Состав
Химический состав и соотношение компонентов в стали марки С255 регламентируются ГОСТом 27772-88. В соответствии с ним, в сплаве содержится:
- 0,22% углерода, от его количества и равномерности распределения в структуре зависят показатели твердости и хрупкости;
- 0,65% марганца, ГОСТ допускает увеличение его массовой доли до 0,85%;
- от 0,15 до 0,30% кремния, он необходим для улучшения эксплуатационных свойств материала;
- по 0,3% меди и никеля, небольшое количество этих элементов не оказывает заметного влияния на свойства;
- хрома – 0,3%, низкое содержание элемента свидетельствует о подверженности металла коррозии при определенных условиях;
- до 0,02% остаточного алюминия;
- 0,04-0,05% серы и фосфора, примеси которых неизбежны в составе сплава.
В отдельных месторождениях встречаются руды, содержащие мышьяк, но его концентрация не превышает 0,12%.
Расшифровка маркировки
При расшифровке марки стали С255 следует учесть, что:
- знак «С», стоящий перед цифрами, указывает на основное назначение стали – применение в строительстве;
- «255» – величина предела текучести металлопроката, знак наносится на поверхность металла.
Продукция производится в соответствии с ГОСТом в виде:
- листового и профильного проката;
- уголков и балок двутавровых;
- швеллеров специальных;
- листов гладких и с ромбическим рифлением;
- гнутых профилей разнообразной конфигурации.
Весь прокат изготовляется в соответствии с техническими требованиями – с толщиной сечения элементов не меньше 4 мм и не больше 30 мм.
Аналогами марки стали С255 ГОСТа 27772-88 признаются российские конструкционные сплавы обыкновенного качества углеродистых категорий. Они представляют вариации марки Ст3, которые различаются:
- содержанием углерода;
- показателем прочности;
- степенью раскисления – пс и сп.
Зарубежными аналогами, согласно стандартизации ISO 630, признаны:
Свойства стали
Основные свойства стали С255 задаются изначально химическим составом. Некоторые из них изменяются в зависимости от температуры окружающей среды или от толщины проката:
- плотность – 7,85 г/см 3 ;
- предел текучести – 245-255 МПа;
- временное сопротивление разрыву – 370-380 МПа;
- относительное удлинение при разрыве – 24-25%;
- ударная вязкость при -20 градусах – 34 Дж/см 2 ;
- расчетные сопротивления по пределу текучести – 230-250 МПа;
- расчетные сопротивления по пределу прочности – 360-370 МПа.
Концентрация углерода в сплаве и его соотношение с другими элементами позволяют использовать при создании конструкций:
- любые способы сварки;
- технологии лазерной или гидравлической резки;
- возможности сверления и фрезерования;
- методы механической обработки.
При высоких механических свойствах сплав неустойчив к коррозии. В качестве защиты конструкций от воздействия влаги или химических реагентов используют:
- двойное покрытие водостойкой краской после предварительного грунтования;
- горячее цинкование поверхности;
- порошковое покрытие полимерными веществами.
Методы термической обработки
В дальнейшем основные эксплуатационные характеристики стали С255 могут быть улучшены с помощью термической обработки – закалки и отпуска.
Закалка производится для увеличения твердости поверхности заготовки:
- металл нагревается до заданной температуры в специальных печах;
- в процессе выдержки под действием температуры происходит перестройка и уплотнение внутренней структуры;
- для равномерного охлаждения и предотвращения дефектов используется масляная ванна.
Отпуск необходим для снятия внутренних напряжений, которые образуются при закалке и могут привести к внутренним дефектам. Процедура состоит из процессов:
- постепенного нагревания до более низкой температуры, чем при закалке;
- последующего медленного охлаждения.
Преимущества и недостатки
К главным достоинствам стали С255 относят высокую прочность и хорошую свариваемость без необходимости предварительного подогрева. Эти качества расширяют сферу применения сплава, облегчая процесс изготовления объемных конструкций при сооружении крупных объектов. Особенностям применения металла соответствуют и другие его характеристики:
- высокий показатель предела текучести, позволяющий выдерживать большие комбинированные нагрузки;
- значительная ударная вязкость, обеспечивающая хорошую сопротивляемость переменным механическим нагрузкам;
- хорошая обрабатываемость стали разнообразными способами.
