Гибка и вальцовка металла
Между гибкой и вальцовкой нередко ставят знак равенства. Это не совсем верно, хотя вторая технология, по сути, является более сложной разновидностью первой. И выполняются простейшая гибка и вальцовка на принципиально разном оборудовании.
Возьмем для примера самый популярный в обработке прокат — металлический лист. Чтобы согнуть его обычным способом, потребуется листогибочная машина, а непосредственно выполнять эту операцию будут два ее ведущих элемента — матрица и пуансон. В случае с вальцовкой производится гибка листа на вальцах (валках) — особых валиках. Иногда, чтобы приобрести нужную форму, заготовка проходит через целую систему этих механизмов.
Что такое вальцевание перфорированных листов?
Вальцовка – способ медленного сгибания листа при помощи специальных цилиндров, чтобы придать ему необходимую форму. Используют его тогда, когда из металлического листа нужно сделать изделие в форме дуги, цилиндра или конуса.
Проводят вальцевание перфорированных листов на особых станках, которые предназначены специально для таких операций. Представленные машины бывают разного типа.
По типу привода выделяют станки:
- механика;
- гидравлика;
- электромеханика.
По количеству вальцов:
- два цилиндра;
- три цилиндра;
- четыре цилиндра.
Как правило, в промышленности применяют станки с тремя и четырьмя цилиндрами с гидравлическим или электромеханическим приводом.
Цена вальцевания металла
Указывая в прайсах расценки на вальцовку, многие производители уточняют, что эта информация не является публичной офертой и требует уточнения. И здесь нет никакого лукавства, ведь итоговая стоимость проекта будет зависеть от нескольких факторов:
- металла, из которого выпущены заготовки;
- толщины сечения,
- сложности заготовки: пропустить через валки лист не в пример проще, чем выполнить вальцовку круга;
- радиуса изгиба;
- количества заготовок для обработки.
Кстати, последний фактор может повлиять на формирование скидки: чем больше объем заказа, тем на больший процент может быть снижена цена.
Гибка листового металла на вальцах
Наша компания предлагает услугу вальцовка листового металла
в Москве и Московской области по выгодным ценам. Чтобы воспользоваться услугой достаточно оставить запрос и наши менеджеры подготовят просчет под ваш проект.
Вальцевание металла или холодная гибка, очень распространено в промышленном строительстве. Профессионалы выбирают именно вальцевание для гибки толстой стали, так как оставаясь в холодном состоянии, металл сохраняет свою целостность и прочность, что очень важно при больших нагрузках на металлоконструкции.
Оборудование и команда
Гибка листового металла осуществляется на станке Вальцы трехвалковые ИБ-2222, которые рассчитаны на листы стали шириной до 2-ух метров и толщиной до 20-ти мм. Следует также учитывать, что максимальная толщина листа при необходимости подгиба — 16 мм.
Но какой бы совершенной не была производственная техника, критически важным фактором качества проката является опыт специалистов осуществляющих вальцовку. Наши инженеры и производственный штат, имеют стаж в гибке листовой стали более 10 лет. Багаж их знаний позволяет выполнить работу не только качественно, но и с минимальными трудозатратами.
Размещая заказ на вальцовку листового металла в МЗ «Стролег», вы заранее можете быть уверенными, что работы будут выполнены качественно и быстро, точно в оговоренные сроки.
Основные технические характеристики Вальцев трехвалковых ИБ-2222
- Наибольшие размеры изгибаемого листа металла — 20×2000 мм
- Наименьший радиус гибки — 240 мм
- Диаметр верхнего валка — 270 мм
- Скорость гибки — 7,7 м/мин
- Мощность привода — 12 кВт
- Предел текучести листового проката бт — 250 МПа (25 кгс/мм²)
Вальцовка листа
Главная задача листовой вальцовки — получить пространственное изделие, из которого впоследствии можно сформировать цилиндрическую заготовку (трубу), конус, овал другие изделия. От вальцовки цилиндра данная технология отличается большей простотой, так как согнуть предстоит не объемный, а плоский прокат. По сравнению с работами по прессовке и вытяжке эта технология считается:
- экономичной: затраты на оборудование и оснастку минимальны, а сам процесс занимает немного времени;
- эффективной. Она может использоваться как для штучного, так и для массового производства заготовок;
- щадящей для оборудования — его износ незначителен, а ремонтные работы в случае неполадок просты и незатратны;
- точной и аккуратной: в процессе работы вероятность брака сводится к минимуму.
Особенности процесса
Посредством различных профилегибочных станков листы из различных материалов — нержавеющей или оцинкованной стали, цветных и черных металлов, профильного или трубного проката — подвергают деформированию. Вальцевание осуществляется по радиусу или линейно благодаря специальным валам. Процедура одинаково востребована как в качестве подготовительного профилирования, так и для финальной обработки.
Большая толщина металлолистов значительно усложняет вальцовку. Для ее проведения в наших цехах работают высококвалифицированные специалисты, которые имеют большой опыт в настройке оборудования. Чем выше показатели плотности материала, тем меньше его гибкость. Для вальцовки листового металла, отличающегося повышенной толщиной, необходимо более длительное и сильное воздействие.
