется:
- два швеллера;
- уголки;
- рельсы.
Для усиления каркаса монтируют несколько ребер жесткости. Затем осуществляют сборку подвижной тележки из стальной плиты. В нижней части этой плиты приваривают два уголка, после чего ее ставят на подшипники или ролики. К верхней части подвижной тележки приваривают два уголка, предназначенные под крепление бензопилы.
В завершение осуществляют монтаж специальной конструкции под крепление обрабатываемых бревен.
Пилорама своими руками видео.
Учитываем все факторы
При чём здесь площади? А при том, что использование углопила позволяет отказаться от станков второго ряда: с его помощью можно получить сразу весь обрезной пиломатериал, в то время как после «ленточки» нужно будет ставить кромкообрезной станок. Поэтому лесопромышленники признают рациональность его применения в тех случаях, когда есть недостаток места на промплощадке.
Также есть мнение, что имеет смысл задуматься о приобретении углопильного станка тем, у кого проблемы с персоналом: меньше оборудования — меньше потребность в специалистах для его обслуживания. Однако это не совсем верно: количество работников, может, и снижается, но вместе с тем возрастают требования к их квалификации.
«Всё упирается в оператора. Ценность этого кадра намного больше самого станка. Оператор вам пилит чистые деньги, и его надо растить, как ребёнка, холить и лелеять. Беречь как зеницу ока. Вырастить его можно с нуля. Я за год вырастил четверых. Сначала будете вместе бегать с линейкой по брёвнам, кубатурить, как их пилить, и потом процесс пойдёт», — поделился опытом пользователь лесного форума с ником Олег.
«Операторов на станок найти непросто. Сплав механики и компьютерных технологий даётся старшему поколению с трудом. Молодёжь же имеет свои проблемы с обучаемостью, концентрацией внимания, трудовой дисциплиной», — сетует ещё один владелец углопила Евгений.
Конструкция традиционных пилорам.
Основное внимание при конструировании всех станков проходного типа уделяется подающему механизму. Главная его функция — подать бревно в распил так, чтобы исключить всякое смещение поперек плоскости пил
С учетом пороков реальных бревен, эта задача является, пожалуй, самой сложной в лесном машиностроении.
При малейшем перекосе подачи бревна задняя кромка пилы касается поверхности пропила и портит поверхность пиломатериала, а при более значительном перекосе происходит затирание полотна пилы о поверхность пропила, что может привести не только к нарушению геометрии распила, но и к перегреву и выходу из строя пил. Эти явления хорошо знакомы большинству владельцев таких станков, в пилоточках у них всегда много «горелых» и деформированных пил.
Абсолютно эффективно с проблемой справляются только станки кареточного типа, где движется не бревно, а каретка с бревном или пильным механизмом. Однако такие пилорамы громоздки, дороги и значительно менее производительны из-за потерь времени на установку бревен и обратный ход каретки. Соответственно кареточные станки менее пригодны для поточного пиления.
Подающие механизмы станков проходного типа в подавляющем большинстве используют для придания продольного движения бревну либо торцевой толкатель, либо зубчатую цепь:
Бревно толкается в торец и скользит по направляющим или лотку. Иногда используются прижимные вальцы. Бревно лежит на зубчатой цепи и движется вместе с ней, как правило, сверху прижимается вальцами.
| Толкатель | Цепь |
Эти простые и недорогие решения нельзя, однако, назвать удовлетворительными для реальных российских условий. Если геометрия бревна близка к идеальной, все прекрасно. Проблемы начинаются при пилении бревен с плохо обрезанными сучьями, значительной кривизной, сложной кривизной и т.д. К сожалению, у нас избежать этого малореально. Даже при незначительном смещении бревна вбок от оси (при кривизне «набок», сложной кривизне, ошибках центрования) усилие резания, большее со стороны свисания бревна стремиться провернуть бревно вокруг точки опоры. При «наезде» сучка на направляющую или цепь также снижается устойчивость бревна. Противодействовать этому эффективно такие подающие механизмы не в состоянии. Не слишком помогают и направляющие ножи.
Несколько сгладить последствия перекоса подачи удается увеличением толщины полотна пил и увеличением развода (уширения). В этом случае, пилы берут на себя также функцию направляющего элемента. Однако нагрев пил при этом неизбежен, а значит увеличивается потребность в их правке и снижается ресурс. Увеличение толщины пропила также сказывается на экономической эффективности.