К недостаткам С255 может быть отнесена подверженность коррозийным процессам. Эта проблема снимается с помощью эффективных способов защиты металла.
Область применения
Марка стали С255 и ее аналоги применяются для производства строительных металлоконструкций 1 группы, способных выдержать серьезные нагрузки при температурах до -510С, в частности:
- динамические – они проявляются постепенным возрастанием и снижением давления и требуют достаточной пластичности;
- подвижные нагрузки характеризуются перемещением точки максимальной нагрузки и способны разрушить несущие конструкции;
- вибрационные – чреваты деформацией сварных швов, ослаблением крепежных элементов.
Электроды для сварки углеродистых сталей
К углеродистым сталям относят класс сплавов, в которых углерод (С) как химический элемент является основным легирующим компонентом, задающим важнейшие свойства металла. Его доля в составе может быть различна, в зависимости от нее различают и группы данных сталей:
- низкоуглеродистые — доля С в них менее 0,25%;
- среднеуглеродистые — с долей углерода от 0,25 до 0,6%;
- высокоуглеродистые — с долей углерода от 0,6% до 2,07%.
Также в состав таких сталей в весьма малых количествах входят марганец и кремний — в качестве полезных легирующих элементов, а в качестве вредных примесей — водород и сера.
Как правильно выбрать электроды для сварки
Речь в статье пойдет о покрытых электродах, используемых для ручной электродуговой сварки. Параметры выбора электродов достаточно многочисленны, назовем основные:
- выбор металлов, сплавов (стали, сплавы, разновидности чугуна и т. д.).
- типы обслуживаемой конструкции или оборудования;
- тип работ, который зависит от конструкции (массивные, толстостенные, тонкостенные, тавровые и т. д.);
- род используемого для сварки тока;
- наличие опыта у сварщика;
- собственно, качество самого электрода.
Основываясь на этих параметрах, рассмотрим вопрос о том, как сделать оптимальный выбор.
Особенности сварки углеродистых сталей
Ключевое требование при сварке деталей из углеродистых сталей — прочностные характеристики металла шва и околошовной области: они должны соответствовать характеристикам основного металла. Чем выше доля углерода, тем сложнее получить соединение, которое бы строго соответствовало этому требованию. Поэтому в отношении каждой из групп углеродистых сталей существуют свои особенности сварки.
Сварка низкоуглеродистых сталей
Это группа хорошо свариваемых, наиболее пластичных углеродистых сталей благодаря низкому содержанию углерода и легирующим добавкам. Выполнять сварку можно любыми известными технологиями, включая сварку ручную электродуговую.
Однако такой химический состав металла обуславливает и свои особенности: при неправильном выборе электрода есть риски того, что металл шва будет более прочным, чем металл детали, что может негативно сказаться на общей прочности конструкции. А при выполнении многослойной сварки возможна повышенная хрупкость шовного металла.
Чтобы избежать этих проблем, для сварки обычно используют электроды с рутиловым и фтористо-кальциевым покрытием, а в обмазку добавляется доля железного порошка. В ряду широко используемых для профессиональной сварки низкоуглеродистых сталей — марки МР-3ЛЮКС, МР-3, ОЗС-4, АНО-4, АНО-21, ОЗС-12, МК-46.00, УОНИ-13/55, УОНИ 13/45, УОНИ 13/85.
Для получения необходимых прочностных свойств металл шва после сварки проковывается и прокаливается.
Электроды по среднеуглеродистым сталям
Количество углерода в таких сплавах больше, соответственно, процесс сварки осложняется. Минус в том, что металл сварного стыка и металл детали могут получиться разной прочности. Кроме того, металл близ кромок шва может получиться очень хрупким и с характерными трещинами. Чтобы этого не было, используют электроды с достаточно низкой долей углерода.
Особое внимание — к кромкам соединяемых деталей. Они обязательно должны быть разделаны, чтобы избежать проплавления металла, которое могут вызвать высокие токи — они необходимы для разогрева соединяемых деталей.
