2.5.1 Общие сведения
Шпоночное соединение – разъемное соединение, которое образует вал, шпонка и ступица (зубчатого колеса, шкива, звездочки и др.). Шпонка представляет собой соединительную деталь, устанавливаемую в пазы вала и ступицы. Она служит для передачи вращающего момента между валом и ступицей. Основные типы шпонок стандартизованы. Шпоночные пазы на валах получают фрезерованием дисковыми или концевыми фрезами, в ступицах – протяжками.
2.5.2 Достоинства и недостатки шпоночных соединений
Достоинства шпоночных соединений – простота конструкции и сравнительная легкость монтажа и демонтажа, поэтому их используют практически во всех отраслях машиностроения.
Недостатки шпоночных соединений – сильное ослабление вала и ступицы. Ослабление обусловлено не только уменьшением его поперечного сечения, но и значительной концентрацией напряжения, вызываемой шпоночным пазом, что приводит к снижению усталостной прочности вала.
Главное условие нормальной работы шпонок – отсутствие перекоса шпонки в пазе. Этого можно добиться, если зазор между шпонкой и пазом будет минимальным, что требует повышенной точности изготовления шпонки и паза или ручной подгонки или подбора шпонки. Это ограничивает использование соединений в крупносерийном и массовом производстве. При наличии перекоса значительно уменьшается площадь контакта рабочей поверхности шпонки и паза, и, следовательно, резко падает нагрузочная способность соединения.
Из-за пустот в зазорах между шпонкой и пазами происходит незначительное смещение центров массы относительно геометрического центра, которое приводит к биению, особенно заметному при высоких скоростях вращения. Поэтому не рекомендуется применение шпоночного соединения для быстровращающихся валов ответственного назначения.
2.5.3 Виды шпоночных соединений
Шпоночные соединения подразделяют на напряженные
и
ненапряженные
.
Клиновые шпонки
(рис. 2.40) имеют уклон верхней грани 1:100. Такую шпонку устанавливают в паз и ударным способом загоняют на место, обеспечивая напряженное соединение. Клиновая шпонка распирает соединение, вызывая силу прижатия
N
(рис. 2.40
в
), которая обеспечивает совместное вращение вала и ступицы за счет сил трения
. Рабочими гранями являются верхняя и нижняя грани клиновой шпонки.
Основные недостатки клиновых шпонок: обязательная индивидуальная подгонка, что недопустимо при массовом производстве; наличие радиального смещения оси насаживаемой детали по отношению к оси вала, что вызывает дополнительное биение. Поэтому они применяются сравнительно редко – в основном в тихоходных передачах низкой точности и только для неподвижных соединений.
Привет! Продолжаем серию статей о шпонках, на сайте – SoproMats. В этой статье подробно расскажем какие существуют виды шпонок.
По форме существует несколько видов шпонок, это:
- призматическая производится по госстандарту 23360-78;
- сегментная — по ГОСТу 24071-97;
- цилиндрическая (штифт) — по ГОСТу 3128-70, 12207-79;
- клиновая — по госстандарту 24068-80;
- тангенциальная клиновая — по ГОСТу 24069-97, 24070-80.
Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.
Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Сборка шпоночных соединений
Призматические шпонки подлежат замене при:
- смятии боковых граней;
- ослаблении посадки;
- смятии шпоночной канавки.
Разборку шпоночного соединения можно вести различными способами, в зависимости от конструкции соединения. Для разборки в средней части шпонки выполняют резьбовое отверстие и ввёртывают в него винт. При подгонке и сборке призматических шпонок рекомендуется выполнить скос на поверхности шпонки со стороны вала, на длину не более высоты шпонки, с обратной стороны сделать пометку. Непременное условие процесса разборки шпоночного соединения – сохранение чистоты и точности посадочных мест.
При небольшой выработке стенки канавки необходимо выровнять стенки шпоночной канавки до получения правильной формы и изготовить новую шпонку, с увеличенным сечением. Расширение шпоночной канавки допускается на величину, не превышающую 10-15% от первоначального размера. При изготовлении новой шпонки и ремонте шпоночной канавки обработку следует вести соответствующим инструментом. Засверливание шпоночных канавок должно проводиться фрезой.
Перед сборкой детали очищают и проверяют посадочные размеры, наличие на сопрягаемых поверхностях забоин, заусенцев и других дефектов. Измерение глубины пазов, высоты и правильности установки шпонок проводится с использованием щупов, шаблонов, индикаторов перемещения часового типа и специальных подставок.
Посадку шпонки в паз вала проводят лёгкими ударами медного молотка (или молотка из мягкого металла), под прессом или с помощью струбцин. Перекос шпонки и врезание в тело паза не допускаются. Отсутствие бокового зазора между шпонкой и пазом проверяют щупом, затем насаживают охватывающую деталь (колесо, шкив) и проверяют наличие радиального зазора.