Для процедуры характерны следующие преимущества:
- сохранение первоначальных характеристик по итогам обработки;
- равномерная деформация по всей поверхности заготовки;
- отсутствие каких-либо механических дефектов внутри изделия;
- высокая скорость и точность обработки на современных станках.
Чтобы готовые изделия сохранили свои свойства и полностью соответствовали вашим требованиям, обращайтесь в производственное предприятие «Металлоцентр».
Машины для листовой вальцовки
В зависимости от структуры (количества рабочих валков) вальцовочное оборудование делится на:
- двухвалковое,
- трехвалковое,
- четырехвалковое.
Чем меньше оснащенность станка, тем меньше и его функционал. Но даже простейшим двухвалковым машинам доступна гибка металла на вальцах для изготовления элементов дымоходов, вентиляционных систем, воздуховодов, сетей водоотведения и пр.
Возможности оборудования определяются и размерами вальцов: от их величины напрямую зависит радиус гиба. Не менее важна и длина валка: она влияет на пропускную способность по ширине листа. Наконец, мощность приводной системы говорит о потенциале станка в обработке заготовок большой толщины.
Типы вальцовочных станков
Используемое при вальцевании оборудование отличается простотой и универсальностью, поэтому для домашнего использования его можно изготовить собственноручно. Производственные цеха оснащают серийными моделями вальцов, которые сегодня на рынке представлены в большом ассортименте.
Все станки в зависимости от количества валков делят на четырех-, трех- и двухвалковые. Трехвалковые бывают симметричными и асимметричными. У четырехвалковых станков имеется дополнительный вал, что упрощает процесс вальцевания. Все элементы надежно сцеплены между собой, что сводит к минимуму вероятность выскальзывания листового материала и увеличивает скорость обработки.
По типу используемого привода вальцы бывают:
- гидравлические;
- ручные;
- электрические.
Вальцы с ручным приводом очень простые по конструкции. Такое устройство не требует дополнительного питания для работы и имеет такие преимущества:
- надежность;
- компактность и мобильность;
- невысокая стоимость;
- простота обслуживания и эксплуатации.
К минусам оборудования этого типа можно отнести:
- невозможность использования при вальцевании изделия из металла более 2 мм толщиной;
- невысокая производительность;
- для гибки листовой заготовки понадобится приложить значительные физические усилия.
Станки, оснащенные электрическим приводом, более эффективны. На них можно обрабатывать листовые металлические изделия значительной толщины.
Вальцы, работающие от гидравлического привода, самые мощные. Устройство такого типа отличается большими габаритами. Как правило, такое оборудование устанавливают на промышленных предприятиях.
Технология вальцевания металла
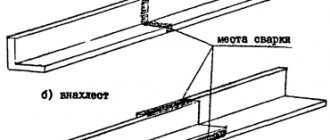
Подача заготовки в процессе гибки листа на вальцах может быть продольной, поперечной или винтовой (ее также называют спиральной). Продольную используют для изготовления труб большой длины, поперечным способом выпускают короткие. Спиральной подачей получаются трубы, которые не требуется герметизировать при помощи сварки.
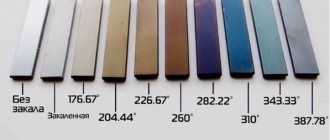
Для листов небольшой, до 6 мм, толщины вальцевую гибку выполняют холодным способом. Для более толстых, а также непластичных заготовок (например, на титановой основе) используют нагрев в печи максимум до 300 градусов.
Преимущества нашей компании
У нас вы сможете заказать изделия разной конфигурации и по доступной цене:
- высотой до 2000 мм;
- толщиной от 0,5 мм до 50 мм;
- диаметром от 70 мм до 6000 мм.
использует высокотехнологичное оборудование для вальцовки листового металла. Каждый этап обработки изделия проходит жесткий контроль, поэтому мы гарантируем его долговечность, прочность и надлежащий эстетический вид.
Для оформления заказа и получения информации о доставке товара по Москве и в другие регионы страны достаточно связаться с нашими специалистами по телефону или электронной почте.
Область применения металлической вальцовки
Вальцовая гибка металла используется в разных отраслях. К ним относятся:
- сборка механизмов,
- производство рекламных конструкций,
- строительство,
- коммунальное хозяйство,
- создание оригинальных украшений,
- дизайн интерьеров.
А также многое другое. В зависимости от назначения материалами для деформируемых заготовок могут выступать сталь, алюминий, медь, латунь, титан и другие металлы и сплавы.
Качественная вальцовка нержавеющего листа на заказ
Наш цех металлообработки работает с заготовками из всех вышеперечисленных материалов, в том числе с листовой нержавеющей сталью. Предлагая заказать у нас гибку металла на вальцах, мы гарантируем:
- качественную и равномерную деформацию проката,
- обработку изделий больших длин и толщин;
- отсутствие трещин, заломов и других неприятных последствий неправильной вальцовки,
- выполнение вашего заказа точно в срок.