- для повышения качества шва детали, как сказано выше, предварительно разогреваются и прогреваются в процессе сварки;
- движения электродом лучше осуществлять не поперек, а вдоль стыка;
- сварку лучше всего выполнять на короткой дуге;
- после сварки для большей прочности шов также проковывается и подвергается термообработке.
В ряду известных электродов, которые применяют для сваривания среднеуглеродистых сталей — марки УОНИ-13/55, УОНИИ 13/55, УОНИИ 13/45А, УОНИ-13/65.
Сварка высокоуглеродистых сталей
В таких сталях — высокое содержание углерода, что практически делает их непригодными для сварки различных конструкций. Сварочные работы, как правило, выполняются лишь при необходимости ремонта.
В этом случае используются те же технологии, что и при сварке среднеуглеродистых сталей. Осуществляется предварительный прогрев металла в области шва до 250-300 °C, по завершении сварки производится проковка и термообработка шва. Необходимо соблюдать еще два условия — сварка возможно при температуре не ниже -5 градусов Цельсия в помещении, где полностью отсутствуют сквозняки.
Выбор силы сварочного тока под электроды
Электродные расходники могут работать на постоянном и/или на переменном токе. Так, электроды с рутиловым покрытием используются в сварке как на постоянном, так и на переменном токах, то время как изделия с обмазкой основного типа (как, например, УОНИ 13/55 →) — только на постоянном токе обратной полярности.
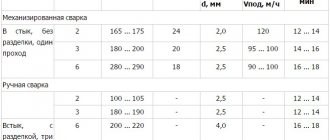
Выбор силы сварочного тока напрямую влияет на качество сварки и получаемого результата. Если он подобран неправильно, заготовка при сварке может просто прожечься или, напротив, металл не оплавится на нужную глубину. Для правильного подбора существуют госты и рекомендуемые настройки, проверенные годами практики. Одно из ключевых правил — зависимость силы тока от диаметра электрода, важную роль также играют:
- толщина заготовки;
- пространственное положение сварки;
- длина дуги;
- количество слоев шва.
Электроды для углеродистых и низколегированных сталей
Широчайший ряд электродов используется для сварки как углеродистых, так и низколегированных сталей. К этой группе относят углеродистые стали с содержанием С до 0,25%, а также низколегированные с временным сопротивлением разрыву до 590 МПа. И те, и другие имеют повышенное содержание углерода. Благодаря этому уменьшается окисление металла и легче получают свободные от окислов соединения. Их пластичность повышают путем предварительной термической обработки или последующего подогрева.
И углеродистые, и низколегированные стали отличаются относительно невысокой теплостойкостью и прокаливаемостью.
Доля легирующих элементов (кобальт, никель, молибден, алюминий, вольфрам, медь и другие) может доходить в низколегированных сталях до 5%. В сравнении с углеродистыми они характеризуются пониженной склонностью к механическому старению, более высокой износостойкостью, коррозионной и хладостойкостью, пределом текучести.
В зависимости от доли легирующих элементов определяются параметры, по которым выбирают электроды для сварки углеродистых сталей. В число таких параметров входят:
- механические характеристики металла шва;
- требуемые свойства сварного соединения;
- временное сопротивление разрыву;
- ударная вязкость;
- относительное удлинение.
Как выполняют сварку деталей из среднеуглеродистой стали
По причине того, что углерода в таких сталях содержится больше, чем в низкоуглеродистых, свариваются они несколько хуже. При сварке изделий из углеродистых сплавов данной категории могут возникать следующие проблемы:
- основной металл и металл сварного шва могут иметь разную степень прочности;
- в металле, расположенном в непосредственной близости от шва, могут возникать трещины и формироваться структуры, отличающиеся низкой пластичностью;
- металл сварного шва и основной металл, расположенный рядом с местом соединения, отличаются невысокой устойчивостью к появлению в них кристаллизационных дефектов.
