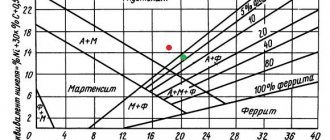
Температура плавления стали типа 18-8 составляет 1475°С
| Марка стали | Свариваемость | Технологические особенности сварки | ||
| Среднелегированные | 12X5; Х5; Х5М;Х5ВФ | ХОРОШАЯ | Защитный газ: СО2, Ar Электродная проволока: Св-08ХГ2СМ; Св-04Х19Н9; Св-06Х19Н9Т | Зачистка кромок до металлического блеска |
| 20ХГС 25ХГС 30ХГС 30ХГСА | УДОВЛЕТВОРИТЕЛЬНАЯ | Защитный газ: СО2; СО2+О2; Ar+СО2 Электродная проволока: Св-10ГСМ; Св-10ГСМТ; Св-10ХГ2С; Св-15ХМА; Св-18ХГСА При толщине до 10 мм — без подогрева Более 10 мм — предварительный подогрев до 250-300°С | ||
| 15ХМА 20ХМА | Защитный газ: СО2; Ar; Ar+СО2 Электродная проволока: Св-08ХГСМА; Св-08ХГ2СМА Предварительный подогрев до 250-300°С с последующим высоким отпуском | |||
| Высоколегированные | 0X13 1X13 2X13 | Защитный газ: Ar; СО2; Ar+СО2 Электродная проволока Св-10Х13; Cв-06X14; Св-08Х14ГТ с последующим отпуском до 700°С | ||
| Х17Н2 1Х17Н2Т | Защитный газ: Ar; СО2Электродная проволока: Св-10Х13; Св-06X14; Св-08Х18Н2ГТ Отпуск до 700°С | |||
| Х18Н10Т 0Х18Н12Б X18H12M2T | ХОРОШАЯ | Защитный газ: Ar; СО2; Ar+СО2; Ar+О2; Ar+СО2+О2 Электродная проволока: Св-06Х19Н9Т; Св-08Х20Н9Г7Т | ||
| Х18Н9 Х17Н5Г9 Х17Н4Г9 | Защитный газ СО2Электродная проволока: Св-08Х20Н9С2БТЮ; Св-07Х18Н9ТЮ | |||
Трудности при сварке
- Закаливаемость сталей 0Х13 и, как следствие, образование в околошовной зоне твердых и хрупких участков основного металла
- Склонность металла и околошовной зоны к образованию горячих трещин
- Повышенная чувствительность к термическому циклу сварки, снижающая эксплуатационные свойства сварного соединения
- Трудность достижения коррозионной стойкости шва.
Следует тщательно выбирать оптимальный режим сварки, с учетом минимальною нагрева зоны термического влияния и минимального объема сварочной ванны. При многослойной сварке каждый последующий шов нужно выполнять после остывания предыдущего. Охлаждение можно ускорить обдувом воздухом. Необходимо тщательно осушать защитный газ и очищать свариваемые кромки и проволоку от загрязнений.
В качестве защитного газа предпочтителен аргон
Один из недостатков сварки коррозионностойких сталей в углекислом газе и его смесях — образование на поверхности трудноудаляемой оксидной пленки. Необходимо выбирать режимы, при которых обеспечивается не только минимальный нагрев основного металла, но и наименьшее разбрызгивание электродного металла.
Технология сварки теплоустойчивых среднелегированных сталей
Теплоустойчивые стали применяются для сварки металлоконструкций, которые должны сохранять свою работоспособность под воздействием высоких температур (400-600°C) и под действием высокого давления газа или пара (до 30МПа).
Такая группа сталей имеет склонность к образованию трещина в зоне термического влияния. Для того чтобы уменьшить риск их возникновения, перед сваркой выполняют предварительный подогрев свариваемого металла до температуры 200-400°C, а после окончания сварки сварное соединение подвергают высокому отпуску, нагревая его до 710°C, выдерживая при этой температуре, и медленно охлаждают. В некоторых случаях проводят отжиг при температуре 670-800°C.