Гибка металла
Гибка листового металла на гидравлическом прессе.
Гибка листового металла представляет собой процесс обработки стального листа, в процессе которого им придается необходимая форма.
Стальной лист укладывают на гибочные матрицы нижнего стола. Стальной лист может иметь различную толщину до 10 мм и длину до 6 метров в зависимости от назначения. Под действием поршней цилиндров установленных на верхнем столе пуансоны приближаются к листовому металлу, уложенному на матрицах нижнего стола. После контакта пуансона с листовым металлом сила давления начинает увеличиваться, и пуансон задавливается в металлический лист или в листовой металл , деформируя его вначале в области упругой деформации, а затем в области пластической деформации, что позволяет получить определенный изгиб листового металла. Все те слои металла, что располагаются вдоль оси изгиба, по своим размерам остаются неизменными, поэтому все расчеты проводятся именно с ориентировкой на данные слои металла.
Гибка листового металла на вальцах.
Известно много способов гибки заготовок в холодном и горячем состояниях. В основном используется гибка металла в холодном состоянии на гибочных машинах, листогибочных гидравлических прессах и трех- или четырех-валковых листогибочных вальцах.
На листогибочных вальцах выполняют вальцовку листовой стали для образования цилиндрических, конических, сферических и седлообразных поверхностей и кольцевую гибку (вальцовку) .На роликогибочных станках производят вальцовку уголков, швеллеров, труб и двутавровых балок. Во избежание структурных изменений, появления значительного наклепа и полной потери пластических свойств стали, при холодной гибке заготовок, остаточное удлинение не должно выходить за границы предела текучести. При изготовлении гнутых профилей на листогибочных прессах внутренние радиусы закруглений для конструкций из углеродистой стали, воспринимающих статическую нагрузку, должны быть не менее 1,2 толщины листа, а для конструкций, воспринимающих динамическую нагрузку, не менее 2,5 толщины листа. Для листовых деталей из низколегированных сталей минимальные значения внутренних радиусов закругления должны быть на 50 % больше, чем для углеродистой стали.
Листогибочные вальцы имеют три или четыре горизонтальных валка, на которых гнут листовую сталь, максимальная ширина которой 2100—8000 мм при максимальной толщине 20—50 мм. Наибольшее распространение имеют трехвалковые вальцы с пирамидальным расположением вальцов . Два приводных нижних валка вращаются в одном направлении. Верхний валок перемещается по высоте и вращается в результате трения между валками и изгибаемым листом. Один подшипник верхнего валка может откидываться в сторону, для того чтобы можно было извлечь согнутую деталь. Перед гибкой листовых деталей цилиндрической формы подгибают оба торца листа на подкладном листе. Подкладной лист должен иметь ширину, в 2 раза превышающую расстояние между осями нижних валков, а радиус гибки должен быть меньше на 10—17 % радиуса гибки детали с учетом упругой деформации стали. Толщина подкладного листа обычно принимается 25—30 мм, однако она должна быть не менее 2-кратной толщины вальцуемого листа, а мощность вальцов должна быть достаточной для гибки листа в 3 раза больше, чем вальцуемый. После подгибки подкладной лист снимают и приступают к вальцовке, для чего листы пропускают через вальцы несколько раз в обоих направлениях. Степень изгиба листа регулируется подъемом или опусканием верхнего валка .
Оба способа позволяют выполнять гибку листа до 6 метров, металл может быть при этом как черный, так и нержавеющий. Большим преимуществом уголка гнутого можно считать возможность изготовления с самыми различными размерами полок. Уголок может быть симметричным, но возможно производства разнополочного с заданными параметрами.
Гибка стального листа в основном применяется для изготовления деталей различных форм методом холодной гибки(пример: гнутый уголок, гнутый швеллер и др.)
Преимущества работы с вальцовочными станками
Вальцовка металлических листов может применяться ко всем листам, не зависимо от материала изготовления. Отличается она следующими преимуществами:
- быстрый способ проведения операции;
- можно гнуть листы в форме конуса;
- машина работает с листами разной толщины;
- станок делает изделия с разным диаметром.
Вальцовка перфолистов на заказ
предоставляет услуги вальцовки листа перфорированного по приемлемой цене. Мы осуществляем процесс сгибания на современном, качественном оборудовании, которое позволяет завершить деформацию за несколько дней.
Сам метод заключается в следующем: лист металла пропускают через специальные цилиндры-вальцы, равномерно и медленно деформируя изделие в заданном направлении, нужной формы.
Наша компания обладает хорошей производственной базой и может оказывать представленные услуги строительным фирмам, частным организациям, дизайнерам, частным лицам, в общем, всем тем, кто не имеет необходимого оборудования.
Если наше предложение вам интересно, и вы давно искали специалистов, которые бы помогли вам выполнить вальцевание, то мы всегда к вашим услугам!
Звоните: +7 (495) 120-05-63 | Пишите: [email protected]