Неправильный выбор типа сварки и сварочного материала приводит к отсутствию сварочного шва как такого
Для того чтобы избежать подобных проблем при сварке углеродистых сталей с повышенным содержанием углерода, можно воспользоваться следующими технологическими приемами:
- использование электродов, в составе которых содержится незначительное количество углерода;
- выполнение сварки по двухдуговой технологии, когда сварной шов формируется одновременно в нескольких ваннах расплавленного металла;
- разделка кромок соединяемых изделий таким образом, чтобы обеспечивалось минимальное проплавление основного металла;
- предварительный и сопутствующий подогрев соединяемых частей.
Что касается электродуговой сварки деталей, изготовленных из среднеуглеродистых сталей, то при ее выполнении следует придерживаться таких рекомендаций:
- использовать электроды с фтористо-кальциевым покрытием (УОНИ 13/45 и 13/55), которые не только увеличивают прочность сварного шва, но и повышают его устойчивость к образованию кристаллизационных трещин;
- минимизировать риск появления трещин в области сварного соединения позволяют и такие технологические приемы, как осуществление продольных, а не поперечных перемещений электрода в процессе выполнения сварки, обязательно заваривание кратеров сформированного сварного шва;
- при выполнении сварки необходимо использовать короткую дугу и накладывать шов в виде нешироких валиков;
- чтобы повысить пластичность сформированного сварного шва, можно использовать термическую обработку полученного соединения.
Электроды для сварки среднеуглеродистых сталей
Осуществляя газовую сварку изделий, изготовленных их среднеуглеродистых сталей, преимущественно используют левый способ и применяют стандартное или науглероживающее пламя, мощность которого находится в пределах 75–100 дм3/час. Чтобы улучшить качество полученного таким способом сварного соединения, после его получения можно подвергнуть детали термической обработке или выполнить их проковку. При необходимости выполнения газовой сварки деталей, толщина которых превышает 3 мм, их необходимо подвергнуть общему (до 3500) или локальному подогреву (до 6500).
Сварку деталей, изготовленных из углеродистых сталей данной категории, можно выполнять и при достаточно низких температурах окружающей среды: до –300. Чтобы сформированное соединение при его получении в таких условиях отличалось высоким качеством и надежностью, сваренную конструкцию необходимо подвергнуть термической обработке и обеспечить постоянный прогрев зоны сварки в процессе осуществления технологической операции.
Электроды для углеродистых конструкционных сталей
| Марка и тип | Назначение и описание |
| АНО-4 (Э46) | Электроды с рутиловым покрытием для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву не более 451 МПа. Токи — переменный, постоянный прямой полярности. При повышенных токах не образуют пор. Допускают сварку по ржавчине и по незачищенным кромкам, обеспечивают легкое отделение шлаковой корки. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| АНО-6 (Э46) | Электроды с рутиловым покрытием для сварки переменным и постоянным током обратной полярности конструкций из углеродистых сталей. Доля углерода в составе металла — до 0,25%. Обеспечивают легкое отделение шлаковой корки. Могут работать на повышенных режимах, обеспечивают шов без кристаллизационных трещин. Коэффициент наплавки — 10 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. Марка АНО-6 рекомендуется для сварки в монтажных условиях. |
| АНО-21 (Э46) | Электроды с рутиловым покрытием для сварки переменным и постоянным током прямой и обратной полярности ответственных и рядовых конструкций из углеродистых сталей по ГОСТ 380-71 Ст0, Ст1, Ст2, Ст3 (групп А, Б, В, спокойных, полуспокойных, кипящих); по ГОСТ 1030-74 (10, 15кп, 20кп, 20пс, 20). Способны работать по окисленным, гальваническим поверхностям, по неподготовленным кромкам. Легкий поджиг и стабильность дуги, отличное качество сварного шва. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| МР-3 (Э46) | Электроды с рутилово-основным покрытием марки МР-3 предназначены для сварки сталей с временным сопротивлением разрыву не более 500 МПа., доля углерода в них не превышает 0,25%. Сварка выполняется переменным и постоянным током обратной полярности. Обеспечивают стабильность дуги, легкий повторный поджиг. Сварка — только по очищенной от окалины поверхности. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва -1,7 кг. |