Сварка теплоустойчивых сталей марок 12МХ и 20МХЛ
Металлоконструкции из сталей марок 12МХ и 20МХЛ способны сохранять свою работоспособность при повышении температуры до 550°C. Для их сварки используют электроды типа ЦЛ-14. Режимы сварки электродами данного типа представлены в таблице, выше по тексту. Перед сваркой свариваемые детали из стали 12МХ предварительно подогревают до температуры 200°C, а из стали 20МХ — до 300°C. После окончания сварки сварные соединения подвергают низкотемпературному отпуску при температуре 710°C.
Сварка теплоустойчивых сталей марок 34ХМ и 20Х3МВФ
Сварные изделия из сталей марок 34ХМ и 20Х3МВФ предназначены для работы при температурах, достигающих 470°C. Для их сварки применяют электроды ЦЛ-30-63.
Перед сваркой выполняют предварительный подогрев свариваемого металла. Для стали 34ХМ температура подогрева составляет 350°C, а для стали 20Х3МВФ — 400°C. После сварки сварные соединения проходят термическую обработку: сталь 34ХМ подвергают отпуску при температуре 600°C, а сталь 20Х3МВФ отпускают при 680°C.
Сварка изделий из сталей 20ХМФ, 20ХМФЛ, 12Х1М1Ф
Сварные соединения из сталей марок 20ХМФ, 20ХМФЛ, 12Х1М1Ф способны сохранять свою работоспособность при повышении температуры до 570°C. Их сваривают электродами типа ЦЛ-20-63. После окончания сварки рекомендуется выполнять термическую обработку — высокотемпературный отпуск при температуре 700-740°C в течение 3ч.
Сварка изделий из сталей 15ХМФКР и 12Х2МФБ
Изделия из сталей обладают большой теплоустойчивостью, они способны сохранять эксплуатационные свойства, работая при температурах до 600°C. Для их сварки выбирают электроды типа ЦЛ-26М-63, режимы сварки для которых приведены в таблице выше.
При сварке электрическая дуга должна быть как можно более короткой. Перед сваркой обязателен предварительный подогрев, а во время сварки — сопутствующий. Температура подогрева — 400°C. После окончания сварки соединение подвергают высокотемпературному отпуску при температуре 740-760°C.
Сварка сталей Х5М и 15Х5МФА
Теплостойкие стали марок Х5М и 15Х5МФА предназначены для работы под воздействием агрессивных сред и высоких температур (450°C). Для их сварки применяют электроды марок ЦЛ-17-63.
Сварку выполняют с предварительным и сопутствующим подогревом до температуры 400°C. После сварки необходим высокотемпературный отпуск при температуре 760°C в течение 3ч.
Сварка теплоустойчивых сталей покрытыми электродами
Сварку выполняют при таких же режимах, как и сварку низколегированных конструкционных сталей. При сварке таких сталей очень важно хорошо проварить корень шва. Поэтому, первый слой наплавляют электродами малого диаметра, 2-3мм. Для большинства электродов необходимо применять постоянный ток обратной полярности.
Техника сварки среднеуглеродистых теплоустойчивых сталей такая же, как и техника сварки низкоуглеродистых сталей. При наплавке сварных швов из множества слоёв используют каскадный способ сварки, не охлаждая при этом каждый отдельно выполненный слой.
Подготовка к сварке
Кромки стыкуемых деталей из высоколегированных сталей лучше готовить механическим способом. Однако допускается плазменная, электродуговая, газофлюсовая или воздушно-дуговая резка. После огневых способов обязательно обрабатывают кромки механическим инструментом на глубину 3-5 мм.
Снимать фаску для получения скоса кромки необходимо только механическим способом. Снаружи и внутри кромки зачищают от окалины и загрязнений на ширину 20 мм и обезжиривают.
Затем осушают защитный газ, очищают электродную проволоку от смазки и грязи травлением или механически с последующим прокаливанием.
