Использование инвертора
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов. Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников. Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Виды сварочных аппаратов для проводов
На рынке представлены специализированные устройства для монтажа кабеля отечественного и зарубежного производства. Это аппараты для сварки скруток медных жил:
- ТС 700 производства мощностью от 1 до 1,5 кВт предназначены для сварки меди и алюминия;
- модификация ТС 700-1 самая примитивная, сваривать скрутки до 16 мм смогут начинающие, цена 7,6 тысяч рублей;
- модель ТС-700-2 – узкопрофильная, ей пользуются электрики, монтируя толстый кабель, предельный диаметр скрутки – 24 мм, цена в пределах 9 тысяч;
- ТС 700-3 – самый мощный, продается в комплекте с двумя силовыми проводами, держателем электрода, стоимость сварочного оборудования 9,3 тысячи.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры. Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности. К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.
При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока. С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Общая информация
Медь — один из самых часто применяемых металлов для изготовления проводов. Она является отличным проводником тока, лишь немного уступая серебру. Именно эти свойства стали основополагающими при выборе меди как материала для проводов.
Тем не менее, медь — металл капризный. Температура ее плавления превышает 1000 градусов по Цельсию. Но если при этом нагреть медь до температуры в 300 градусов, она начнет ломаться. Словом, для работы с этим металлом необходимо обладать некоторыми базовыми навыками и иметь качественный инструмент.
Зато медные детали можно варить как на постоянке, так и на переменном токе. Благодаря этой особенности с работой может справиться и простенький бытовой инвертор, и сварочный трансформатор для сварки проводов. Для сварки проводов из меди также необходимо подобрать оптимальное напряжение. Оно составляет 12-36В. Так сварное соединение скруток будет достаточно надежным.
Также аппарат для сварки медных скруток должен обладать плавной регулировкой значения силы сварочного тока. Это очень важно, не смотря на то, что сам сварочный процесс занимает всего несколько секунд. Благодаря гибким настройкам аппарат можно отрегулировать для крепкой сварки проводов.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств. Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.
Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих. Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Сварка медных проводов своими руками
Для того чтобы соединить два провода, используют несколько приёмов. Это может быть скрутка, спаивание или сварка различных проводов. Последний приём является одним из самых удачных и часто применяемых. Он помогает добиться длительного срока службы электрической проводки.
Она в основном изготовляется из медного состава, а не из алюминия, который не годится для данных целей. Сварка происходит с использованием постоянного и переменного тока, при напряжении в 12-36 В. Непосредственно для процесса, рекомендуем использовать сварочный инверторный аппарат.
Технология сварки проводов из меди
Существует одна методика, которая всегда приводит сварщика к наилучшему результату. Как упоминали ранее, самый лучший прибор для сварки, это инвертор. Затем берутся за провод. Он освобождается от изоляции, лишней оболочки и выполняется скрутка. При подрезке проводов, концы должны оставаться одной длины и на одном уровне, а скрутка должна получиться как минимум 50 мм в длину.
Далее устанавливается отталкивающий тепло, медный зажим и подключается сварочный аппарат. Угольный карандаш (точнее его торец) приближают к готовой скрутке. При сварке карандаш обязательно зажимается в держаке.
Сварка скруток считается завершенной после того, как образовался небольшой расплавленный шар меди. Чтобы изоляция осталась целой, надо не переусердствовать, а уделять каждой скрутке не больше 1-2 секунд времени. Когда сварка медных проводов прекращена, для изолирования застывшей части используется обыкновенная изолента или свой, подобный вариант.
Поэтапный процесс
Распишем весь процесс поэтапно:
- Убираем изоляцию на проводах;
- Делаем скрутки;
- Присоединяем массу;
- Включаем сварочный инвертор;
- Подводим электрод к скрутке до образования дуги;
- Продолжительность контакта 1-2 секунды;
- Приступаем к следующей скрутке (если она есть), после остывания уже готовой;
- Производим изоляцию термоусадочными трубками или изолентой.
Важно! Для сварки проводов своими руками, особенно медных, требуется наличие специального опыта и знаний. Работать придётся с температурой 1080°C, при которой и плавится медь. Поэтому стоит попрактиковаться на более простых примерах.
Аппарат стоит подобрать с возможностью регулировки тока, сила которого должна составлять 30-90 ампер. Электрод используется угольный, содержащий в себе медь.