| МР-3С (Э46) | Электроды с рутилово-основным покрытием используются для сварки переменным и постоянным током обратной полярности конструкций из углеродистых сталей, когда к качеству получаемого шва предъявляются повышенные требования. Сварка возможна во всех без исключения пространственных положениях. Временное сопротивление разрыву — не более 500 МПа. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| ОЗС-4 (Э46) | Электроды с рутиловой обмазкой применяются для сварки переменным и постоянным током обратной полярности ответственных конструкций из углеродистых сталей (временное сопротивление разрыву до 490 МПа). В равной степени качественно сваривают детали больших и малых толщин. Возможна сварка по ржавой и влажной поверхности. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| ОЗС-6 (Э46) | Для сварки переменным и постоянным током обратной полярности конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву не более 451 МПа. Имеют рутиловое (с железным порошком) покрытие. Демонстрируют высокую производительность. Возможна сварка удлиненной дугой и по ржавчине. Коэффициент наплавки — 10 г/А ч, расход на 1 кг наплавленного шва — 1,5 кг. |
| ОЗС-12 (Э46) | Электроды с рутиловым покрытием для сварки переменным и постоянным током обратной полярности углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву не более 500 МПа. Оптимально подходят для сварки соединений таврового профиля с получением вогнутых мелкочешуйчатых швов. Возможна сварка удлиненной дугой и по окисленной поверхности без образования пор. Также допускается сварка на предельно низком напряжении. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| МК-46.00 (Э50А) | Универсальные рутиловые электроды для сварки переменным и постоянным током любой полярности углеродистых и низколегированных сталей с временным сопротивлением до 450 МПа. Широко применяются для сварки листовых и трубных конструкций. Создают пониженное тепловложение. Хорошо подходят для прихваток, сварки коротких и корневых швов. Не чувствительны к ржавчине и загрязнениям поверхности. Сварка возможна во всех пространственных положениях. Коэффициент наплавки — 8,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| ОК-48.00 (Э50А) | Универсальные сварочные электроды с основным покрытием для сварки судовых сталей, ответственных конструкций с условиями работы при отрицательных температурах и высоких знакопеременных нагрузках. Обеспечивают минимальное содержание водорода в наплавленном металле. Сварка возможна на постоянном и переменном токе обратной полярности. Отлично подходят для сварки износостойких сталей типа Hardox. |
| УОНИ-13/45 (Э42А) | Электроды с основным типом обмазки для сварки постоянным током обратной полярности особо ответственных конструкций с повышенными требованиями к металлу по пластичности и ударной вязкости. Временное сопротивление сталей на разрыв — до 490 МПа. Рекомендуется для сварки конструкций, эксплуатируемых в низкотемпературных условиях, а также для сварки стыков труб в местах месторождений с высоким содержанием сероводорода. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| УОНИ-13/55 (Э50А) | Электроды с основным покрытием для сварки постоянным током обратной полярности особо ответственных конструкций из углеродистых и низколегированных сталей. Позволяют получить металл шва, стойкий к образованию кристаллизационных трещин. Благодаря этому используются для сварки конструкций, работающих при отрицательных температурах и знакопеременных нагрузках. Коэффициент наплавки — 9,5 г/А ч, расход на 1 кг наплавленного шва — 1,65 кг. |
| УОНИ-13/55У (Э55) | Электроды с основным покрытием для ручной дуговой сварки переменным и постоянным током обратной полярности ответственных конструкций, а также сварки ванным способом рельсов и арматуры ЖБ конструкций из сталей марок: СТ5, 18Г2С, 15ГС и других. Коэффициент наплавки — 10 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| УОНИ-13/55Р (Э50А) | Электроды с основным покрытием для сварки постоянным током обратной полярности судовых сталей с пределом текучести до 390H/мм2 (категории А, B, D, A32, A36, D32, D36, D40, E40 по ГОСТ Р 52927-2008 и Правилам Российского морского регистра судоходства). Используются для сварки тавровых и стыковых соединений. Изготавливаются под надзором Российского морского регистра судоходства. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
| УОНИ-13/65 (Э60) | Электроды с основным покрытием для сварки постоянным током обратной полярности машиностроительных конструкций, рассчитанных на тяжелые нагрузки. Временное сопротивление сталей на разрыв до 588 МПа. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| ТМУ-21У (Э50А) | Электроды с основным покрытием для сварки постоянным током обратной полярности ответственных конструкций и трубопроводов, используемых в атомной, электро- и тепловой энергетике. Коэффициент наплавки — 9 г/А ч, расход на 1 кг наплавленного шва — 1,6 кг. |
| ЦУ-5 (Э50А) | Электроды с основным покрытием для сварки постоянным током элементов емкостей, трубного оборудования, котлоагрегатов. Позволяют сваривать корневые швы толстостенных трубопроводов, используемых на объектах энергетики. Максимальная температура эксплуатации сварных соединений до 400°С. Коэффициент наплавки — 9,5 г/А ч, расход на 1 кг наплавленного шва — 1,7 кг. |
Электроды для сварки коррозионно-стойких сталей и сплавов.