Стыки собирают в приспособлениях либо с помощью прихваток. Их нужно располагать равномерно по всей длине стыков на расстоянии 75-125 мм одна от другой. Размеры прихваток выбирают в зависимости от толщины металла и геометрии стыка. Прихватки перед сваркой зачищают до металлического блеска и проверяют, нет ли в них трещин и других дефектов. Прихватки с недопустимыми дефектами удаляют механическим способом.
В местах пересечения швов прихватки устанавливать нельзя.
Выбор параметров режима
Сварку ведут постоянным током обратной полярности, желательно в среде инертных газов. Целесообразно выбирать сварочные проволоки сходные по химическому составу с основным металлом.
Режим сварки нужно соблюдать таким, чтобы шов остывал как можно быстрее.
Сварка высоколегированных коррозионностойких сталей возможна в СО2, газовых смесях: Ar+СО2; Ar+О2. Для получения качественных швов применяют проволоки с повышенным содержанием титана и алюминия, например: Св-07Х18Н9ТЮ, Св-08Х20Н9С2БТЮ
Ориентировочные режимы сварки сталей типа 18-8 в инертных газах
| Вид соединения | Размер, мм | Газ | Сварочный ток, А | Напряжение на дуге, В | Диаметр электрода, мм | Вылет электрода, мм | Расход газа, л/мин | ||
| S | b | k | |||||||
| 1,5-2 | 0+0,5 | 2-3 | Ar | 60-90 70-130 | 19-20 18-21 | 0,8 1-1,2 | 8-12 8-12 | 10-12 10-12 | |
| 3-4 | 0+0,5 | 3-4 | Ar | 90-170 130-190 | 19-22 20-23 | 0,8-1 1,2-1,6 | 12-16 12-16 | 12-18 12-18 | |
| 5-8 | 0+0,5 | 4-6 | Ar Ar Не | 160-300 230-300 160-300 | 20-25 22-26 24-30 | 1,2-1,6 1,6-2 1-1,6 | 16-20 16-20 10-16 | 18-20 18-20 40-60 | |
| 12-25 | 0+1 | — | Ar Ar Не | 280-400 350-550 280 450 | 22-26 25-28 30-40 | 1,6-2 3-4 1,6-2 | 16-30 25-40 16-30 | 30-40 40-45 60-80 | |
Ориентировочные режимы сварки высоколегированных сталей в углекислом газе
| Соединение | Размер, мм | Сварочный ток, А | Напряжение на дуге, В | Диаметр электрода, мм | Вылет электрода, мм | Расход газа, л/мин | |
| S | b | ||||||
| 1 1,5 2 3 | 0 0 0,5 0,5 | 25-60 35-80 45-100 70-120 | 16-17 16-17 16-18 18-20 | 0,5 0,5-0,6 0,6-0,8 0,8-1,2 | 6-8 6-8 6-10 8-10 | 5 5-6 6-8 7-9 | |
| 4,5 6 8 | 0,5 1 1 | 110-180 150-260 170-280 | 20-24 26-30 26-30 | 1,2-1,6 1,6-2 1,6-2 | 10-12 12-14 12-14 | 8-14 14-18 14-18 | |
| 10 | 1,5 | 240-400 | 27-34 | 2 | 12-18 | 16-24 | |
Сталь 30ХМ (30ХМА) конструкционная легированная
Расшифровка
- Согласно ГОСТ 4543-2016 цифра 30 в обозначении стали указывает среднюю массовую долю углерода в стали в сотых долях процента, т.е. углерода в стали 30ХМ около 0,30%
- Буква Х указывает что в стали содержится хром (Cr), отсутствие цифр за буквой указывает, что хрома в стали содержится примерно до 1,5%.
- Буква М указывает что в стали содержится молибден (Mo), отсутствие цифр за буквой указывает, что молибдена в стали содержится до 1,5%.