При сборке клиновых шпонок необходимо следить за тем, чтобы шпонка плотно прилегала к дну паза вала и втулки и имела зазоры по своим боковым стенкам. Верхняя грань клиновых шпонок должна быть выполнена с уклоном по длине 1:100. Уклоны на рабочей поверхности шпонки и в пазе втулки должны совпадать, иначе деталь будет сидеть на валу с перекосом. Точность посадки шпонки проверяется щупом с обеих сторон втулки. При сборке пазы вала или поверхности шпонки припиливают или пришабривают для исключения перекоса и смещения. В собранном соединении головка клиновой шпонки не должна доходить до торца ступицы на величину, равную высоте шпонки. Во избежание выпадения клиновых и тангециальных шпонок (при их ослаблении) у головок устанавливают упоры на винтах. Следует отметить неопределённость возникающих усилий при запрессовке клиновых шпонок. Это может привести к повреждению ступиц охватываемых деталей.
Шпонки размером сечения более 28×16 мм необходимо проверять на краску по посадочным местам до получения пяти и более отпечатков на квадратный сантиметр поверхности. Перед установкой шпонки необходимо зачистить и смазать маслом шпонку и шпоночную канавку. Не допускается во всех видах шпоночных соединений устанавливать какие-либо подкладки для достижения плотной посадки шпонок.
Сегментные шпонки в меньшей мере подвержены перекосу и не требуют ручной пригонки (так как шпоночный паз получают фрезой, соответствующей размеру шпонки); паз под сегментную шпонку более глубокий, что ослабляет сечение вала.
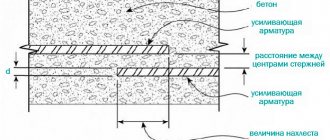
В собранном соединении между верхней гранью призматической шпонки и основанием паза ступицы () радиальный зазор должен соответствовать приведенным в данным. В соединениях с клиновой шпонкой () боковой зазор между пазом и шпонкой не должен превышать величин, указанных в .
Рисунок 4.1 – Зазор при установке призматических шпонок
| Диаметр вала, мм | Радиальный зазор, мм |
| от 25 до 90 | 0,3 |
| от 90 до 170 | 0,4 |
| свыше 170 | 0,5 |
Рисунок 4.2 – Зазоры при установке клиновых шпонок
Таблица 4.2 – Значения бокового зазора для клиновых шпонок в зависимости от размера шпонок
| Нормальные размеры шпонок, мм | Боковой зазор, мм |
| b = 12…18; h = 5…11 | 0,35 |
| b = 20…28; h = 8…16 | 0,4 |
| b = 32…50; h = 11…28 | 0,5 |
| b = 60…100; h = 32…50 | 0,6 |
Направляющие призматические шпонки устанавливают с дополнительным креплением в пазу винтами, в пазу перемещаемых деталей делают более свободную посадку.
Маркировка
Обозначение шпоночного крепления вала на ступице покажем на примерах. Шпонка призматическая с шириной 18 мм, высотой 11 мм и длиной 50 мм маркируется:
Шпонка 18х11х50 ГОСТ 8789-68
Стоит заметить, что посадочные размеры пазов отличаются. Их значения находятся в соответствующих стандартах шпоночных соединений.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
Шпо́нка
(от польск. szponka , через нем. Spon, Span — щепка, клин, подкладка) — деталь машин и механизмов продолговатой формы, вставляемая в паз соединяемых деталей шпоночного соединения для передачи крутящего момента. По форме шпонки разделяются на клиновые, призматические, сегментные, тангенциальные и цилиндрические. Изготавливаются из различных сталей и сплавов.
Призматические шпонки
имеют прямоугольное сечение, противоположные грани у них параллельны. Работают эти шпонки боковыми сторонами. Они изготавливаются в двух исполнениях: с закругленными и плоскими торцами. Соединение шпонки с валом неподвижное напряженное. В паз втулки (ступицы) шпонка входит с зазором.
Сегментные шпонки
подобно призматическим работают боковыми гранями. При необходимости по длине вала могут устанавливаться две, а иногда и три шпонки. К преимуществам сегментных шпонок относятся простота изготовления как самих шпонок, так и пазов под них, к недостаткам- необходимость изготовления глубоких пазов в валах, что снижает прочность последних.
Стандарты для призматических шпонок — ГОСТ 23360, DIN 6885, ANSI B17.1; для сегментных шпонок — ГОСТ 24071, ISO 3912, DIN 6888.
Как сделать шпонку
Но как сделать шпонку из подручных средств? Ведь заводские изделия выполняются на высокоточном оборудовании. Многие предприятия для изготовления шпонок задействуют сверлильные, точильные, шлифовальные и множество других видов станков с ЧПУ, наличие которого позволяет достичь наиболее точных допусков. На самом деле все не так уж сложно! Конечно, сделать шпонку как с завода не получится — так или иначе она наверняка будет иметь небольшие отклонения. Однако, для экстренной замены подобное решение подойдет в полной мере. Кроме того, для этих целей можно нанять опытного мастера, который уже знает как выполняется изготовление шпонки. От Вас потребуется лишь предоставить ему оплату, необходимые размеры и сырьевой материал для заготовок. Правда, у многих мастеров всегда есть своя шпоночная сталь для подобных случаев.
