Назначение гальванического метода
Гальванику металла на поверхности используют для придания им свойств конкретного материала (серебро, золото, никель и т.д.). Либо если из этого материала невозможно изготовить предмет, а также если цена будет неоправданно высока.
Например, нанесение хрома придает твердость и антикоррозионные свойства простой стали. Эта технология широко применялась для покрытия деталей и механизмов станков. Хром кроме твердости, дает зеркальный блеск, и обеспечивает хорошую защиту от коррозии. Хром твердый, но хрупкий металл, и изготовление из него деталей и предметов не возможно. Нанесение его на поверхность гальваникой хорошая тому альтернатива, а также возможность использовать свойства хрома в обиходе.
Процесс гальваники проводят в специальных ваннах. Туда заливается электролит, содержащий соли того металла, который осаждается на поверхности обрабатываемой детали. По сравнению с прочими методами, технология гальваники имеет преимущества. При применении, например, пульверизатора или иных приспособлений для распыления (очень многие организации выдают такой метод металлизации за гальванику) невозможно добиться идеально ровного покрытия, качественной адгезии и получить на поверхности свойства металла. Обычно путем распыления наносят непроводящий полимерный слой, проще говоря, краску, либо тонкий серебряный слой (реакция серебряного зеркала см. школьную программу), а сверху прозрачный или калорированный лак. Процесс гальваники позволяет получать равномерное, плотное, хорошо адгезированное покрытие, обладающее всеми свойствами осажденного металла.
Обсуждение с заказчиком технического задания и подготовка электролита.
Изделие нельзя просто начать покрывать, как только его привез клиент. Обязательно требуется техническое задание (ТЗ) на гальваническое покрытие. Оно составляется исходя из целей клиента. Что он хочет в конечном итоге получить? Его цель – красивый сувенир, который будет лежать на полке – выбираем хром или никель. Цель – защита стального изделия от коррозии на 20 лет – выбираем цинк. Цель – хорошая электропроводность шины в электротехническом шкафу – наш вариант олово/серебро/никель. И т.д.
Здесь же требуется оговорить толщину покрытия. Чем больше толщина — тем лучше покрытие защищает изделие, но и цена покрытия выше.
Если ТЗ на гальванику у Заказчика не имеется — достаточно словесного описания, какие свойства необходимы для изделия. Или в каких условяих будет работать деталь. Грамотный менеджер сам подберет гальваническое покрытие. Вы можете позвонить в наш офис для бесплатной консультации.
Подготовка электролита. Гальванические предприятия работают на заранее приготовленных штатных электролитах. Растворы надежны, проверены и подходят для большинства заказов. Но в ряде случаев требуется развести персональный раствор для достижения определенных характеристик покрытия. Перед каждым запуском нового заказа в работу инженеры анализируют, подойдет ли штатный раствор или нужен персональный.
Суть технологического процесса
Гальванику применяют для получения толстых технических и тонких декоративных слоев металла. Функции гальваники определяются не слоем, который наносят на поверхность, а его характеристиками: толщиной, подслойкой, подготовкой (травление, полировка).
Метод гальваники достаточно прост:
- Обрабатываемая деталь тщательно осматривается на предмет имеющихся покрытий и состояния поверхности.
- Проводятся процедуры обезжиривания, травления и активации поверхности детали.
- Подбирается состав жидкого электролита, в который будет погружено изделие.
- В специальную ванну, к которой подсоединено один или два анода, заливается электролит.
- В нее опускается деталь, подсоединенная к катоду.
- Запускается электрический ток.
- Под его воздействием частицы солей металла направляются к отрицательно заряженному изделию.
- На всей поверхности изделия тонким равномерным слоем оседает металл.
- После завершения гальванического процесса прекращается подача электрического тока, изделие извлекается, тщательно промывается и сушится, при необходимости дополнительно обрабатывается.
Технология гальваники несложная, но требует наличия специального оборудования, достаточной квалификации исполнителей.