- Наличие буквы А в конце обозначения марки стали указывает, что сталь 30ХМA является высококачественной, т.е. с повышенными требованиями к химическому составу и макроструктуре металлопродукции из нее по сравнению с качественной сталью.
Заменитель
| Марка заменяемой стали | Стали заменители | |||
| 30ХМ (30ХМА) | 35ХМ | 35ХРА | ||
Иностранные аналоги [1, 2]
| Обозначение марки стали, (страна) | Стандарт | Другое наименование |
| 15 131 (Чехия/Словакия) | CSN 415131 | |
| 2225 (Швеция) | SS | OVAKO 522 (S-6) |
| 4130 (США) | SAEI404, AISI | G 41300, 6348 A (AMS) |
| 1717 CDS 110 Великобритания | BS | |
| 4130 (Австралия) | AS 1444 (86) | |
| 25 CD 4 (Франция) | AFNOR.NF A-35-556 (84) | F 66S (F-05) |
| 30CrMo4 (Италия) | UNI 6403 (86) | D 221 (1-04), UM6 (1-07) |
| 25CrMo4 (Германия) | EN10083-1, DIN 1652 Т.4, DIN 1654 Т.4, DIN 17176, DIN 17204, Е17201 | 1.7218 |
| 30ChM (Болгария) | BDS 6550 | |
| 25CrМо4 (Испания) | UNE 36 051-91 (1) | |
| 25CrMo4 (Евронормы) | EN 10083-1 (91) | |
| 30CrMo (Китай) | GB3077-88 | |
| С4730 (Югославия) | JUS C.B9.021 | |
| F.222 (Испания) | — | А-222 (E-2) |
| SCM 430 (Япония) | JIS | |
| SCM2 (Япония) | JIS G4105 (74) | |
| 30HN (Польша) | PN/H 84030/04 |
Химический состав, % (ГОСТ 4543-2016)
| Марка стали | Массовая доля элементов, % | |||||||||
| С | Si | Mn | Cr | Ni | Мо | Al | Ti | V | B | |
| 30ХМ | 0,26-0,34 | 0,17-0,37 | 0,40-0,70 | 0,80-1,10 | — | 0,15-0,25 | — | — | — | — |
| 30ХМА | 0,26-0,33 | 0,17-0,37 | 0,40-0,70 | 0,80-1,10 | — | 0,15-0,25 | — | — | — | — |
Вид поставки
- Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88.
- Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Полоса ГОСТ 103-76.
- Поковка и кованая заготовка ГОСТ 1133-71, ГОСТ 8479-70.
- Труба ГОСТ 8731-74, ГОСТ 8732-78.
Характеристики и свойства [3]
Хромомолибденовая сталь 30ХМ (30ХМА) является конструкционной легированной улучшаемой сталью. Обычная термическая обработка таких сталей — закалка в масле и высокий отпуск (550-650°C).
Прокаливаемость 30ХМ немного выше, чем у стали 40Х, но ниже порог хладноломкости, кроме того сталь 30ХМ нечувствительна (как и другие молибденовые стали) к отпускной хрупкости II рода.
Назначение
- валы,
- шестерни,
- шпиндели,
- шпильки,
- фланцы,
- диски,
- покрышки
- штоки и другие ответственные детали, работающие в условиях больших нагрузок и скоростей при температуре до 450-500 °C.
- Силовые детали реактивных двигателей, работающие при температурах до 450°C.