В Европе проблему принято решать путем придирчивой подготовки, сортировки сырья и раскряжевки по 3-4 м., а главное – путем долговременного грамотного лесопользования. Проще говоря, кривой лес там стараются не выращивать, и доля его мала. Излишне говорить, что для России такой подход пока проблематичен.
Решает персонал
Современные модели таких станков оснащают программным обеспечением и автоматической системой оптимизации раскроя, которая выполняет расчёт оптимальной схемы распила бревна по критерию максимального выхода пиломатериалов с заданными параметрами. Однако опытные руководители лесопильных производств указывают на то, что квалифицированный оператор, вскрыв бревно, в любой момент может изменить комбинацию распила в зависимости от наличия сучков и внутренних дефектов, которые снаружи не видны. Компьютер на это не способен.
«Оператора лучше растить на месте самому и с нуля. Предыдущий опыт его работы на угловике другой модели абсолютно не нужен, а иногда и мешает. К станку человек привыкает в течение месяца и начинает пилить самостоятельно. Как минимум должен знать строение древесины и её пороки, а не только железную часть станка.
На проектную производительность станка оператор выходит к концу первого года работы. Набирает основной опыт, узнает все тонкости распиловки, проходит первые косяки в работе, начинает чувствовать работу пил на слух. Ведь никому не нужен простой «кнопочник», который нашинкует из бревна гору всякой лапши», — продолжает рекомендации форумчанин Олег.
Некоторые современные модели углопильных станков также оснащены системой автосброса пиломатериала, которая позволяет работать в полностью автоматическом режиме (при использовании пиловочника определённого диаметра). При съёме спиленной доски автосбросом все манипуляции способен проделать один оператор. Конечно, готовые пиломатериалы не станут сами падать ему в руки, но их сброс будет производиться в довольно компактной зоне.
При отсутствии такой системы производительность оборудования напрямую зависит от расторопности помощников оператора. Как правило, два помощника относят доски на приличное расстояние, при необходимости торцуют и раскладывают по пакетам. Оператор при этом ждёт, пока они отойдут на безопасное расстояние, и лишь затем запускает новый цикл пиления. Соответственно, разница при съёме материала вручную и автосбросе существенная.
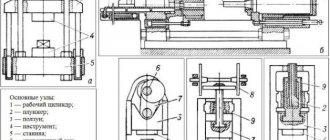
Конструктивные особенности дисковой пилорамы «Arctant CLS-631D».
Подающий механизм дисковой пилорамы «Arctant CLS-631D» оборудован двумя гусеницами, четырьмя горизонтальными и двумя вертикальными вальцами с пневмоприжимом, защитной когтевой завесой. Гусеница осуществляет базирование и перемещение бревна, вальцы прижимают бревно к гусенице. Когтевая завеса предотвращает обратный выброс фрагментов древесины.
Пильный механизм дисковой пилорамы «Arctant CLS-631D» оборудован двумя подвижными суппортами с пильными валами, узлом направляющих ножей, механизмом перемещения пильных суппортов. Постав пил – жесткий. Направляющие ножи настраиваются вращением рукояти. Оба вала могут перемещаться в вертикальном направлении, что позволяет использовать пилы разного диаметра, равномерно распределять нагрузку между валами и нивелировать эффект «порожка», неизбежный при двухваловом пилении. Каждый пильный вал приводится собственным электродвигателем. Пилорама может комплектоваться главным приводом мощностью 2х45, 2х55, 2х75 и 2х90 КВт.
Передача крутящего момента на пильные валы осуществляется карданными валами, что позволяет перемещать пильные валы при неподвижных двигателях. Кроме того, такая конструкция допускает замену двигателей на более мощные при желании увеличить производительность в процессе эксплуатации пилорамы. Каждый пильный вал приводится собственным электродвигателем. Станок может комплектоваться главным приводом мощностью 2х45, 2х55, 2х75 и 2х90 КВт.