Поскольку шпоночное соединение в качестве связующего звена может иметь самые разные виды шпонок, то при изготовлении изделия будет очень важно учитывать и то, какой материал сможет лучше выдержать поставленные нагрузки, и то, какой должна быть у нее конфигурация. Таким образом, можно в точности сделать шпонку как предыдущую по виду, но использовать при этом наиболее высокопрочные сплавы, чтобы существенно продлить её ресурс и избежать преждевременных поломок
Чтобы выполнить изготовление шпонки Вам будет нужна чистотянутая сталь с необходимыми размерами: шириной, толщиной, длиной
Обратите внимание на то, что бруски могут иметь прямоугольную и квадратную форму. При этом длина заготовки может варьироваться в нескольких метров до нескольких сантиметров
Помимо этого Вам так же будет нужно подготовить:
Обратите внимание — изготовление шпонки требует соблюдения правил по технике безопасности! Во-первых, Вы должны убедиться, что шпоночная сталь прочно закреплена в тисках. Степень надежности фиксации нужно периодически проверять по ходу выполнения всех этапов работы
Во-вторых, ни в коем случае не следует использовать такие напильники, в которых уже есть трещины и сколы на рукоятке. Так же нельзя применять и напильники без наличия рукояток. В-третьих, во время проведения опиливания заготовок с острыми краями, поджимать пальцы под напильник категорически запрещается. Кроме того, строго запрещено убирать стружечную пыль голыми руками без перчаток, поскольку можно порезать кожу или загнать металлическую занозу. Помимо этого, пыль не стоит сдувать ртом, так как она может запросто попасть в дыхательные пути.
Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.
Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Призматические шпонки по ГОСТ 23360-78.
Рис 1. Основные обозначения призматических шпонок и шпоночных пазов.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки bхh | Шпоночный паз | Длина l мм | ||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (JS9) | Вал и втулка (Р9) | Ном.. | Ном. | Пред. откл. | не более | не менее | ||||
| Cв.12 до 17 » 17 » 22 | 5×5 6×6 | +0,030 | +0,078 +0,030 | 0 -0,030 | ±0,015 | -0,012 -0,042 | 3,0 3,5 | +0,1 | 2,3 2,8 | +0,1 | 0,25 0,25 | 0,16 0,16 | 10-56 14-70 |
| Св. 22 до 30 » 30 » 38 | 8×7 | +0,036 | +0,098 +0,040 | 0 -0,036 | ±0,018 | -0,015 -0,051 | 4,0 5,0 | +0,2 | 3,3 3,3 | +0,2 | 0,25 0,4 | 0,16 0,25 | 18-90 |
| 10×8 | 22-110 | ||||||||||||
| Св. 38 до 44 » 44 » 50 » 50 » 58 » 58 » 65 | 12×8 | +0,043 | +0,120 +0,050 | 0 -0,043 | ±0,021 | -0,018 -0,061 | 5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
| Св. 65 до 75 » 75 » 85 » 85 » 95 | 20×12 | +0,052 | +0,149 +0,065 | 0 -0,052 | ±0,026 | -0,022 -0,074 | 7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 |
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 | +0,1 0 |
| Св. 6 до 18 | 0 -0,2 | +0,2 0 |
| Св. 18 до 50 | 0 -0,3 | +0,3 0 |
Призматические шпонки с креплением на валу по ГОСТ 8790-79.
Рис 2. Основные обозначения призматических шпонок с креплением на валу и шпоночных пазов.
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h14) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 |
Сегментные шпонки по ГОСТ 8786-68.
Рис 3. Основные обозначения сегментных шпонок и шпоночных пазов.
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4 Св. 4 » 5 | От 3 до 4 Св. 4 » 6 | 1×1,4×4 1,5×2,6×7 | 1,0 1,5 | 1,0 2,0 | +0,1 0 | 0,6 0,8 | +0,1 | 0,08 | 0,16 |
| Св. 5 » 6 » 6 » 7 | Св. 6 » 8 » 8 » 10 | 2×2,6×7 2×3,7×10 | 2,0 | 1,8 2,9 | 1,0 1,0 | ||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10 » 10 » 12 | Св. 12 до 15 » 15 » 18 | 3×5×13 3×6,5×16 | 3,0 | 3,8 5,3 | +0,2 0 | 1,4 1,4 | |||
| Св. 12 до 14 » 14 » 16 | Св. 18 до 20 » 20 » 22 | 4×6,5×16 4×7,5×19 | 4,0 | 5,0 6,0 | 1,8 1,8 | 0,16 | 0,25 | ||
| Св. 16 до 18 » 18 » 20 | Св. 22 до 25 » 25 » 28 | 5×6,5×16 5×7,5×19 | 5,0 | 4,5 5,5 | 2,3 2,3 | ||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3 | 2,3 | ||||
| Св. 22 до 25 » 25 » 28 | Св. 32 до 36 » 36 » 40 | 6×9×22 6×10×25 | 6,0 | 6,5 7,5 | 2,8 2,8 | ||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2 | 0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 |
Клиновые шпонки по ГОСТ 24068-80.
Рис 4. Основные обозначения клиновых шпонок и шпоночных пазов.
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Длина l (h14) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 | 80 |
Продолжение.