Применение стали 30ХМА в качестве материала трубопроводов в зависимости от параметров транспортируемой среды (ГОСТ 32569-2013)
| Технические требования на трубы (стандарт или ТУ) | Номинальный диаметр, мм | Виды испытаний и требований (стандарт или ТУ) | Транспортируемая среда | Расчетные параметры трубопровода | ||||
| Максимальное давление, МПа | Максимальная температура, °C | Толщина стенки трубы, мм | Минимальная температура в зависимости от толщины стенки трубы при напряжении в стенке от внутреннего давления [σ], °C | |||||
| более 0,35[σ] | не более 0,35[σ] | |||||||
| ТУ 14-3-433-78 ТУ 14-3-251-74 | 6-500 | ТУ 14-3-433-78 ТУ 14-3-251-74 | Все среды (см. таблицы 5.1 (ГОСТ 32569-2013)) | ≤80 | 450 | — | минус 30 | минус 50 |
Применение стали 30ХМ и 30ХМА в качестве материала для изготовления крепежных деталей (ГОСТ 32569-2013)
| Марка стали | Технические требования | Допустимые параметры эксплуатации | Назначение | |
| Температура стенки, °C | Давление среды, МПа (кгс/см2), не более | |||
| 30ХМ, 30ХМА ГОСТ 4543 | СТП 26.260.2043 | От -40 до +450 | 16(160) | Шпильки, болты |
| От -40 до +510 | Гайки | |||
| От -70 до +450 | Шайбы | |||
Пределы применения, виды обязательных испытаний и контроля стали 30ХМА для фланцев, линз, прокладок и крепежных деталей для давления свыше 10 МПа (100 кгс/см2) (ГОСТ 32569-2013)
| Марка стали, стандарт или ТУ | 30ХМА | ||||
| ГОСТ | 10494 | 10495 | 9399 | 10493 | |
| Наименование детали | Шпильки | Гайки | Фланцы | Линзы | |
| Предельные параметры | Температура стенки, °C, не более | От -50 до +400 | От -50 до +510 | От -50 до +400 | |
| Давление номинальное, МПа (кгс/см2) не более | 80 (800) | 100 (1000) | 80 (800) | ||
| Обязательные испытания | σ0,2 | + | + | + | + |
| σв | + | + | + | + | |
| σ | + | + | + | + | |
| f | + | — | + | — | |
| KCU | + | + | + | + | |
| HB | + | + | + | + | |
| Контроль | Дефектоскопия | + | — | + | + |
| Неметаллические включения | — | — | — | + | |
Максимально допустимая температура применения стали 30ХМА в водородсодержащих средах, °C (ГОСТ 32569-2013)
| Температура, °C, при парциальном давлении водорода, МПа (кгс/см2) | ||||||
| 1,5 (15) | 2,5 (25) | 5 (50) | 10 (100) | 20 (200) | 30 (300) | 40 (400) |
| 400 | 390 | 370 | 330 | 290 | 260 | 250 |
Максимально допустимые температуры применения стали 30ХМА в средах, содержащих аммиак, °C (ГОСТ 32569-2013)
| Температура, °C при парциальном давлении аммиака, МПа (кгс/см2) | ||
| От 1 (10) до 2 (20) | От 2 (20) до 5 (50) | От 5 (50) до 8 (80) |
| 340 | 330 | 310 |
Условия применения стали 30ХМА для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
| НД на поставку | Температура рабочей среды (стенки), °C | Дополнительные указания по применению |
| Сортовой прокат ГОСТ 4543. Поковки ГОСТ 8479 | От -50 до 450 | Для несварных узлов арматуры с обязательным проведением термообработки (закалка и высокий отпуск) при температуре рабочей среды (стенки) ниже минус 40°C до минус 50°C |
Условия применения стали 30ХМА для крепежных деталей арматуры (ГОСТ 33260-2015)
| Марка материала, класс или группа по ГОСТ 1759.0 | Стандарт или технические условия на материал | Параметры применения | |||||
| Болты, шпильки, винты | Гайки | Плоские шайбы | |||||
| Температура среды, °C | Давление номинальное PN, МПа (кгс/см2) | Температура среды, °C | Давление номинальное, МПа (кгс/см2) | Температура среды, °C | Давление номинальное, МПа (кгс/см2) | ||
| 30ХМА | ГОСТ 4543 | От -40 до 450 | Не регламен- тируется | От -40 до 510 | Не регламен- тируется | От -70 до 450 | Не регламен- тируется |
ПРИМЕЧАНИЕ. Допускается применять крепежные изделия из стали марок 30ХМА при температурах ниже минус 40°C до минус 60°C, если при испытании на ударный изгиб образцов типа 11 по ГОСТ 9454 при рабочих отрицательных температурах ударная вязкость не будет ниже 300 кДж/м2 (3 кгс*м/см2) ни на одном из испытуемых образцов.