Гальванический метод используют для придания механизмам, контактным группам или поверхностям, свойств наносимого металла. Например, нанесение драгоценных металлов (золото, палладий, родий) на электрические контакты, используют для придания химической стойкости, а также сохранения постоянного сопротивления. При этом видовые характеристики не важны. Конечно, необходимо соблюдать заданную зернистость покрытия, но эта проблема появляется на толщине нанесения металла более 20 микрон. Толстая гальваника дает высокую износостойкость и беспористые металлы, значит реакционные свойства основного материала можно не принимать в расчет.
Технические покрытия гальваникой Никелем делают для агрегатов, предметов которые испытывают на себе постоянное механическое воздействие. Никель — твердый недорогой металл. Его наносят на стальные изделия, которым требуется защита от коррозии.
Часто встречаются покрытия-смазки, при нанесении которых не столько учитываются химические характеристки самого металла, сколько необходимо обеспечить, например, плотную притирку деталей, но по какой-то причине нельзя использовать смазочные материалы. Это оловянные, свинцовые, индиевые покрытия. В данных случаях толщина нанесения лежит в пределах от 30 до 50 микрон.
Наша организация — ООО «6 микрон» оказывает услуги по нанесению технических покрытий, оборонным предприятиям, предприятиям космической, авиационной отрасли, электронной промышленности.
Часты случаи, когда металлы наносятся только в декоративных целях или для придания цвета (золото, серебро и т.д.), без запросов по твердости или плотности.
Что такое гальваника?
Гальваника — раздел в науке «Электрохимия», изучающий процессы осаждения металла или оксида на поверхности изделий для придания им новых функциональных свойств или улучшения внешнего вида. Проще говоря, гальваника — это нанесение на металлические изделия защитной металлической пленки.
Как происходят процессы в гальванике?
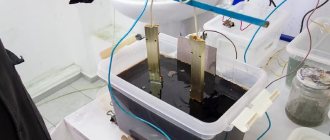
В специальную ванну наливают раствор (далее — электролит) и помещают изделие, на которое необходимо нанести покрытие. В этот же раствор помещают «аноды» (куски металла, служащие «донором» для покрытия).
К анодам и изделию прикрепляют трансформатор тока (выпрямитель), аноды цепляют на «+», изделие (катод) на «-». Подается электрический ток. Анод потихоньку растворяется в растворе, а затем осаждается на изделии, тем самым образовывая покрытие.
Иногда заказчик задают вопросы «Вы можете сделать гальванику?». Говорить только «Сделать гальванику», понимая под этим какое-то конкретное покрытие, нельзя. Гальваническим способом осаждается более 30 видов металлов и оксидов, поэтому всегда нужно уточнять, какое именно покрытие требуется. Гальваника — это метод, а, например, гальваническое цинкование — это уже конкретное покрытие.
Рисунок 1 — Принципиальная схема электролизера в гальванике.
Эта технология используется на нашем научно-производственном предприятии Электрохимия. Работаем в области гальваники более 7 лет. Мы оказываем услуги по нанесению гальванических и химических покрытий промышленным предприятиям электронной, авиационной и машиностроительной отрасли. Имеем опыт работ в рамках Гособоронзаказа.
Гальванический метод
Гальванический метод нанесения покрытий применяется в следующих отраслях деятельности:
- Обработка изделий от коррозии;
- Покрытие деталей и узлов сложных станков, оборудования;
- Обработка бижутерии и ювелирных украшений;
- Обеспечение паяемости и смачиваемости поверхности деталей;
- Придание антиокислительных и декоративных свойств поверхности (в основном, драгоценные покрытия).
Если в сфере машиностроения, автомобилестроения, производства металлоконструкций требуются большие промышленные гальванические ванны, то при производстве и гальванике ювелирных украшений и контактных групп используют компактное оборудование.
Ювелирные предприятия составляют число постоянных клиентов нашей организации. Производство украшений из драгоценных металлов и ювелирных сплавов периодически требует нанесения защитного или декоративного слоя гальваники на поверхность. Например, бижутерные сплавы, покрытые слоем настоящего золота в несколько раз вырастают в цене, при этом себестоимость украшений сравнительно невысока. Этим часто пользуются владельцы громких имен, выпуская коллекции бижутерии в золотом или родиевом покрытии при том что цена покрытых сережек часто сравнима с ценой на серьги сделанные из чистого золота.