Особенности сварки алюминиевого провода
Сварка алюминиевых проводов, преимущественно встречается в большой промышленности. Для процесса сваривания используют аргоном или привычный сварочный аппарат. Чтобы не перепалить провод, сварка производится на пониженной мощности.
Могут возникать некоторые трудности в виде оксидной плёнки, скорость её образования очень велика. В результате она остаётся на расплавленном металле. Чтобы этого избежать, используются газовая защитная среда и флюс для алюминиевого кабеля.
Сварка алюминиевого провода по шагам
Рассмотрим сварку алюминиевого провода по шагам:
- Сначала удаляем изоляцию и все лишние материалы;
- Далее концы заготовок обрабатываются флюсом. Это повысит итоговое качество;
- Включаем аппарат и настраиваем правильный режим работы;
- Начинаем сварку;
- Затем убираются лишние части, появившиеся в результате работы;
- Возобновляем изоляцию провода.
Безопасность
Чтобы сварка прошла удачно, настоятельно рекомендуем придерживаться техник безопасности. При себе нужно иметь огнеупорную одежду, маску для сварки и специальные перчатки. Если используется газ, баллоны убираются на 5 и более метров от огня. Проверьте всю аппаратуру и оцените влажность внутри помещения, чтобы избежать поражения током.
Сварка в распределительной коробке
Сначала стоит познакомиться с коробкой и оценить всю её значимость. Это наиболее важная часть всей электропроводки, идущей по квартире или дому. Относитесь к этому с полной серьёзностью.
Непосредственно для процесса спайки потребуется сварочный аппарат. Можем посоветовать одну из самых привлекательных моделей для таких целей. Это Patriot Max Welder DC-200 C. Он обладает бесшумным уровнем работы, высокой безопасностью, что важно при недостатках опыта и точной работой.
Его вес составляет 4,5 кг, так что проблем с транспортировкой не возникает. Питается от сети 220 В, ток плавает в диапазоне 10-190 А. Цена находится на приемлемом для каждого уровне, от 8000 до 10000 рублей.
Это не значит, что выбрать нужно только его, существуют и другие аппараты, подходящие под этот вид сварки не хуже.
Начинается сварка проводов из меди в распределительной коробке с обеспечения всех мер безопасности. Настраиваем аппарат на мощность около 1 кВт. Электроды используются угольные и графитовые. Также понадобится флюс. Обязательно используется маска или специальные очки.
Для уборки изоляции и скруток медных проводов, нужен нож и зажим в виде пассатижей. Под рукой должна быть всегда изолента, гайки и шурупы. Жилы провода зачищаются примерно на 4-5 см, затем скручиваются вокруг друг друга 7 раз. Приступаем к сварке.
Если вы не уверены в своих силах, потренируйтесь на похожих видах металла и скрутках. Когда всё получается, начинайте. О порядке сварки медных проводов, мы уже говорили ранее.
Термитная сварка
Термитная сварка проводов, это чуть ли не самый популярный способ для соединения двух проводников тока. Для самого процесса используется специальная термитная смесь. Для получения правильного результата, нужно с точностью до миллиметров придерживаться всех правил и рекомендаций.
Эта технология только начинает набирать популярность. Её всё чаще применяют в самых разных сферах производства. Для проведения качественных работ, сварщик должен обладать специальными знаниями по химии на высоком уровне.
Выбор сварочного провода
Этот кабель служит для подачи тока в место, где происходит соединение деталей. Поскольку процесс наиболее важный, сварочные провода имеют высокие требования, перечислим основные из них:
- Изоляция должна быть сверхпрочной и выдерживать множество процедур скручиваний;
- Сечение провода должно быть стойкой к нагрузкам, которые создаёт инвертор;
- Токопроводящие жилы, должны быть в полимерной оплётке;
- База изоляции провода, должна быть изготовлена из шланговой резины;
- Провод должен быть стойким к механическим повреждениям, а также не проявлять слабость к химическим веществам и агрессивной среде.
Из чего состоят провода для аппаратной сварки?
- базовая обмотка из полиэтилентерефталата;
- жила проводящая ток из меди;
- изоляция из каучука;
- дополнительный слой обмотки;
- главная изоляция из резины.
Если рассуждать об удлинении провода, иногда можно услышать о том, что качество шва может подвергаться ухудшения. Но прямых доказательств такой особенности пока не выявлено.