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
| Св. 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
| Св. 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
| Св. 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 |
Соединения шпоночные
ШПОНКИ ПРИЗМАТИЧЕСКИЕ ( ГОСТ 23360-78 ) Данный ГОСТ 23360-78 соответствует DIN 6885 в диапазоне диаметров 6-130 мм
Описание распространяется на шпоночные соединения с призматическими шпонками и устанавливает размеры и предельные отклонения размеров призматических шпонок и соответствующих им шпоночных пазов на валах и во втулках.
Размеры сечений пазовРазмеры шпонок в зависимости от диаметра вала
| Диаметр вала | Сечение шпонки bxh | Глубина паза | Длина шпонки | Радиус закругления | Фаска | |||
| на валу t | на втулке t1 | rmin | rmax | cmin | cmax | |||
| от 6 до 8 св. 8 до 10 св. 10 до 12 | 2×2 3×3 4×4 | 1,2 1,8 2,5 | 1,0 1,4 1,8 | 6 — 20 6 — 36 8 — 45 | 0,08 | 0,16 | 0,16 | 0,25 |
| св. 12 до 17 св. 17 до 22 св. 22 до 30 | 5×5 6×6 8×7 | 3,0 3,5 4,0 | 2,3 2,8 3,3 | 10 — 56 14 — 70 18 — 90 | 0,16 | 0,25 | 0,25 | 0,40 |
| св. 30 до 38 св. 38 до 44 св. 44 до 50 св. 50 до 58 св. 58 до 65 | 10×8 12×8 14×9 16×10 18×11 | 5,0 5,0 5,5 6,0 7,0 | 3,3 3,3 3,8 4,3 4,4 | 22 — 110 28 — 140 36 — 160 45 — 180 50 — 200 | 0,25 | 0,40 | 0,40 | 0,60 |
| св. 65 до 75 св. 75 до 85 св. 85 до 95 св. 95 до 110 св. 110 до 130 | 20×12 22×14 25×14 28×16 32×18 | 7,5 9,0 9,0 10,0 11,0 | 4,9 5,4 5,4 6,4 7,4 | 56 — 200 63 — 250 70 — 280 80 — 320 90 — 360 | 0,40 | 0,60 | 0,40 | 0,60 |
| св. 130 до 150 св. 150 до 170 св. 170 до 200 св. 200 до 230 | 36×20 40×22 45×25 50×28 | 12,0 13,0 15,0 17,0 | 8,4 9,4 10,4 11,4 | 100 — 400 100 — 400 110 — 450 125 — 500 | 0,70 | 1,00 | 0,70 | 1,00 |
| св. 230 до 260 св. 260 до 290 св. 290 до 330 | 56×32 63×32 70×36 | 20,0 20,0 22,0 | 12,4 12,4 14,4 | 140 — 500 160 — 500 180 — 500 | 1,20 | 1,60 | 1,20 | 1,60 |
| св. 330 до 380 св. 380 до 440 св. 440 до 500 | 80×40 90×45 100×50 | 25,0 28,0 31,0 | 15,4 17,4 19,5 | 200 — 500 220 — 500 250 — 500 | 2,00 | 2,50 | 2,00 | 2,50 |
| 1. Допускается применять шпонки длиной, выходящей за указанные пределы диапазонов длин. При этом длины свыше 500 мм следует выбирать из ряда Ra20 по ГОСТ 6636-69. 2. Для крепления режущего инструмента допускается применять уменьшенные шпонки 7х7 и 24х14 мм. | ||||||||
Варианты исполнения шпонок
Ряд длин шпонок: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450, 500
УСЛОВНОЕ ОБОЗНАЧЕНИЕ
шпонка исполнения 1: Шпонка BxHxL ГОСТ 23360-78.
шпонка исполнения 2:
Шпонка 2-BxHxL ГОСТ 23360-78.
Материал шпонок — сталь чисто тянутая для шпонок по ГОСТ 8787-68
. Допускается применять другую сталь с временным сопротивлением разрыву не менее
590 МПа
(60 кг/мм2).
Предельные отклонения пазов должны соответствовать указанным в таблице:Примечания:
1. Допускаются для ширины паза и втулки любые сочетания полей допусков, указанных в таблице. 2. Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала Н11, если это не влияет на работоспособность соединения. 3. В ответственных шпоночных соединениях сопряжения дна паза с боковыми сторонами выполняются по радиусу, величина и предельные отклонения которого должны указываться на рабочем чертеже. 4. Допускается в обоснованных случаях (пустотелые и ступенчатые валы, передачи пониженных вращающих моментов и т.п.) применять меньшие размеры сечений стандартных шпонок на валах больших диаметров, за исключением выходных концов валов.
Полное описание данных шпонок можно найти в ГОСТ 23360-78 «Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки»
.
Похожие документы:
ГОСТ 10748-79 — «Соединения шпоночные с призматическими высокими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки» ГОСТ 8790-79 — «Соединения шпоночные с призматическими направляющими шпонками с креплением на валу. Размеры шпонок и сечений пазов. Допуски и посадки» ГОСТ 12208-66 — «Приспособления станочные. Шпонки призматические скользящие сборные. Конструкция» ГОСТ 24071-97 — «Сегментные шпонки и шпоночные пазы»
Разновидности
Главным критерием выбора призматической шпонки является то, для какого виды соединений она предназначена.