Требования к электролитам и результату обработки на ювелирном предприятии очень высоки: необходимо выдерживать класс поверхности, оттенок нанесенного металла, толщину его нанесения. Обычно в ювелирных, а также декоративных целях толщина нанесения не превышает 2 микрометров, поэтому перечисленные требования выполнимы.
В сфере нанесения декоративных покрытий на ювелирные украшения, ООО «6 микрон» сотрудничает с заводами из Московской области, Санкт-Петербурга, Костромы, Калининградской области, а также других субъектов Российской Федерации.
Для нашей организации обширная область деятельности – нанесение гальваники на сувениры, подарки, предметы обихода. Подарить сувенир, покрытый золотом или серебром, сделать гальванику старинных часов, восстановить ее на антикварной посуде – все это наши ежедневные услуги. Например, в подарок строителю делают золотую каску, а хоккеисту – золотую шайбу. Список идей тут ограничивается только человеческой фантазией. Любую вещь можно обработать гальваническим золотом — получить оригинальный сувенир или памятный подарок. Золочение выполняется только золотом пробы 999. Гальваника единственный способ нанесения настоящего золота или серебра.
Также, клиенты обращаются к нам с целью получения красивого химически стойкого покрытия сантехники – смесителей, кнопок, рычагов, вентилей.
Последние 5 лет гальванику также часто применяют для золочения украшений из настоящих древесных листиков, цветов, веточек. В недавнее время эта идея стала популярна и запросы на такую работу поступают все чаще.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Гальванический цех
Гальванические линии предназначены для получения однослойных и многослойных гальванопокрытий из никеля, серебра, цинка, меди, золота и других металлов с заданными свойствами.
ТИПЫ ГАЛЬВАНИЧЕСКИХ ЛИНИЙ:
- Ручные гальванические линии
- Механизированные гальванические линии
- Полуавтоматические гальванические линии
- Автоматические гальванические линии
УСЛОВИЯ ЭКСПЛУАТАЦИИ:
| № | Параметр | Ед. изм. | Значение |
| 1 | Диапазон колебания температуры в производственном помещении | °С | 15-35 |
| 2 | Диапазон колебания относительной влажности в производственном помещении | % | 60-80 |
ОПИСАНИЕ:
| Механизированная гальваническая линия |
| Автоматические гальванические линии |
| Гальваническая линия хим. обработки |
Гальваническая линия может изготавливаться как для нанесения одного вида покрытия, так и для нескольких видов покрытий.
Размеры гальванической линии определяется габаритом используемых гальванических ванн и необходимой производительностью линии.
В состав гальванической линии входит:
- Гальванические ванны в комплекте
- Комплект оборудования для вытяжной вентиляции
- Комплект оборудования для подвода воды
- Комплект оборудования для отвода канализационных стоков
- Модульные выпрямители
- Площадка обслуживания
- Стэнд загрузки/разгрузки (в механизированных и автоматических линиях)
- Транспортное оборудование (в механизированных и автоматических линиях)
- Вспомогательное оборудование (в механизированных и автоматических линиях)
Гальванические ванны изготавливаются из:
- полипропилена (ПП) (PPH, PP-C, PPR, PPs, PPs-el)
- из поливинилхлорида (ПВХ) (PVC-CAW, PVC-C, PVC-MZ)
- из полипропилена (ПП) с вкладышем из поливинилхлорида (ПВХ)
- из полипропилена (ПП) с вкладышем из фторопласта (PVDF, ECTFE)
- из полиэтилена (ПЕ) (PE100, PE100RC)
- из углеродистых сталей
- из коррозионностойких сталей (из нержавеющей стали)
- из стали, футерованные полипропиленом (PP)
- из стали, футерованные поливинилхлоридом (PVC)
- из стали, футерованные фторопластом (PVDF, ECTFE)
Материал ванн выбирается от назначения, состава, концентрация и температуры рабочего раствора.
Ванны изготовлены по ТУ 2297 – 003 – 30799070 – 2013.
Материал ванн устойчив к длительному воздействию рабочих растворов и электролитов. Конструкция ванн обеспечивает их жесткость при максимальном заполнении.