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот. Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.
Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.
Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Как самому сделать аппарата для сварки проводов?
Если предстоит разовая, но объемная работа с проводами, то покупать магазинное устройство может быть невыгодно. Как сделать сварочный агрегат для этих целей своими руками? Для основы потребуется понижающий трансформатор, который можно намотать самостоятельно, или извлечь из старой техники. Главный критерий — это способность понижать входящее напряжение до 12-48 V, выдавая при этом силу тока от 40 до 150 А. Рассчитать число витков и требуемое сечение провода можно по соответствующим таблицам.
Хотя сварку проводки можно выполнять и на переменном токе, но лучше установить в свой самодельный аппарат диодный мост, для выпрямления напряжения. Это придаст электрической дуге характерный шелест, и она будет более стабильной. Сделанный агрегат требуется снабдить защитным корпусом для исключения поражения током.
Держатель под угольный электрод можно купить в магазине, а можно соорудить из зажима под контактор троллейбуса или иного прижимного устройства. Второй зажим для фиксации провода и подключения массы изготавливается из пассатижей. В одной из ручек необходимо просверлить отверстие под болт и клемму для контакта.
Особенности сварки проводов
Сначала нужно сделать корректный монтаж проводки – выбрать ее оптимальный диаметр, правильно расположить в стенах помещения. Для распределения линий обустраивают специальные коробки. Там появляется возможность перенаправить подачу электроэнергии от центрального провода вспомогательным.
Сварка проводов в коробке имеет следующие нюансы:
- Применение инверторных сварочных аппаратов мощностью до 1 кВт. Это могут быть заводские модели или самоделки.
- Электроды — графитовые или угольные. Не рекомендуется использовать стержни с омеднением, так как это может отразиться на качестве соединения.
- В отличие от спайки во время сварки не потребуется флюс или другие типы присадок.
- Контроль температуры нагрева проводов. В противном случае велика вероятность частичного разрушения или изменения свойств изоляции.
Работы выполняются только при полном обесточивании сети, во время сварки применяется защитная маска и специальная рабочая одежда. Диаметр электродов зависит от расчетной силы тока, которая, в свою очередь, вычисляется в зависимости от диаметра жил и их количества.
Технология сварки медных скруток
Для сварки провод очищают на 5–7 см от конца, чтобы во время работы не повредить сварочным оборудованием изоляцию. Сердечники складывают параллельно, концами в одну сторону. Скручивают, сильно зажимают скрутку плоскогубцами. Электродом касаются кончика скрутки. За 1–2 секунды образуется шарик однородного металла. Заваренную скрутку остужают, изолируют термоусадочной трубкой или изоляционной лентой.
Перед работой нужно потренироваться на обрезках кабеля, чтобы выбрать параметры рабочего тока. Угольный электрод сначала 5 секунд прогревают, только потом направляют на скрутку. Время выдержки зависит от количества проводников, диаметра жил. Медь нельзя перекаливать до потемнения, соединение будет хрупким, способно рассыпаться при укладке провода в щиток или распределительную коробку.
При выборе сварочного аппарата, предназначенного для сварки алюминиевых и медных проводов, учитывают параметры тока. Выбирают устройства с минимальным шагом настроек. Компактные легкие инверторы можно носить на плече. Универсальные хороши тем, что ими выполняют многие виды сварочных работ.
Особенности сварки алюминиевых проводов
Использование жил из алюминия запрещено действующим ПУЭ. Но в некоторых старых домах все еще можно встретить этот тип проводки. Полная замена влечет за собой денежные затраты и может занять много времени. Но для сварки алюминиевых проводов необходимо учитывать ряд специфических моментов.
Они заключаются в следующем:
- очистка контактных частей от оксидной пленки;
- применение специального флюса для сварки алюминия;
- обработка места сварки после остывания быстросохнущим лаком.
Использование механических типов соединений для алюминиевых проводов не рекомендуется. Также нельзя скручивать жилы из этого материала с медными. Для этого следует использовать специальные переходники.
Альтернативные способы соединения
Не всегда есть возможность делать сварку токопроводящих жил. Затруднения обусловлены отсутствием инвертора (сварочного аппарата) или недостаточным опытом в выполнении работ этого типа. В этом случае рекомендуется рассмотреть альтернативные варианты соединения проводов.