В том случае, если соединение неподвижное, используют закладные призматические шпонки. В подвижных соединениях применяют направляющие или скользящие призматические шпонки. Использование направляющих актуально, когда движение ступицы происходит по продольной оси с валом, при этом она проскальзывает по самому пазу. Скользящий тип подразумевает жесткое закрепление в паз и движение вдоль него.
На производстве изготовление шпонок всех типов должно быть выполнено по соответствующим ГОСТам. Данные документы содержат рекомендуемые размеры для изделий в соответствие со стандартными размерами валов.
В случаях, когда вал или шпиндель имеет нестандартный диаметр, следует проводить подробный расчет допусков и посадок для паза.
Изготавливаем шпоночный паз самостоятельно
Шпоночный паз устраивают в деталях для обеспечения их соединения с другими, передающими им усилия. Выполняют их, обычно, фрезерованием на фрезерных станках, используя специальные фрезы. Процедура изготовления шпоночного паза очень ответственная. От правильности и точности ее проведения зависит качество, надежность соединения деталей, долговечность узла.
Шпоночные пазы бывают разными: открытыми (с выходом); сквозными; закрытыми. Их делают под разные виды шпонок – чаще это клиновые, сегментные, призматические. Точность устройства пазов должна быть высокой и определяется: по длине – 8-м классом точности; глубине – 5-м; ширине – 2, 3-м. Требования по точности должны выполняться неукоснительно.
Кроме точности предъявляются особые требования к шероховатости боковых стенок пазов, которая не может быть ниже 5-го класса. При этом грани пазов должны быть симметричными относительно плоскости, проходящей через вал.
Требуемую точность пазам можно обеспечить, только используя для их устройства соответствующие фрезы. Они бывают: затылочными (по ГОСТу 8543); дисковыми (573); с хвостовиком цилиндрического, конического типа; насадными (6648).
Специально для фрезерных станков разработаны шпоночные фрезы (ГОСТ 9140). У них два зуба, которые имеют режущие торцевые кромки, цилиндрический или конический хвостовик. Эти инструменты считаются идеальными для устройства пазов. Подача фрез при работе может быть в продольном и осевом направлениях.
Изготовить качественно шпоночный паз самостоятельно можно только имея специальное оборудование. Устраивают их на валах, которые крепят на специальном приспособлении (призме). Оно облегчает процесс обработки. Малый вал располагают на одной призме, длинный – на двух. Валы закрепляют специальными прихватами, которые не дают детали прогибаться. Чтобы поверхность вала не повредилась, под прихваты помещают пластинки из меди, латуни.
Для устройства закрытых шпоночных пазов используют горизонтально-фрезерные агрегаты. Валы при этом также закрепляются на призмах, можно применять самоцентрирующие тиски. Нарезают такие пазы двумя методами: фреза врезается на глубину паза и подается механически продольно (используется для фрез, имеющих сечение 12…14 мм); после врезания фрезу подают в одну, а после в обратную сторону.
Сквозные, открытые шпоночные пазы устраивают только после окончания всех работ, связанных с валом. Дисковые фрезы используют в случаях, когда ширина их зубьев совпадает с шириной паза.
Фрезы для нарезки шпоночных пазов используют только до тех пор, пока их ширина, после заточек, соответствует размеру углублений. Затем ими можно выполнять другие работы, не связанные с пазами.
После установки фрезы проверяют точность ее размещения. Пользуются при этом штангенциркулем, угольником.
Виды шпонок
Современное производство предоставляет свыше 20 наименований разного рода.. Но среди них выделяют следующие наиболее применяемые типы в машиностроении:
- Клиновые – используются на концевых установках и являются разновидностью забивных шпонок. Такое шпоночное соединение применяют при диаметре вала от 100 мм. В настоящее время встречаются крайне редко. Причина этого кроется в высокой вероятности перетяжки узла и смещении соосности ступицы и вала под воздействием одностороннего усилия. А также затрудненное извлечение шпонок.
- Призматические. Размеры паза регулируются ГОСТ 23360-78. Они наиболее востребованы в промышленности из-за оптимального соотношения прочности и технологичности. Существует две их разновидности: врезные и закладные. Врезные шпонки устанавливаются с натягом, а закладные с небольшим зазором.
- Направляющие шпонки. От призматических их отличает наличие отверстий под крепеж на валу. Помимо передачи вращения они служат элементом для направления деталей.
- Сегментные шпонки выделяются среди остальных повышенной технологичностью вырезания пазов. Пазы изготавливают с помощью дисковых фрез, что обеспечивает им большее значение точности и производительности. Крепеж шпонок на валах также отличается более высокой устойчивостью из-за более глубокого врезания в их поверхность. Однако одновременно все эти достоинства являются причиной существенного ослабления вала. Это обстоятельство наряду с небольшой длиной паза приводит к появлению повышенных напряжений, которые и ограничивают использование шпонок малонагруженными изделиями.
Стоит отметить, что шпоночные пазы изготавливаются методом фрезерования, долбления протяжки. Наиболее распространено их получение пальчиковой фрезой, поскольку этот способ обеспечивает относительно благоприятное распределение напряжение и приемлемую технологичность.