Рекомендации по применению стали 30ХМА для деталей арматуры и пневмоприводов, не работающих под давлением и не подлежащих сварке, предназначенных для эксплуатации в условиях низких температур (ГОСТ 33260-2015)
| Закалка + отпуск при температуре, °C | Примерный уровень прочности, Н/мм2 (кгс/мм2) | Температура применения не ниже, °C | Использование в толщине не более, мм |
| 550 | 950 (95) | -80 | 30 |
Стойкость стали 30ХМА против щелевой эрозии (ГОСТ 33260-2015)
| Группа стойкости | Балл | Эрозионная стойкость по отношению к стали 12X18H10T | Материал |
| Пониженной стойкости | 4 | 0,15-0,25 | Кованная легированная перлитная сталь 30ХМА, содержащая до 1,5% хрома, термически обработанная на КП50 — КП75 и ее сварные соединения |
ПРИМЕЧАНИЕ. Коэффициент эрозионной стойкости материала представляет собой отношение скорости эрозионного износа материала к скорости эрозионного износа стали 12Х18Н10Т (принятой за 1).
Рекомендуемая термическая обработка стали 30ХМА [4]
- Предварительная термическая обработка: нормализация с 900°C, отпуск при 670°C.
- Окончательная термическая обработка: закалка с 880±10°C в масле, отпуск при 550-650°C с охлаждением в масле или воде.
Ориентировочные режимы термической обработки стали 30ХМ [5]
| Марка стали | Операция термической обработки | Температура, °C | Способ охлаждения | Твердость HB |
| 30ХМ | Нормализация | 840-860 | На воздухе | 207-255 |
| Отжиг | 830-850 | Медленное | 187-229 |
Режимы термической обработки стали 30ХМ и 30ХМА [5]
| Марка стали | Термическая обработка | |||
| Закалка | Отпуск | |||
| Температура, °C | Охлаждающая среда | Температура, °C | Охлаждающая среда | |
| 30ХМ | 880 | Масло | 540 | Вода или масло |
| 30ХМА | ||||
Твердость по Бринеллю металлопродукции из стали 30ХМ и 30ХМА (ГОСТ 4543-2016)
| Марка стали | Твердость НВ, не более |
| 30ХМ | 229 |
| 30ХМА | 229 |
ПРИМЕЧАНИЕ. Твердость по Бринеллю указана для металлопродукции в отожженном (ОТ) или высокоотпущенном (ВО) состоянии, а также горячекатаной и кованой металлопродукции, нормализованной с последующим высоким отпуском (Н+ВО), диаметром или толщиной свыше 5 мм.