Методы формирования надежного контакта нескольких жил:
- Скрутка (опрессовка). Отличается от вышеописанного процесса отсутствием сварного соединения. Не рекомендуется делать, так как высока вероятность отсутствия прямого контакта между несколькими проводами, что может привести к резистивному эффекту – нагреву.
- Пайка. В отличие от сварки используется припой и флюс. Они должны заполнить пространство между проводами скрутки. Удобно для соединения жил небольшого сечения.
- Контактные зажимы. Они могут быть винтовыми или с механической фиксацией. Первые применяются для коммутации большого количества проводов. Механическая фиксация рекомендуется для соединения жил большого диаметра для сетей с высоким показателем нагрузки.
Для каждой методики принят индивидуальный порядок выполнения работ. Но в любом случае соблюдаются общепринятые правила безопасности.
Правильный выбор аппарата
Существует два типа аппаратов: для любительской/профессиональной сварки проводов и для промышленной. Первый тип аппаратов обычно громоздкий и мощный, он способен без труда сварить многожильный кабель, предназначенный для подачи электричества с высоким значением напряжения. Подобные приборы широко используются не только на больших производствах, но и на особо опасных объектах.
Второй тип аппаратов применяется в быту или при несложных выездных работах. Яркий пример — аппарат для сварки скруток ТС 700 от бренда Призма. Этот аппарат широко применяется как домашними сварщиками, так и частными мастерами. Этот сварочный аппарат для медных проводов отлично справляется со своей основной задачей и позволяет получить качественное соединение.
Если у вас уже есть в арсенале обычный бюджетный инвертор, то не обязательно покупать аппарат типа ТС 700. Ведь инвертор — это хороший аппарат для сварки проводов в домашних условиях, поскольку он обладает удобной регулировкой значения напряжения и силы сварочного тока.
Также есть отдельный тип оборудования — это самодельный аппарат для сварки скруток. Некоторые умельцы считают, что аппарат для сварки скруток медных может быть и самодельным. При этом они умудряются получить крепкие и надежные соединения, поскольку обладают достаточным опытом. Если у вас нет опыта в сварке медных скруток, то мы не рекомендуем использовать для этих целей самодельный аппарат. Ну а если вы уже обладаете достаточными навыками, то можете посмотреть видео о том, как сделать сварочный аппарат для сварки скруток из медных проводов. Для меди своими руками вам понадобится не только аппарат, но и правильно подобранные электроды. Для этих целей необходимо подбирать электрод, в составе которого обязательно будет медь. Подбирая силу тока при сварке такими электродами, учитывайте сечение провода и количество жил. Вам подойдет даже маломощный сварочный аппарат, поскольку при максимальной силе тока в 120 Ампер уже возможна сварка электропроводки с сечением 2.5 мм2.
Сварка скруток — дело непростое. Есть общие рекомендации (вроде тех, что мы дали выше), но зачастую сварщики вырабатывают свои правила сварки при частой практике. Самое главное, что вам нужно запомнить — электрод не должен прилипать к проводам. Экспериментируйте, практикуйтесь. И тогда вы найдете оптимальный режим сварки для того аппарата, который используете.
Почему инвертор?
Добавим пару слов о том, почему инвертор — это отличный аппарат для сварки скруток своими руками. Мы считаем, что этот тип сварочного оборудования может стать универсальным помощником в быту. В том числе, при сварке медных скруток. Все дело в его габаритах и весе, а также в технических особенностях. Во время сварки вам не нужно думать о том, что напряжение дуги может измениться, поскольку вы заранее задаете нужное вам значение. К тому же, инверторы оснащены плавной регулировкой сварочного тока, что очень важно при сварке скруток из меди.
Сварка проводов инвертором может быть не такой качественной, как при использовании специального аппарата. Но мы не считаем, что итоговый результат так уж плох. Соединение получается немного пористым, но это почти не влияет на характеристики провода. И не забывайте об универсальности таких аппаратов. С помощью инвертора можно не только соединить провода, но еще и забор починить или собрать каркас для теплицы. Настоящая находка для мастера на все руки.
Разновидности электродов
Круглые
Простой «круглый» тип может применяться неограниченно широко. Сечение стержня составляет от 3,2 до 19 мм. Есть еще так называемые «круглые бесконечные» электроды. Конечно, они имеют строго ограниченные размеры. Однако экономичность полностью оправдывает основное название.