По желанию Заказчика ванны комплектуются: крышками, переливными карманами, барботажем,регулируемыми ножками,запорной арматурой, трубопроводами для подачи воды, отвода канализационных стоков, штангодержателями, нагревателями, шкафами управления, датчиками температуры, датчиками уровня, фильтровальными установками и т.п.
Трубопроводы для подачи воды, отвода канализации, воздуховоды вытяжной вентиляции, бортовые отсосы, входящие в состав ряда, изготовлены из полипропилена. Коммуникации систем водоснабжения, канализации, вентиляции должны быть расположены под ваннами. Все необходимые подводы и отводы должны обеспечивать работу в штатном режиме и быть выполнены в пределах периметра установки линий.
Конструкции бортовых отсосов имеют возможность регулировки потока воздуха.
Изготовление оборудования производится по индивидуальному техническому заданию заказчика и предусматривает услуги по доставке, монтажу и гарантийное обслуживание. Заявки на расчет принимаются на [email protected]
Каталог разработанных гальванических линий:
| Вид и конструкция линии | Основные характеристики | Конструкционный материал |
| Мини | Размеры: задаются Заказчиком Комплектность: задается Заказчиком | Материал ванн:
Материал трубопроводов и вытяжной вентиляции: полипропилен Материал площадок обслуживания, трапов, опорных рам:
|
| Однорядная | ||
| Двухрядная |
Все модели линий могут комплектоваться любым дополнительным оборудованием.
Предварительный осмотр детали
Перед началом работ эксперт проведет предварительное обследование, оценивая размер, форму, геометрию изделия, наличие декоративных элементов, гравировки, рельефных деталей. Состав металла тоже важен.
На основе полученных сведений подбирается состав электролита. С заказчиком заранее оговаривается точная толщина гальванического слоя. Чем толще будет покрытие, тем дольше оно прослужит, тем значительнее расходы на обработку и, следовательно, выше стоимость работы.
При необходимости металл дополнительно обезжиривается и чистится. Полировка возможна только в небольшом объеме и только на простых деталях. Если необходимо получить зеркальное покрытие на изделии, нужно предварительно его отполировать у ювелира или самостоятельно. Только таким способом можно получить идеально ровное гальваническое покрытие. Целостность изделия при нанесении гальванического покрытия не нарушается. Если деталь сложная, то обязательно требуется разборка на отдельные детали до процесса гальваники.
Часто до начала самого процесса нанесения металла требуется провести предварительную механическую её обработку. Это необходимо, так как наносимый металл полностью сохраняет структуру поверхности, которая была до обработки. Поэтому если нужно проводить полную реставрацию поверхности, заранее оговариваются дефекты, уточняем что можно поправить, а что останется после обработки.
Тщательность механической обработки поверхности зависит от глубины дефектов (царапин, ударов, шлифовки, коррозионных каверн и т.д.). Механическая обработка (от грубой к тонкой обработке):
- пескоструйная обработка;
- шлифовка;
- крацовка;
- полировка.
После механической обработки приступают непосредственно к самому нанесению металла на поверхность, то есть непосредственно к электрохимии. Технологическая карта гальванического процесса пишется в зависимости от исходного материала и финишного покрытия.
Большое значение имеет последовательность действий и время между ваннами. Всю линейку гальваники необходимо пройти без длительных перерывов.
Техпроцесс в гальванике.
1) Осмотр и предварительные операции
Перед началом работ изделие внимательно осматривают на наличие дефектов, отмывают от грязи, пыли, заусенцев, толстого слоя жира. Если изделие не имеет отверстия для крепления – его необходимо проделать.
2) Навязка на проволоку
В раствор изделие погружают на проволоке. Поэтому при расчете, какую толщину проволоки выбрать и сколько подвязок соорудить, необходимо учитывать вес изделий. По проволоке (как правило, медной) будет идти ток, поэтому сечение (толщина) проволоки выбирается исходя из того, какая плотность тока подается на изделие.
Далее после каждого процесса изделия необходимо промывать. Это делают чтобы избежать попадания одного раствора в другой и для более качественного покрытия.
3) Обезжиривание химическое
Следующим этапом является химическое обезжиривание. На любом изделии присутствует жировая пленка, мещающая качественному нанесению покрытия. Пленка удаляется моющим средством.