Механические свойства металлопродукции из стали 30ХМ (30ХМА) (ГОСТ 4543-2016)
| Марка стали | 30ХМ | 30ХМА | |||
| Режим термической обработки | Закалка | Температура, °C | 1-й закалки или нормализации | 880 | |
| 2-й закалки | — | ||||
| Среда охлаждения | Масло | ||||
| Отпуск | Температура, °C | 540 | |||
| Среда охлаждения | Вода или масло | ||||
| Механические свойства, не менее | Предел текучести σТ, Н/мм2 | 735 | |||
| Временное сопротивление σв, Н/мм2 | 930 | ||||
| Относительное | удлинение δ5, % | 11 | 12 | ||
| сужение ψ, % | 45 | 50 | |||
| Ударная вязкость KCU, Дж/см2 | 78 | 88 | |||
| Размер сечения заготовок для термической обработки (диаметр круга или сторона квадрата), мм | 15 | ||||
Механические свойства в зависимости от сечения [6]
| Сечение, мм | Место вырезки образца | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | KCU, Дж/см2 | Твердость HRCэ |
| Закалка с 880°C в масле; отпуск при 500°C | |||||||
| 40 | Ц | 650 | 820 | 17 | 71 | 147 | 27 |
| 60 | Ц | 630 | 800 | 17 | 69 | 157 | 27 |
| 80 | 1/2R | 660 | 790 | 17 | 67 | 137 | 25 |
| 100 | 1/2R | 610 | 780 | 18 | 64 | 147 | 25 |
| 120 | 1/3R | 620 | 750 | 19 | 63 | 137 | — |
| Закалка с 880°C в воде; отпуск при 500°C | |||||||
| 40 | Ц | 790 | 930 | 13 | 61 | 118 | 30 |
| 60 | Ц | 740 | 870 | 16 | 64 | 127 | 31 |
| 80 | 1/2R | 760 | 890 | 14 | 64 | 108 | 30 |
| 100 | 1/2R | 700 | 830 | 17 | 65 | 137 | 27 |
| 120 | 1/3R | 690 | 840 | 18 | 63 | 118 | 25 |
Механические свойства в зависимости от температуры отпуска
| tотп., °C | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | KCU, Дж/см2 | Твердость HRCэ |
| 200 | 1320 | 1520 | 12 | 50 | 69 | 49 |
| 300 | 1330 | 1450 | 11 | 51 | 49 | 45 |
| 400 | 1220 | 1370 | 12 | 55 | 69 | 42 |
| 500 | 1080 | 1130 | 16 | 60 | 127 | 36 |
Примечание. Закалка с 880°C в масле.
Механические свойства при повышенных температурах [6]
| tисп., °C | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | KCU, Дж/см2 |
| Закалка с 880 «С в масле; отпуск при 650°C | |||||
| 260 | 590 | 730 | 20 | 70 | 186 |
| 200 | 490 | 660 | 21 | 70 | — |
| 300 | 520 | 710 | 21 | 69 | 206 |
| 400 | 480 | 630 | 22 | 75 | 199 |
| 500 | 430 | 500 | 22 | 80 | 142 |
| 600 | 340 | 330 | 29 | 89 | 142 |
| Образец диаметром 6 мм, длиной 30 мм, прессованный. Скорость деформирования 16 мм/мин; скорость деформации 0,009 1/с | |||||
| 800 | 80 | 130 | 69 | 67 | — |
| 1000 | 41 | 56 | 64 | 100 | — |
| 1200 | 14 | 26 | 55 | 100 | — |
Предел выносливости
| Прочностные характеристики и термообработка | σ-1, МПа | n |
| σ0,2 = 710 МПа, σв = 820 МПа. Закалка с 870°C в воде; отпуск при 600°C [7] | 407 | 10′ |
| σ0,2 = 710 МПа, σв = 850 МПа, НВ 260. Закалка с 880°C в масле; отпуск при 560°C [8] | 366 | — |
| σ0,2 = 530 МПа, σв = 730 МПа, НВ 212. Закалка с 880°C в масле; отпуск при 650°C [8] | 304 | — |
Ударная вязкость КСU [6]
| Термообработка | KCU, Дж/см2, при температуре,°C | ||
| -20 | -40 | -60 | |
| Закалка с 880°C в масле; отпуск при 350°C. Закалка с 880°C; отпуск при 550°C | 147 | 42 | 108 |
Механические свойства при испытании на длительную прочность [9]
| Предел ползучести, МПа | Скорость ползучести, %/ч | Предел длительной прочности, МПа | t,°C | Длительность, ч | t,°C |
| 137 | 1/10000 | 500 | 186 | 10000 | 500 |
| 69 | 1/100000 | 500 | 127 | 100000 | 500 |
| 59 | 1/10000 | 550 | 108 | 10000 | 550 |
| 34 | 1/100000 | 550 | 69 | 100000 | 550 |
Технологические свойства [10]
- Температура ковки,°C: начала 1260, конца 760-800. Сечения до 100 мм охлаждаются на воздухе, сечения 101-300 мм — в мульде.