§ 33. Чертежи шпоночных и штифтовых соединений
Гост 29175-91
33.1. Изображение шпоночных соединений. Одно из наиболее распространенных разъемных соединений деталей — шпоночное (см. рис. 209).
Шпонка предназначена для соединения вала с посаженной на него деталью: шкивом, зубчатым колесом, маховиком и др.
Чтобы шкив вращался вместе с валом, в них прорезают пазы (шпоночные канавки), в которые закладывают шпонку.
Рис. 222. Детали шпоночного соединения
На рисунке 222 даны наглядные изображения деталей шпоночного соединения. Стрелками показано, как они соединяются. На наглядном изображении соединения призматической шпонкой (рис. 223) втулка показана в разрезе, чтобы ясно была видна шпонка. На полках линий-выносок нанесены цифры. Они соответствуют номерам, которые присвоены деталям.
Рис. 223. Соединение шпонкой
Чертежи деталей, входящих в соединение, приведены на рисунке 224, а сборочный чертеж — на рисунке 225. Заметьте, что на сборочном чертеже шпонка показана нерассеченной. Как вам известно, так поступают в том случае, когда секущая плоскость проходит вдоль сплошной (непустотелой) детали.
Рис. 224. Чертежи деталей шпоночного соединения
На чертеже соединения призматической шпонкой показывают небольшой промежуток — зазор между верхней плоскостью шпонки и дном канавки во втулке.
Рис. 225. Сборочный чертеж шпоночного соединения: 1 — вал; 2 втулка; 3 — шпонка
Каждая шпонка на сборочном чертеже имеет условное обозначение. Например, запись Шпонка 12х8×60 означает, что призматическая шпонка имеет следующие размеры: ширина 12 мм, высота 8 мм, длина 60 мм. Запись Шпонка сегм. 8×15 читают так: шпонка сегментная, толщина 8 мм, высота 15 мм. Так как размеры шпонок стандартизованы, то, следовательно, стандартизованы форма и размеры шпоночных канавок (пазов) на вале и во втулке. Выбирают эти размеры в зависимости от диаметра вала, входящего в соединение.
В таблице 4 (выписки из ГОСТ 23360—78) указаны диаметр D вала, соответствующие ему размеры шпонок (ширина b, высота h) и глубина шпоночных пазов (t для вала, t1 для втулки).
Таблица 4. Шпонки призматические (в мм)
Например, диаметр вала равен 18 мм. Пользуясь таблицей, находим размеры шпонки. Ее ширина б = 6 мм, высота h=6 мм. Длину шпонки l выбирают в необходимых пределах. Возьмем ее равной 30 мм. Глубина паза на валу t = 3,5 мм, глубина паза во втулке t1 =2,8 мм.
Рис. 226. Чертеж для чтения
- Пользуясь таблицей 4, напишите, какие размеры будут иметь шпонка и пазы соединения призматической шпонкой, если диаметр вала 42 мм.
- На рисунке 226 изображено соединение рычага (дет. 1) с валом (дет. 2) при помоши шпонки (дет. 3). Ответьте на вопросы: Что означают две концентрические окружности, указанные цифрой 1 (в кружке)?
- Что означают две горизонтальные линии, между которыми проходит стрелка цифры 3 (в кружке)?
- К каким деталям относится поверхность, обозначенная цифрой 2 (в кружке)?
- Почему поверхности, обозначенные цифрами 4 и 5 (в кружках), не заштрихованы? К каким деталям они относятся?
- К какой детали относится поверхность, обозначенная цифрой 6 (в кружке)?
33.2. Изображение штифтовых соединений. На рисунке 209 показан штифт Н, препятствующий смещению деталей, скрепленных винтом.
Чертежи штифтов цилиндрических и конических приведены на рисунке 227.
Рис. 227. Чертежи штифтов
На рисунке 228 показано наглядное изображение, а на рисунке 229 сборочный чертеж штифтового соединения. Штифт (дет. 3) находится в отверстии, одновременно просверленном в корпусе (дет. 1) и в вале (дет. 2).
Рис. 228. Наглядное изображение соединения штифтом
Заметьте, что на сборочных чертежах штифты в разрезе показывают, как и другие непустотелые детали, нерассеченнымн, если секущая плоскость проходит вдоль их оси.
Рис. 229. Сборочный чертеж соединения
В обозначение штифта входит его название, размеры и номер стандарта, например: Штифт цилиндрический 5×30. Это значит, что цилиндрический штифт имеет следующие размеры: диаметр 5 мм, длина 30 мм.
Запись Штифт конический 10х70 означает, что у конического штифта меньший диаметр 10 мм, а длина 70 мм.
Соединение штифтом иногда применяют, чтобы предотвратить продольное перемещение деталей, соединенных шпонкой (рис. 230).
Рис. 230. Чертеж для чтения
Рассмотрите чертеж (рис. 230) и ответьте на вопросы:
- Сколько деталей входит в соединение?
- Почему детали 3 и 4 не заштрихованы?