4) Обезжириванние электрохимическое
Аналогичная операция, только здесь на изделия дополнительно подают небольшой ток. В конце процесса даже тончайшая жировая пленка удаляется.
5) Травление
Это удаление оксидов на изделии (ржавчина, окалина и т.д.). Здесь нужно быть особенно аккуратным, т.к. для травления используют кислоты (соляную, серную) или концентрированную щелочь. Процесс необходим для получения качественного сцепления покрытия с изделием. Если работаем со сталью — после травления изделие начнет ржаветь через 10-30 секунд. Поэтому его нужно максимально быстро промыть и отправить на сл. этап.
6) Нанесение гальванического покрытия
Собственно сам процесс. Производится на исключительно чистую подготовленную поверхность. Аноды растворяются, металл осаждается на изделиях.
7) Дополнительные операции (не всегда).
Иногда после нанесения гальванического покрытия его требуется доработать. Например, отполировать для блеска.
Сушка
Влажное изделие не рекомендуется использовать сразу. После гальваники в первые сутки нанесенный металл активен, любит впитывать в себя грязь, жир от пальцев и т.п. Поэтому лучше чтобы изделия сутки подсохли при комнатной температуре на складе.
9) Контроль гальванического покрытия
Соответствие техническим требованиям заказчика проверяет специалист Отдела Технического Контроля (ОТК). Измеряет толщину, адгезию (прочность сцепления), блеск, паяемость и кучу других параметров. Если все в порядке – для изделий выписывается сертификат качества, и они едут к заказчику. Если нет – изделия возвращаются в цех для снятия бракованного покрытия и нанесения нового качественного.
НПП Электрохимия выполняет полный цикл работ по нанесению гальванических покрытий. После нанесения покрытия и его проверки мы выдаем паспорт (сертификат) качества. Это особенно важно в рамках выполнения ГОЗ.
Присоединение электродов
К ванне и изделию подсоединяют электроды для запуска электрического тока. Положительная клемма подключена к анодам, а обрабатываемая деталь – к отрицательной клемме. После запуска гальванической системы через электролит проходит электрический ток, поэтому катионы металла налипают на поверхность отрицательно заряженного изделия. Металл, который содержится в электролите, ровным однородным слоем оседает на детали. Два анода применяют, чтобы обработать поверхность с обеих сторон одновременно. Это очень упрощенная, но верная схема гальванического процесса.
Гальванический процесс
Система запускается через источник постоянного тока с регулировкой уровня входящего напряжения или тока. Чем дольше длится воздействие электрического тока на электролит и изделие, тем толще становится слой защитного покрытия. Иногда деталь обрабатывают несколько раз, в зависимости от конкретной технологии и конечной задачи от клиента.
Важна температура электролита. Иногда используется дополнительное нагревательное устройство, которое погружается в гальваническую ванну или находится вне ее.
Строгие требования предъявляют к помещению, где проходит обработка. Обязательное условие – эффективная вентиляция, проточная вода и пожарная безопасность. Работы проходят в лабораториях , которые специально оборудованы для выполнения таких заданий. Здесь созданы оптимальные микроклиматические условия, поддерживается требуемая температура и влажность воздуха. Эксперты работают в специальных защитных костюмах. Технология гальваники металла досконально изучена представителями научно-производственного предприятия.
Линии для гальваники
Линия для гальваники металлов в Интернет-магазине Mosplast.com — ваш лучший выбор!
Линии для гальваники получили своё широкое применение с приходом новых технологий. Появление ПП (полипропилена) а в дальнейшем и его применение в изготовлении гальванических линий, значительно упростило затраты связанные с их постоянным ремонтом и заменой ёмкостей для химических препаратов из-за постоянной агрессивной среды. Полипропилен имеет высокую химическую стойкость даже к серной кислоте, что позволяет производить из него всевозможные ёмкости, баки, смесительные установки, гальванические линии, пожарные резервуары, силосы, зернохранилища, ёмкости для ГСМ, баки для питьевой и технической воды и многое другое.