- Свариваемость — ограниченно свариваемые. Способы сварки: РДС, АДС под флюсом и газовой защитой. Рекомендуется подогрев и последующая термообработка.
- Обрабатываемость резанием — Кv тв.спл= 0,7 и Kv б.ст.= 0,3 МПа после закалки и отпуска при НВ 229-269 σв= 930 МПа.
- Флокеночувствительность — малочувствительна.
- Склонность к отпускной хрупкости — не склонна.
Плотность ρп кг/см3 при температуре испытаний, °C
| Сталь | 20°C | 100°C | 200°C | 300°C | 400°C | 500°C |
| 30ХМ | 7820 | 7800 | 7770 | 7740 | 7700 | 7660 |
| 30ХМА | 7820 | 7800 | 7770 | 7740 | 7700 | 7660 |
Коэффициент линейного расширения α*106, К-1
| Марка стали | α*106, К-1 при температуре испытаний, °С | ||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | |
| 30ХМ | 11,5 | 12,5 | 13,2 | 13,8 | 14,3 |
| 30ХМА | 11,6 | 12,5 | 13,2 | 13,8 | 14,3 |
Коэффициент теплопроводности λ Вт/(м*К)
| Марка Стали | λ Вт/(м*К), при температуре испытаний, °С | ||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | |
| 30ХМ | — | 46 | 44 | 42 | 42 | 39 | 37 | 36 | 32 |
| 30ХМА | — | 46 | 44 | 42 | 42 | 39 | 37 | 36 | 32 |
Модуль Юнга (нормальной упругости) Е, ГПа
| Марка Стали | При температуре испытаний, °С | ||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | |
| 30ХМ | 208 | 207 | 204 | 197 | 188 | 176 | 160 |
| 30ХМА | 208 | 207 | 204 | 197 | 188 | 176 | 160 |
Удельная теплоемкость c, Дж/(кг*К)
| Марка стали | c, Дж/(кг*К), при температуре испытаний, °С |
| 20-100 | |
| 30ХМ | 462 |
| 30ХМА | 462 |
Удельное электросопротивление ρ нОм*м
| марка стали | ρ нОм*м, при температуре испытаний, °С |
| 20 | |
| 30ХМ | 230 |
| 30ХМА | 230 |
Библиографический список
- Шишков М.М. Марочник сталей и сплавов — 2000 г.
- СТ ЦКБА 005ю3-2009
- Гуляев А.П. Металловедение. 1986г.
- Скляров Н.М. Конструкционные стали Т1 — 1975 г.
- Фиргер И.В. Термическая обработка сплавов. Справочник — 1982 г.
- Материалы в машиностроении. Т.2. конструкционная сталь: Справочник/ Под ред. И.В.Кудрявцева, Е.П.Могилевского. — М.: Машиностроение, 1967.-496 с.
- Гуляев А.П., Мещеринова О.Н., Трифонова Т.Н. Влияние бора на свойства легированных конструкционных сталей / С. научн. тр. ЦНИИЧМ. 1962. Специальные стали и сплавы. Вып. 27. — М.: Металлургия, С.29-46
- Ващенко К.И., Ростовцев Л.И., Аленкевич А.В. Безникелевые сптали для отливок колосников холодильника цементных печей / Литейное производство. 1973. №6. С. 22-23.
- Михайлов-Михеев П.Б. Справочник по металлическим материалам турбино- и моторостроения. -М. -Л.: Машиностроение, 1961.
- Марочник сталей и сплавов / Под ред. В.Г.Сорокина. — М.: Машиностроение, 1989.-639 c.
Узнать еще
Сталь 30Х3МФ конструкционная легированная…
Сталь 10Х17Н13М3Т (ЭИ432) коррозионностойкая аусте…
Сталь 25 конструкционная углеродистая сталь…
Сталь марки 03Х18Н10Т хромисто-никелевая с титаном…