Диаметр «бесконечных» элементов варьируется от 8 до 25 мм. Чаще всего их используют при сварке с помощью специальной машинки. Оба варианта приемлемы для «простых» сварочных работ. Впрочем, любые виды угольных моделей за счет своей неплавкости расходуются мало.
А еще есть несколько видов таких электродов, которые заслуживают отдельного разбора.
Полукруглые
Электрод в форме полукруга обычно имеет диаметр от 10 до 19 мм. Такие изделия часто рекомендуют, чтобы нарезать металлические заготовки. Именно полукруглые электроды используют большинство самодеятельных и профессиональных сварщиков. Шов имеет оптимальную форму. Создавать кромку электродом полукруглого исполнения несложно.
Прямоугольные
Их еще иногда называют плоскими — но не все так просто. Когда торговцы говорят слово «плоский», они могут подразумевать еще и квадратное сечение. Размер сечения колеблется от 8 до 25 мм. Чаще всего такие инструменты применяют, когда надо заделать дефект на стальной отливке. Для других целей их используют редко.
Полые
Нечасто можно встретить и такой вид электродов. Их типичный размер составляет от 5 до 13 мм. Именно подобное решение подойдет для формирования U-образных линий канвы. Также полые конструкции отлично применяют при вакуумной сварке. Давление в рабочей камере при этом не должно превышать 665 Па.
Инверторный аппарат
Универсальный инвертор предназначен для многих видов работ, он подойдет для сварки алюминиевых и медных скруток.
Отечественные сварочники:
- «Ресанта» САИ-160 выдает ток в широком диапазоне от 10 до 160 А, вес устройства 4,5 кг, стоимость 6,3 тысячи;
- «Сварог» ARC 160 Easy Z213 H выдает ток в диапазоне от 10 до 160 А, весит 4 кг, работает от стандарной сети 220 В, стоит 9 тысяч.
Импортные инверторы:
- Итальянский «Quattro elementia 160 nato» 643-255 китайской сборки работает от сети 220 В. Стоит около 6 тысяч, весит без малого 5 кг.
- Американский «PFrionMax Welder DC-200 C», выпущенный китайским филиалом. Весит 4,5 кг. Оснащен ремнем для переноски, работает бесшумно. Стоимость от 7,5 до 9,6 тысяч в зависимости от комплектации.
- Немецкий «Fubag IQ 160» малогабаритный, но тяжелый, весит без малого 7 кг. Предназначен для работы от сети от 150 до 240 В, не боится «провисания» напряжения. Выдает рабочий ток от 10 до 160 ампер. Укомплектован двумя силовыми проводами, стоит 7 тысяч.
Для сварки инверторами используют омедненный угольный стержень, его еще называют медноугольный электрод. Промышленные инверторы для медных проводов крупногабаритные, тяжелые. Для работы с электрикой выбирают небольшие аппараты, работающие от сети 220 В, оснащенные ремнем для переноски. Инверторы отличаются от трансформаторов стабильной дугой, дополнительными функциями, упрощающими сварку.
Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется, медленнее расходуется, не растрескивается при сварке. Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки.
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
Как провести сварку медных проводов в домашних условиях?
Необходимость сварки медных проводов связана с повышением надёжности электросетей. Это долговечный, прочный тип соединения и поэтому востребован в различных сферах производства. Технология доступна для освоения новичками, требует применения относительно несложного оборудования.
Сваренные медные провода
Особенности сварки медных проводов
Сварка медных проводов имеет следующие особенности:
- применяются только графитовые электроды;
- длина зачистки изоляции должна составлять более 50 мм;
- процесс сваривания должен быть кратковременным, чтобы не расплавить жилу и не нарушить изоляционный материал;
- при работе важно пользоваться средствами защиты от ожогов и поражения током;
- подходящие режимы определяются экспериментально, поэтому заранее рекомендуется потренироваться на отдельных участках проводников.
Зачистка медных проводов для сварки
Аппараты для сварки медных проводов
Сваривание проводников из меди выполняется аппаратами с напряжением до 20 В. Применяется инверторное или трансформаторное оборудование, позволяющее зажигать небольшую дугу.
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.
В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +10800С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Понижающие трансформаторы применяют для сваривания любых типов медной проводки, включая проведение работ в распределительной коробке. Сварочник допускается использовать только для соединения обесточенной проводки.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.