Темы: Электроды сварочные, Сварка стали , Ручная дуговая сварка.
Электроды этой группы обеспечивают получение сварных соединений, обладающих требуемой стойкостью против коррозии в атмосферной, кислотной, щелочной и других агрессивных средах.
Некоторые электроды данной группы имеют более широкую область применения и их можно использовать не только для получения соединений с требуемыми коррозионной стойкостью, но и как электроды, обеспечивающие высокую жаростойкость и жаропрочность металла шва.
Согласно действующей классификации к высоколегированным сталям относят сплавы, содержание железа в которых более 45%, а суммарное содержание легирующих элементов не менее 10%, считая по верхнему пределу при концентрации одного из элементов не менее 8% по нижнему пределу. К сплавам на никелевой основе относят сплавы с содержанием не менее 55% никеля. Промежуточное положение занимают сплавы на железоникелевой основе.
В соответствии с ГОСТ 10052-75 электроды для сварки высоколегированных коррозионно-стойких, жаростойких и жаропрочных сталей и сплавов по химическому составу наплавленного металла и механическим свойствам металла шва и наплавленного металла классифицированы на 49 типов (например, электроды типа Э-07Х20Н9, Э-10Х20Н70Г2М2Б2В, Э-28Х24Н16Г6). Наплавленный металл значительной части электродов, регламентируется техническими условиями предприятий — изготовителей.
Химический состав и структура наплавленного металла электродов для сварки высоколегированных сталей и сплавов отличаются (иногда существенно) от состава и структуры свариваемых материалов. Выбирая электроды, внимание обращают на обеспечение: основных эксплуатационных характеристик сварных соединений (механических свойств, коррозионной стойкости, жаростойкости, жаропрочности), стойкости металла шва против образования трещин, требуемого комплекса сварочно-технологических свойств.
Электроды для сварки высоколегированных сталей и сплавов имеют покрытия основного, рутилового и рутилово-основного видов.
Из-за низкой теплопроводности и высокого электросопротивления скорость плавления, а следовательно и коэффициент наплавки электродов со стержнями из высоколегированных сталей и сплавов существенно выше, чем у электродов для сварки углеродистых, низколегированных и легированных сталей. Вместе с тем повышенное электросопротивление металла электродного стержня обуславливает необходимость применения при сварке пониженных значений тока и уменьшения длины самих стержней (электродов). В противном случае из-за чрезмерного нагрева стержня возможен перегрев покрытия и изменение характера его плавления, вплоть до отваливания отдельных кусков.
Сварка, как правило, производится постоянным током обратной полярности.