Гальваническая линия из пластика полипропилена ПП или полиэтилена низкого давления ПНД представляет собой слаженный технологический процесс, состоящий из двух и более гальванических ванн, заполненных химическими препаратами, и установленным необходимым электро-техническим оборудованием.
Изготовление гальванической ванны из пластика выполняется исключительно с применением химически стойких материалов, позволяющих производить безопасное использование всего оборудования. Гальванические линии из полипропилена отлично показали и зарекомендовали себя на практике. Применение полипропилена или полиэтилена низкого давления (материал подбирается индивидуально в зависимости от условий эксплуатации и используемых химических веществ) позволило сократить затраты на ремонт и замену гальванических ванн из нержавеющей стали. Как известно, нержавеющая сталь так называется из-за большого количества присадок, в следствии чего сталь становится высоколегированной. Но вот при изготовлении гальванических ванн из нержавеющей стали (высоколегированной) применяется термическая обработка металла (сварка), что производит резкий нагрев металла в зоне сварки и тем самым выгорание легирующих присадок. Таким образом сталь теряет свои качественные характеристики в местах сварочных соединений, подвергается коррозии и вступает в химическую реакцию с препаратами при гальванической обработке материалов.
При выборе материала для изготовлении гальванической линии, мы изучаем технологический процесс и свойства применяемых химических препаратов. Основное применение при изготовлении ванн для гальванической линии нашёл полипропилен, так как его свойства лучше многих других полимеров подходит для химической промышленности. При необходимости изготовления гальванической линии вы всегда найдёте поддержку в лице специалистов . Мы поможем рассчитать нагрузки каждой из гальванических ванн, изготовим проект, соберём гальваническую линию, выполним обвязку трубопровода, монтаж и подключение оборудования.
Гальванические линии комплектуются различным оборудованием, системой вентиляции (вытяжной-принудительной и естественной) в соответствии с вашими техническими условиями.
Преимущества полипропилена:
1) Полипропилен отлично выдерживает нагрузки при эксплуатации.
2) Полипропилен способен деформироваться при ударах получаемых в случае падения тяжёлых деталей.
3) Полипропилен легко ремонтируется при необходимости.
4) Полипропилен значительно дешевле по сравнению с аналогичной по химическим характеристикам сталью.
Вы можете заказать гальваническую ванну или гальваническую линию по вашим размерам из любого материала. Мы производим гальванические ванны и их монтаж на месте, изготовим короба системы приточно-вытяжной вентиляции с дальнейшим её подключением и проведением пуско-наладочных работ.
При обращении укажите какие характеристики необходимы для изготовления вашей гальванической ванны, или пришлите ТЗ, мы проработаем монтажные узлы, систему трубопроводов, и систему вентиляции.
Закажите ванну или линию из пластика для гальваники сегодня и получите готовое изделие в ближайшие дни.
Стадии процесса гальваники
- химическая гальваническая очисткаХимическая очистка проводится для удаления остатков полировальных паст, масел, жира с пальцев рук и т.д. Операция очистки проводится химическим, либо электрохимическим способом. Выбор способа очистки зависит в основном от формы детали. Простые формы обрабатывают под током, сложные формы с большими внутренними полостями, отверстиями и вогнутыми поверхностями обрабатываются химически.Главный показатель правильно проведенной очистки – полная смачиваемость поверхности. Плохая очистка поверхности самая значимая ошибка гальванических процессов.
- травлениеПроцедура травления проводится для улучшения адгезии к поверхности металла. Травление также проводится как химическим, так и электрохимическим способом.Процедуру травления не применяют для зеркальных поверхностей, так как по классу поверхности деталь после травления будет хуже, чем была изначально. Гальваника в некоторых случаях компенсирует травление, но это скорее исключение, чем правило.
- нанесение подслойной гальваники
Гальваника работает по строгим законам и требует соблюдать очередь нанесения. Так, например, медь и золото необходимо разделять слоем никеля во избежание диффузионных процессов золота в медь. Кроме того, данные подслойки требуются для повышения блеска самой поверхности, повышения адгезии и наращивания габаритных размеров детали.
Линейка различных подслоев часто представляет из себя так называемый классический гальванический пирог, состоящий, например, из таких прослоек как никель-медь-никель.
Во многих случаях эта универсальная схема требует корректировки и доработки.