Инверторный способ сварки подходит для новичков, так как он достаточно прост в реализации.
Инвертор для сварки
Можно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Электроды для сварки медных проводов
Для сваривания медных проводников можно использовать следующие электроды:
Угольный электрод обладает рядом следующих особенностей:
- температура, при которой наступает расплавление, составляет +38000С;
- работы выполняются на постоянном токе при прямой полярности;
- относительно невысокий КПД дуги;
- допустимо выполнение работ с присадками, без присадок, с подачей их прямо на линию формирования шва;
- угольный электрод для сварки при высоком нагреве свариваемых конструкций расходуется быстро;
- между электродами и поверхностью кабелей создаётся высокотемпературная дуга даже при низких токовых величинах.
Процесс сваривания графитовым электродом имеет следующие особенности:
- в течение процесса сварки электрод остаётся целым;
- повышается сопротивляемость меди к окислительным процессам;
- допустимо применение не омеднённых электродов, для этого достаточно скрутить жилы, зажать их держателем и выполнить стандартную процедуру сварки;
- сварное соединение надёжно, но для этого жилы должны быть скручены плотно, а лишние концы правильно обрезаны для плотного прилегания материала.
Электроды для сварки
Как сварить медные провода
Поэтапная сварка проводов своими руками в домашних условиях:
- Снимается изоляция не менее 10 см.
- Делается скрутка.
- Присоединяется масса к проводнику от трансформатора или инвертора.
- Включается питание инвертора.
- Подводится электрод к точке сварки скрутки до такого расстояния, при котором будет сформирована стабильная дуга.
- Выдерживается дуга в течение 1–2 с.
- Отводится электрод к другой скрутке, если делается сварка многожильных проводов.
- Выключается инвертор.
- Выжидается определённое время для остывания проводов.
- Оголённые контакты скрутки изолируются термоусадочной трубкой или изолентой.
Сварить медь с алюминием сложно, так как невозможно точно контролировать состав сварного шва. При содержании меди более 12% сплав становится хрупким и ненадёжным. Особенности процесса сваривания:
- используется постоянный ток, полярность подключения прямая;
- в качестве присадки используются алюминиевые прутки;
- сила тока выбирается в пределах от 500 до 550 А, а напряжение — 50 до 60 В;
- применяются графитовые электроды.
Меры безопасности
При сварке скруток медных проводов важно соблюдать следующие меры безопасности:
- требуется выполнять заземление оборудования, находящегося под током;
- запрещено использовать провода для электродов без качественной изоляции;
- эксплуатация сварочного оборудования проводится в стандартных режимах, не противоречащих заявленным требованиям изготовителя.
Сваривание выполняется только в защитной среде без прямого контакта с воздухом. Поэтому подойдёт маломощный аппарат, работающий на переменном или постоянном токе.
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.
Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.
Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.
Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
В некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов. Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.
Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже. Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.
Самодельные держаки для сварки. Держак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой.
Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию.
Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения.
Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам.
Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму.
Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
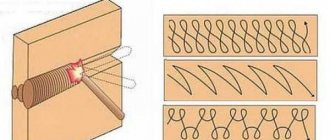
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Выполняем сварку скруток медных проводов своими руками
Для того чтобы соединить два провода, используют несколько приёмов. Это может быть скрутка, спаивание или сварка различных проводов. Последний приём является одним из самых удачных и часто применяемых. Он помогает добиться длительного срока службы электрической проводки.
Она в основном изготовляется из медного состава, а не из алюминия, который не годится для данных целей. Сварка происходит с использованием постоянного и переменного тока, при напряжении в 12-36 В. Непосредственно для процесса, рекомендуем использовать сварочный инверторный аппарат.
Рекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками. Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Сварка медных проводов в домашних условиях: электроды
Сварка медных проводов — самый надежный способ соединения элементов электрической сети частного дома или квартиры. Для этого используют точечную технологию. Место соединения расплавляют, придавая металлу однородную структуру. Это предотвращает повышение сопротивления, снижает вероятность возгорания сварного соединения.