- Каковы размеры детали 3, если она имеет такое обозначение «Шпонка 14х9х35». Выполните ее чертеж и технический рисунок (см. рис. 224).
Rimoyt.com
Шпоночные соединения. Виды шпонок: призматические, сегментные, клиновые
Шпоночное соединение образуют вал, шпонка и ступица колеса (шкива, звездочки, маховика и т.д.). Шпонка – деталь, соединяющая вал и ступицу. Она служит для передачи вращающего момента от вала к ступице или наоборот.
Шпоночное соединение: вал, ступица, призматическая шпонка
Достоинствами шпоночного соединения являются простота конструкции, низкая стоимость, удобство сборки-разборки, вследствие чего их широко применяют во всех отраслях машиностроения. К недостаткам шпоночного соединения можно отнести ослабление вала и ступицы шпоночными пазами. Шпоночный паз не только уменьшает поперечное сечение, но и вызывает значительную концентрацию напряжений. Шпоночные соединения не рекомендуют для быстроходных динамически нагруженных валов.
Шпоночные соединения можно разделить на две группы: ненапряженные и напряженные. К ненапряженным относят соединения призматическими и сегментными шпонками, к напряженным – соединения клиновыми шпонками.
Шпонки стандартизованы: — призматические шпонки – ГОСТ 23360-78 — сегментные шпонки – ГОСТ 24071-97 — цилиндрические шпонки (штифты) – ГОСТ 3128-70, ГОСТ 12207-79 — клиновые шпонки – ГОСТ 24068-80 — тангенциальные клиновые шпонки – ГОСТ 24069-97, 24070-80
В машиностроении наибольшее распространение нашли ненапряженные неподвижные шпоночные соединения как более простые в изготовлении, клиновые шпонки применяются редко.
Шпонки: призматические, сегментные, клиновые
Шпоночное соединение призматической шпонкой
Призматические шпонки применяют для неподвижных и подвижных соединений. В случаях, когда ступица должна перемещаться вдоль вала, устанавливают направляющие или скользящие призматические шпонки. Шпоночные пазы на валах выполняют фрезерованием дисковой (предпочтительнее, так как быстрее и точнее) или концевой фрезой, в ступицах – протягиванием или долблением. Концы призматических шпонок могут скругленными или плоскими (на рисунке).
Призматические шпонки
Призматические шпонки вставляют в паз вала с натягом (рабочие грани — боковые), а в паз ступицы по посадке с зазором.
Сегментные шпонки можно считать разновидностью призматических шпонок. Глубокая посадка шпонки обеспечивает ей более устойчивое положение по сравнению с призматической шпонкой, однако глубокий паз также и значительно ослабляет вал, поэтому сегментные шпонки применяют, в основном, для закрепления деталей на малонагруженных участках вала.
Клиновые шпонки представляют собой клинья обычно с уклоном 1:100. В отличие от призматических и сегментных шпонок у клиновых шпонок рабочими являются широкие грани, а на боковых гранях имеется зазор. Клиновые шпонки создают напряженное соединение, способное передавать вращающий момент, осевую силу и ударные нагрузки. Однако клиновые шпонки вызывают радиальные смещения оси ступицы по отношению к оси вала на величину радиального посадочного зазора и контактных деформаций, а следовательно, увеличивают биение установленной детали. Поэтому область применения клиновых шпонок в настоящее время невелика. В точном машиностроении и в ответственных соединениях их не используют.
Виды шпонок: призматическая, сегментная, клиновая
Призматические шпонки. Расчет на срез и смятие
Момент с вала на ступицу передается боковыми гранями шпонки. На этих боковых гранях возникают напряжения смятия см, а в продольном сечении шпонки – напряжения среза ср. Сечение шпонки подбирают по известному диаметру вала d из стандарта, а длину принимают на 5…10 мм меньше длины ступицы. Затем проверяют прочность соединения на смятие по формуле: , где Ft — окружная сила, Н; Aсм — площадь смятия, мм2; Mk — крутящий момент, Н х м; d – диаметр вала, мм; k – глубина врезания шпонки в ступицу, мм; h – высота шпонки, мм; t1 – глубина паза на валу, мм; lp – расчетная длина шпонки, мм; [см] – допускаемые напряжения смятия, МПа.
На срез стандартные шпонки не проверяют, так как размеры поперечного сечения b и h подобраны таким образом, что нагрузку соединения ограничивают не напряжения среза, а напряжения смятия. При необходимости проверки на срез используют следующую формулу: , где b – ширина шпонки, мм; [ср] – допускаемое напряжение на срез, МПа. В тех случаях, когда одна шпонка не может передать заданного момента, устанавливают две или три шпонки. Однако, следует учитывать, что установка нескольких шпонок связана с технологическими затруднениями, а также ослабляет вал и ступицу. Поэтому многошпоночные соединения практически не применяют. Их заменяют зубчатыми соединениями.
Материал шпонок
Стандартные шпонки изготовляют из конструкционной углеродистой стали с пределом прочности не менее 500 МПа. Чаще всего применяют стали марок Ст6; 45; 50; 60. Значение допускаемых напряжений смятия зависит от режима работы, прочности материалов вала и ступицы, типа посадки ступицы на вал — в пределах [см] = 60…150 МПа (меньшие значения для чугунных ступиц и при неравномерной и ударной нагрузке, большие – для стальных ступиц).