На производствах технологические карты расписываются для каждого процесса индивидуально, с указанием рабочих режимов, временем выдержки и последовательностью операций.
Получение новых изделий требует разработки индивидуальной технологической карты. В этом заключается основная сложность небольшого гальванического производства – разноплановые изделия требуют ежедневной работы по настройке процесса.
Исправление ошибок в 90 процентах случаев подразумевает полную очистку от некачественно нанесенных элементов. Причем чаще всего это приходится делать механически, химический способ снятия имеет в гальванике ограниченное применение.
- нанесение финишного гальванического покрытияЗаключительное нанесение металла осуществляется только на полностью подготовленную, чистую, не окисленную наружность изделия.Гальваника в целом и финишное покрытие в частности, не улучшает класс механической обработки. Если после нанесения всех подготовительных покрытий деталь не выглядит качественной (не блестящая, имеются дефекты покрытия или исходной поверхности), то нет смысла наносить финишное покрытие. Не принятие во внимание данного факта одна из самых частых ошибок начинающего мастера гальваника.Заданная в техническом задании толщина нанесения металла на поверхность (3 мкм, 6 мкм, 20 мкм) относится как раз к финишному покрытию. Именно она обеспечивает его износостойкость. Подслойки же могут быть любой толщины, если нет строгих требований к ним.Перед нанесением финишной гальваники требуется тщательная промывка изделия от остатков подслойных элементов (электролитов). Промывку осуществляют проточной горячей, а затем холодной водой, а после дополнительно промывают в дистиллированной воде. Последняя нужна чтобы не позволить проточной воде попасть в электролиты драгоценных металлов, ведь хлориды, соли тяжелых металлов, сульфаты – губительны для серебряного и золотого электролита.Накопление примесей в драгоценных металлах нельзя допускать. Испорченные же электролиты подлежат длительной проработке, либо утилизации.На этом этапе гальваника окончена, но часто требуется провести и дополнительную доработку.
- сопутствующие операции.Иногда финишное покрытие – это последняя стадия гальванического процесса, но часто это не так.Пример: после нанесения финишного гальванического серебрения требуется обязательное крацевание поверхности. Это делают вручную, любо используются «галтовочные барабаны». Если предусмотрена такая постобработка, серебро (или другой металл) наносят на 2-5 мкм больше, чем требуется изначально, и учитывают возможные потери.Постобработка полировкой применяется редко, так как при этом удаляется значительный слой нанесенного металла. Именно поэтому для получения гладкой поверхности требуется предварительная полировка и подготовка, до всех гальванических операций.
Гальванические технологии
В гальванике широко распространен метод гальванопластки. При этом изделие, погружаемое в гальваническую ванну, выступает в роли негатива, то есть покрытие растет не на рабочей стороне изделия а на задней, обратной стороне. На форму из непроводящего материалы осаждается слой металла, чаще всего это медь. Толщина меди может достигать 2 мм, обычно такого запаса по прочности не требуется и в среднем, в гальванопластике растят покрытия до 1 мм. После отделения матрицы от созданного слоя получают его точную копию. Таким способом создают точные копии окладов, медали, панно, декоративные элементы.
Оценка результата
По завершении обработки эксперты оценивают итоговый результат. Если работы по гальванике проводят профессионалы, сомневаться в высоком качестве покрытия не стоит. С использованием точных инструментов оценивается толщина нанесенного слоя металла, равномерность покрытия, прочие критерии.
Обратиться по вопросу гальваники могут физические или юридические лица. Любая идея клиента будет передана на рассмотрение нашим технологам!
Технологи ООО «6 микрон» имеют большой опыт в области гальваники и подготовительных этапов. Нанесение покрытия возможно, как по строгому заданию, так и по простому словесному описанию. Гальваника – это наш профиль!
Гордиенко Анастасия Вадимовна Автор материалов Должность: главный технолог ООО «6 микрон» Образование: высшее Опыт работы в гальванике: 13 лет
При оформлении заказа онлайн скидка 10 %!
Наш приоритет — индивидуальный подход к каждому заказу и качество выполняемых работ!
Отправить заявку или задать вопрос:
4.2/5 — (526 голосов)