| Электроды | Тип электродов по ГОСТ 10052-75 или тип наплавленного металла | Диаметр, мм | Основное назначение | Дополнительная или сопутствующая области применения |
| УОНИ-13/НЖ 12Х13 | Э-12Х13 | 2,0;2,5;3,0; 4,0;5,0 | Сварка хромистых сталей типа 08Х13, 12Х13 | Наплавка уплотнительных поверхностей стальной арматуры |
| ОЗЛ-22 | Э-02Х21Н10Г2 | 3,0;4,0 | Сварка оборудования из сталей типа 04Х18Н10, 03Х18Н12, 03Х18Н11, работающего в окислительных средах, подобных азотной кислоте | |
| ОЗЛ-8 | Э-07Х20Н9 | 2,0;2,5;3,0; 4,0;5,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9, 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к межкристаллитной коррозии (далее -МКК) | |
| ОЗЛ-8С | 08Х20Н9КМВ | 2,5;3,0;4,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9, 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к МКК | Сварка с повышенной производительностью |
| ОЗЛ-14 | Э-07Х20Н9 | 3,0;4,0 | Сварка сталей типа 08Х18Н10, 12Х18Н9, 08Х18Н10Т, когда к металлу шва не предъявляют жесткие требования стойкости к МКК | Возможна сварка переменным током |
| ОЗЛ-14А | Э-04Х20Н9 | 3,0;4,0;5,0 | Сварка сталей типа 08Х18Н10, 08Х18Н10Т, 06Х18Н11, 08Х18Н12Т, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-36 | Э-04Х20Н9 | 3,0;4,0 5,0 | Сварка сталей типа 08Х18Н10, 06Х18Н11, 08Х18Н12Т, 08Х18Н10Т, когда к металлу шва предъявляют требования стойкости к МКК | |
| ЦЛ-11 | Э-08Х20Н9Г2Б | 2,0;2,5;3,0; 4,0;5,0 | Сварка сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК | Сварка оборудования из сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б для пищевой промышленности |
| ЦЛ-11СЧ | Э-08Х20Н9Г2Б | 2,5;3,0;4,0 | Сварка сталей типа 08Х18Н10, 08Х18Н12Б и 08Х18Н10Т, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-7 | Э-08Х20Н9Г2Б | 2,0;2,5;3,0; 4,0;5,0 | Сварка сталей типа 08Х18Н10, 08Х18Н12Б, 08Х18Н10Т, когда к металлу шва предъявляют жесткие требования стойкости к МКК | Сварка оборудования из сталей типа 08Х18Н10, 08Х18Н12Б, 08Х18Н10Т для пищевой промышленности |
| ЦТ-15 | Э-08Х19Н10Г2Б | 2,0; 2,5; 3,0; 4,0; 5,0 | См. группу Электроды для сварки жаростойких и жаропрочных сталей и сплавов | Сварка сталей типа 12Х18Н9Т, 12Х18Н12Т, Х20Н12Т-Л, Х16Н13Б, когда к металлу шва предъявляют жесткие требования стойкости к МКК |
| ЦЛ-9 | Э-10Х25Н13Г2Б | 3,0;4,0;5,0 | Сварка двухслойных сталей со стороны легированного слоя из сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х13, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-40 | 08Х22Н7Г2Б | 3,0;4,0 | Сварка сталей марок 08Х22Н6Т, 12Х21Н5Т | |
| ОЗЛ-41 | 08Х22Н7Г2М2Б | 3,0;4,0 | Сварка стали марки 08Х21Н6М2Т | Возможна сварка стали марки 03Х24Н6АМ3 |
| ОЗЛ-20 | Э-02Х20Н14Г2М2 | 3,0;4,0 | Сварка оборудования из сталей типа 03Х16Н15М3, 03Х17Н14М2, работащего в средах высокой агрессивности | Возможна сварка оборудования из стали 08Х17Н15М3Т, работающего в средах высокой агрессивности |
| ЭА-400/10У | 08Х18Н11М3Г2Ф | 2,0;2,5;3,0; 4,0;5,0 | Сварка оборудования из сталей типа 08Х18Н10Т, 10Х17Н13М2Т, работающего в агрессивных средах при температуре до 350°С, когда к металлу шва предъявляют требования стойкости к МКК | |
| ЭА-400/10Т | ||||
| ЭА-400/10СЭ | ||||
| НЖ-13 | Э-09Х19Н10Г2М2Б | 3,0;4,0;5,0 | Сварка оборудования из сталей типа 10Х17Н13М3Т, 08Х21Н6М2Т, 10Х17Н13М2Т, работающего при температуре до 350°С, когда к металлу шва предъявляют требования к стойкости к МКК | |