Важнейшим, после гусеницы, преимуществом станка «Катерпиллер» перед другими станками является встречное направление резания на обоих валах, соответственно, затупление пил практически не зависит от загрязненности бревен и окорка не требуется. Проиллюстрируем это утверждение:
| Одноваловая система. Встречное или попутное пиление. Грязь из коры захватывается зубьями пилы и заносится в пропил. Затупление пилы в основном определяется загрязненностью сырья. | |
| Двухваловая система. Нижний вал — встречного пиления, верхний вал — попутного пиления. Нижняя пила режет от середины бревна наружу. Верхняя пила режет от края бревна к середине. Грязь из коры захватывается зубьями верхней пилы, заносится в пропил и частично передается в пропил нижней пилы. Затупление верхней пилы в основном определяется загрязненностью сырья. | |
| Двухваловая система дисковой пилорамы «Катерпиллер». Нижний и верхний валы — встречного пиления. Нижняя и верхняя пилы режут от середины бревна наружу. Грязь из коры в пропил не попадает. Затупление пил не зависит от загрязненности сырья. |
Европейские производители дисковых пилорам проходного типа не применяют встречное пиление на верхнем валу, поскольку это ужесточает требования к подающему механизму и, соответственно, повышает себестоимость. Грязь же в коре для них не актуальна, поскольку все предприятия комплектуются окорочными машинами.
Следует отметить, что ничего принципиально нового в конструкции станка «Катерпиллер» нет. Все вышеуказанные «новшества» придуманы и апробированы не позднее середины прошлого века. Речь идет лишь подборке оптимального компоновочного решения для конкретных задач и условий.
Гусеничные дисковые пилорамы широко используются в Америке. Одним из ведущих производителей таких машин является США www.conemachinery.com
На российском рынке присутствует упрощенный и облегченный вариант гусеничной дисковой пилорамы – «TT-5/500/320G» польской www.brodpol.pl. Использование гусеницы дает поразительный эффект. Показателен пример одного из учреждений ГУИН Республики Коми, куда мы поставили этот станок в 2003 г. Там пилы толщиной полотна 2.8 мм (рекомендуемая 3.5-4.2 мм) при диаметре 500 мм вполне успешно работают без всякой правки до полного износа и замены напаек зубьев. При этом качество пиловочника там крайне низкое, сучья торчат на 3-7 см, а сортировка сырья отсутствует вовсе.
Основные отличия ТТ-5 от «Катерпиллера» следующие:
- Максимальный диаметр сырья в комле – 32 см;
- попутное пиление на верхнем валу;
- неподвижные пильные валы;
- нестандартные двигатели главного привода.
Благодаря уникальной устойчивости к низкокачественному и загрязненному сырью, простоте эксплуатации, высокой производительности и качеству пилопродукции, дисковая пилорама «Arctant CLS-631D» является наилучшим выбором для промышленного лесопиления в России.
Способы пиления
В процессе распиловки нужно учитывать толщину доски, компенсацию конусности, переворот бревна. Пилить на ленточной пилораме мастера могут тремя способами.
Простое пиление
Бревно подлежит распилу до конца с получением необрезных досок, но переворот не производится. Метод простой и быстрый, но имеет недостатки. Полученные доски нужно затем обрезать с боков.
Пиломатериал выходит низкого качества с множеством отходов. Центральные доски легко растрескиваются, способ подходит для работы с низкосортной древесиной.
Круговое пиление
Сделав пропил, распиловщик переворачивает бревно на другую грань, и так по кругу до оставшейся центральной части. Для средних и высших сортов древесного сырья способ наилучший, но на отдельных пилорамах тяжело переворачивать бревно. Подходит для пилорам с гидравликой.
Варианты круговой распиловки древесины
Пиление бруса
Начало распила производится по кругу, а центральная часть оставляется в виде определенных размеров бруса. Пиление бруса обеспечивает максимальную производительность пилорамы, способ используется для распиловки бревен среднего и низкого сорта.
Характеристики дисковой пилорамы «Arctant CLS-631D»
| Наименование | Единица | Значение |
| Диаметр распиливаемых бревен: минимальный (в вершине) максимальный (в комле) | мм | 120 460 |
| Длина распиливаемых бревен минимальная | м | 3,5 |
| Скорость подачи (плавная регулировка) | м/мин | 1-24 (40**) |
| Расчетная производительность по сырью в смену 8 ч. При среднем диаметре сырья 30 см. | куб.м | 150* |
| Количество пропилов максимальное | шт. | 6 |
| Диаметр пил минимальный максимальный | мм | 500 650 |
| Мощность главного привода (2 двигателя) | КВт | 2х55 (45, 75, 90) |
| Мощность приводов подачи суммарная (4 привода) | КВт | 9,5* |
| Частота вращения пильных валов | об/мин | 1475 |
| Габаритные размеры: длина ширина высота | мм | 7200 3400* 2360 |
| Масса станка | кг | 8800* |
| * — при мощности главного привода – 2х55 КВт | ||
| ** — опция, по умолчанию в варианте 2х90 КВт |