Тонкости сварки медных проводов
При пайке подобных кабелей соблюдают следующие условия:
- применяют графитовые электроды для сварки медных проводов;
- определяют длину очищенного от оплетки участка не менее 5 см;
- учитывают необходимость сохранения целостности жилы и изоляционного покрытия (воздействие должно быть кратковременным);
- используют средства защиты от удара током и ожогов;
- выбирают нужный для получения качественного сварного шва режим опытным путем (рекомендуется выполнить пробную сварку ненужных кабелей того же типа).
Характеристики сварочных аппаратов
Для сварки проводов своими руками используют агрегаты с напряжением менее 20 В, применяют трансформаторные или инверторные аппараты, выдающие маломощную дугу.
Инверторный тип
Сварка инвертором удобна, что объясняется его компактными размерами, оптимальными предустановленными параметрами. Элементы управления позволяют легко выполнять тонкую настройку.
В отличие от трансформаторных установок, инверторные аппараты имеют небольшой вес. Способ применения аналогичен таковому у других устройств. При выборе учитывают возможность регулировки силы тока в пределах 40-200 А.
Это упрощает процесс формирования сварочной дуги, минимизирует количество помех. Инверторный способ подойдет начинающему сварщику.
Трансформаторная сварка
Для соединения проводов в домашних условиях достаточно применения регулируемых по силе тока аппаратов. Нагрузка должна составлять не менее 400 А. Для формирования прочного сварного шва требуется прогрев до 1080 °С.
Электроды подсоединяют по схеме с прямой полярностью. Такой метод помогает поддерживать стабильную сварочную дугу. Понижающий трансформатор используют для пайки любых видов медных кабелей. Допустимо применение устройства для работ в распределительной коробке.
Сварку выполняют после обесточивания электропроводки. Силу тока подбирают с учетом сечения жил.
Требования к самоделкам
При разовом выполнении работ необязательно приобретать дорогостоящее оборудование. Лучше использовать самодельные аппараты, имеющие простое строение. Схема устройства включает в себя трансформатор, элементы контроля и управления, массу, зажим. Первый компонент является основой сварочного оборудования.
Трансформатор можно приобрести или собрать своими руками. Число витков и сечение обмотки рассчитывают с учетом входных и выходных показателей тока.
Самодельный сварочный аппарат должен иметь следующие технические характеристики:
- тип трансформатора — понижающий;
- диапазон входящих напряжений — 12-48 В;
- пределы регулирования силы тока — 40-150 А.
Самодельный прибор совершенствуют, добавляя функцию сварки скруток с переменным напряжением. Для этого в схему вводят диодный мост. Он поддерживает стабильное горение дуги. Готовый аппарат защищают прочным корпусом, исключающим повреждение устройства при механических воздействиях.
К трансформатору подсоединяют кабели держателя, изготавливаемого из зажимов массы, в роли которой выступают тяжелые пассатижи.
Как подготовиться к сварке
Прочное соединение формируется в результате расплавления свариваемых элементов под воздействием тока. Зажимная конструкция делает диффузный слой более плотным.
На подготовительном этапе выполняют следующие действия:
- Организуют рабочее место. Убирают из зоны действия аппарата все легковоспламеняющиеся материалы.
- Зачищают концы свариваемых проводников. Изоляцию снимают на расстоянии до 70 мм. Это исключает обрыв проводки во время соединения. При удалении оплетки избегают повреждения жил. Перед скруткой их обрабатывают наждачной бумагой, обезжиривают растворителем.
- Скручивают очищенные жилы, складывая их параллельно. Способ скрутки не имеет значения, однако при осевой стыковке процесс сварки облегчается. Концы жил удаляют кусачками, формируя плоский торец. В результате образуется пучок протяженностью 50 мм.
Технология сварки медных скруток
Соединение проводников аппаратом «Ресанта» выполняют так:
- Размещают концы между контактами, закрепляют их прижимным механизмом на расстоянии 2-3 см от краев.
- Проводят по меди электродом. Возникает электрическая дуга, которую поддерживают в течение 2-3 секунд. Время воздействия выбирают с учетом толщины жил. Силу тока устанавливают в соответствии с сечением. Для 1,5 мм этот показатель равен 70А, для 2,5 мм — 90-100 А, для 5 мм — 150 А.
- Расплавляют медь в зажимном механизме. В результате формируется прочное сварное соединение.
- Остывшую скрутку покрывают изолентой, надевают на нее термоусадочный рукав.
О расплавлении меди свидетельствует появление рыжего наплыва на конце провода.