Условное обозначение
В условном обозначении призматической шпонки указывают номерисполнения (кроме исполнения 1), размеры поперечного сечения bхh, длину шпонки l и номер стандарта. Призматическая шпонка исполнения 1 (скругленная с двух сторон) и размерами b = 8 мм, h = 7 мм, l = 18 мм:
Шпонка 8х7х18 ГОСТ 23360-78.
DIN 6885 Б/П Шпонка стальная призматическая
- Модификации
- Описание
- Технические характеристики
- Ваши скидки
Призматические шпонки DIN 6885 изготавливаются в разных вариациях. Они бывают квадратные, овальные, с округлыми углами только с одной из сторон, с отверстиями и без, а так же со срезами одного из углов.
Шпонка изготавливается по немецкому стандарту DIN 6885, а так же по Российскому стандарту ГОСТ 23360-78 и по международному стандарту ISO 773. Шпонка DIN 6885 производится из стали, по умолчанию дополнительного покрытия не имеет, так же не обладает повышенными классами прочности.
Установка шпонки в каком-либо механизме требуется внимательности и опыта установки подобных изделий. Для правильной установки шпонки в механизме, нужно деталь и вал совместить таким образом, чтобы канавки у них совпали. Шпонка по DIN 6885 фиксирует на валу надетый на него маховик/зубчатую шестерню/шкив. Данный вал часто рассчитан на тысячи оборотов в минуту.
Узел, в котором вращается вал с такой огромной скоростью, чаще всего непрерывно работает годами. И все это время призматическая шпонка испытывает действующие на срез силы.
Назначение
Шпонка DIN 6885 призматическая, или по другому её ещё называют «шпоночный паз». Шпонки DIN 6885 очень часто используются в производственных и промышленных сферах.
Технические характеристики шпонки DIN 6885 (часть 1):
| Параметры шпонки | Ширина шпонки, B (h9) | ||||||||||||||||
| 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | ||
| Высота, H (h11) | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 8 | 9 | 10 | 11 | 12 | 14 | 14 | 16 | 18 | |
| Радиус | мин. | 0,16 | 0,25 | 0,4 | 0,6 | ||||||||||||
| макс. | 0,25 | 0,4 | 0,6 | 0,8 | |||||||||||||
| Номиналь- ная длина L | мин. | 6 | 6 | 8 | 10 | 14 | 18 | 22 | 28 | 36 | 45 | 50 | 56 | 63 | 70 | 80 | 90 |
| макс. | 20 | 36 | 45 | 56 | 70 | 90 | 110 | 140 | 160 | 180 | 200 | 220 | 250 | 280 | 320 | 360 |
Технические характеристики шпонки DIN 6885 (часть 2):
| Параметры шпонки | Ширина шпонки, B (h9) | ||||||||||
| 36 | 40 | 45 | 50 | 56 | 63 | 70 | 80 | 90 | 100 | ||
| Высота, H (h11) | 20 | 22 | 25 | 28 | 32 | 32 | 36 | 40 | 45 | 50 | |
| Радиус | мин. | 1 | 1,6 | 2,5 | |||||||
| макс. | 1,2 | 2 | 3 | ||||||||
| Номиналь- ная длина L | мин. | 100 | 110 | 125 | 140 | 160 | 180 | 200 | 220 | 250 | 280 |
| макс. | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 |
| Сумма заказа | Размер скидки на каждый заказ |
| 5 000 — 20 000 рублей | Базовая оптовая цена |
| 20 000 — 70 000 рублей | Скидка 5% |
| 70 000 — 200 000 рублей | Скидка 10% |
| свыше 200 000 рублей | Скидка до 25% |
Если ВЫ являетесь крупнооптовой снабжающей организацией для ВАС есть особые условия, оповестите наших менеджеров и получите персональные скидки!
Кольцо стопорное плоское внутреннее для отверстий
Назад
Разновидности
Главным критерием выбора призматической шпонки является то, для какого виды соединений она предназначена.
В том случае, если соединение неподвижное, используют закладные призматические шпонки. В подвижных соединениях применяют направляющие или скользящие призматические шпонки. Использование направляющих актуально, когда движение ступицы происходит по продольной оси с валом, при этом она проскальзывает по самому пазу. Скользящий тип подразумевает жесткое закрепление в паз и движение вдоль него.
На производстве изготовление шпонок всех типов должно быть выполнено по соответствующим ГОСТам. Данные документы содержат рекомендуемые размеры для изделий в соответствие со стандартными размерами валов.
В случаях, когда вал или шпиндель имеет нестандартный диаметр, следует проводить подробный расчет допусков и посадок для паза.
Призматическая
Как мы видим по картинке, такой вид шпонки выглядит отличительно от всех, имея овальную форму. Если рассматривать ее технические особенности, то она имеет высокую степень к ржавчине. Чтобы этого не происходило, необходимо натянуть муфту и вал. Такой металлический продукт применяется в подвижных устройствах, где требуется дополнительное крепление.
А назначение призматической детали — роль в качестве предохранителя.