| НЖ-13С | Э-09Х19Н10Г2М2Б | 2,5;3,0;4,0;5,0 | Сварка оборудования из сталей типа 10Х17Н13М2Т, 10Х17Н13М3Т и 08Х21Н6М2Т, работающего при температуре до 350°С, когда к металлу шва предъявляют требования стойкости к МКК | Высокая производительность сварки |
| НИАТ-1 | Э-08Х17Н8М2 | 2,0;2,5;3,0; 4,0;5,0 | Сварка сталей типа 08Х18Н10, 12Х18Н10Т и 10Х17Н13М2Т, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-3 | 14Х17Н13С4Г | 3,0;4,0;5,0 | Сварка оборудования из стали 15Х18Н12С4ТЮ, работающего в средах повышенной агрессивности, когда к металлу шва не предъявляют требования стойкости к МКК | |
| ОЗЛ-24 | 02Х17Н14С5 | 3,0;4,0 | Сварка оборудования из сталей типа 02Х8Н20С6, работающего в условиях производства 98%-ной азотной кислоты | |
| ОЗЛ-17У | 03Х23Н27М3Д3Г2Б | 3,0;4,0 | Сварка оборудования из сплавов марок 06ХН28МДТ, 03ХН28МДТ и стали 03Х21Н21М4ГБ преимущественно толщиной до 12 мм, работающего в средах серной и фосфорной кислот с примесями фтористых соединений | |
| ОЗЛ-37-2 | 03Х24Н26М3Д3Г2Б | 3,0;4,0 | Сварка оборудования из сплавов марок 03Х23Н25М3Д3Б, 06ХН28МДТ, 03ХН28МДТ и стали 03Х21Н21М4ГБ преимущественно толщиной до 12 мм, работающего в средах серной и фосфорной кислот с примесями фтористых соединений | |
| ОЗЛ-21 | Э-02Х20Н60М15В3 | 3,0 | Сварка оборудования из сплавов типа ХН65МВ, ХН60МБ, работающего в высокоагрессивных средах, когда к металлу шва предъявляют требования стойкости к МКК | |
| ОЗЛ-25Б | Э-10Х20Н70Г2М2Б2В | 3,0;4,0 | См. группу Электроды для сварки жаростойких и жаропрочных сталей и сплавов | Сварка коррозионно-стойких конструкций и оборудования из сплава ХН78Т |
- < Электроды для сварки теплоустойчивых сталей: список марок
- Электроды для сварки жаростойких и жаропрочных сталей и сплавов >
Продукция производства Магнитогорского электродного завода
Магнитогорский электродный завод выпускает электроды для сварки высокоуглеродистых, средне- и низкоуглеродистых сталей. Электроды позволяют варить любые конструкции из этих материалов – от неответственных при ремонте или для бытового использования до особо ответственных из сталей повышенной прочности, рассчитанных на высокие нагрузки.
Купить электроды по углеродистым сталям вы можете на нашем сайте. Мы предлагаем собственную продукцию, поэтому цены на нее – одни из самых низких в регионе. Весь товар сертифицирован в системе ГОСТ Р, что подтверждается сопроводительными документами.
Источник
Лучшие электроды для сварки профильных труб
Среди многочисленных марок электродов наиболее популярными являются расходники, обладающие следующими качествами:
- не возникает затруднений в процессе проведения сварочной технологии;
- качественный шов выполняется независимо от места расположения шва (нижнее, вертикальное, потолочное) и его формы (выпуклая, вогнутая);
- шлак свободно отделяется, есть возможность контролировать качество сварки;
- качественный шов можно получить на свариваемых кромках покрытых ржавчиной;
- во время сварки не выделяются токсичные вещества.
Электроды АНО-4 с рутиловым покрытием являются одним из лучших вариантов расходников для электродуговой сварки профильных труб
Электроды, обладающие вышеперечисленными свойствами и имеющие основное и рутиловое покрытие, являются лучшим выбором для сварки профильных труб. К ним относятся следующие марки.
- Электроды с рутиловым покрытием: АНО-4; АНО-21; МР-3; МР-3С; ESAB SVEL OK 46. 00; LINCOLN ELECTRIC OMNIA 46; ОЗС-12.
- Электроды с основным покрытием: Kobelko LB-52U; ОЗЛ-8; УОНИ 13/55; ESAB OK 61. 30.
Узнать мнение посетителей нашего сайта и высказать собственное о лучших электродах для сварки профильных труб возможно, приняв участие в опросе.