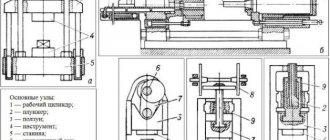
Инструмент для ручной ковки
Ручную ковку главным образом применяют при ремонтных и сборочных работах, а также при изготовлении уникальных, в том числе художественных изделий в небольших количествах. В связи с этим в настоящее время ручная ковка получает интенсивное развитие.
В зависимости от вида ковки кузнечный инструмент подразделяют на инструмент для ручной и машинной ковки. По функциональному назначению весь кузнечный инструмент классифицируют на основной технологический; поддерживающий и контрольно-измерительный. В зависимости от характера использования инструмент может быть универсальным и специализированным.
Основным технологическим называют инструмент, непосредственно деформирующий металл и придающий ему заданные чертежом поковки формы и размеры. В свою очередь, основной технологический инструмент для ручной ковки по назначению подразделяется на опорный, ударный и подкладной.
1.1. Основной технологический инструмент для ручной ковки
Операции ручной ковки, такие как протяжка, осадка, гибка, пробивка и прошивка отверстий, разрубка, кузнечная сварка и правка, выполняют с применением опорного инструмента, к которому относят наковальни (рис. 1). Их изготавливают литьем из стали марки 45Л массой 70…350 кг. Верхнюю плоскую часть наковальни называют лицом. Иногда на лицо сверху приваривают стальную пластину толщиной до 30…40 мм, которую именуют наличником. После термической обработки твердость лица или наличника должна составлять 40…45 HRC.
По числу конических частей, называемых рогами, различают три типа наковален: безрогие (ГОСТ 11396–75), однорогие (ГОСТ 11397–75) и двурогие (ГОСТ 11398–75). Рога наковален используют, например, при выполнении операций гибки и ковки пустотелых поковок. На плоской части наковален обычно выполняют два сквозных отверстия: круглое для пробивки отверстий в заготовках и квадратное – для установки подкладного инструмента.
Рис. 1. Наковальни: а – безрогая; б – однорогая; в – двурогая
Нижняя часть наковальни – башмак имеет четыре лапы, которыми с помощью костылей или хомутов наковальня крепится к стулу. Последний представляет собой бетонную тумбу или деревянный чурбак, вкопанный в землю на глубину 1…1,5 м. При этом лицевая поверхность наковальни должна находиться на расстоянии 750…800 мм над уровнем пола.
Шперак (ГОСТ 11400–75) – небольшая наковальня (рис. 2) с двумя рогами массой до 50 кг. Изготавливают ее литьем или ковкой из стали 45. Его наличник имеет твердость 40…45 HRC. Шперак устанавливают в квадратное отверстие наковальни.
Рис. 2. Шперак
Ударным инструментом при ручной ковке являются кувалды и молотки. Последние иногда называют ручниками. Кузнец пользуется молотком как для нанесения ударов, так и для указания молотобойцу места удара кувалдой при обработке сравнительно крупных заготовок. Молотки изготовляют массой 0,5…2 кг ковкой из стали У7 или У8.
Молоток содержит два бойка, один из которых круглый или квадратный, иногда восьмигранный, имеет гладкую ударную поверхность с заваленными гранями. Другой боек, называемый также задком, или носком, может быть шарообразным, заостренным с округлым ребром или тупым. Бойки молотка подвергают закалке с последующим отпуском.
Кувалды – основной инструмент при ручной ковке. Они служат для нанесения ударов по нагретой до ковочных температур заготовке, также имеют два бойка и подразделяются на тупо- (ГОСТ 11401–75) и остроносые (ГОСТ 11402–75) (рис. 3). Масса кувалд равна 2…16 кг. Остроносые кувалды могут быть с поперечным или продольным расположением носков (задков).
Для закрепления рукоятки в кувалде предусматривается овальное насадное отверстие, которое расширяется от середины к краям. Кувалды изготовляют ковкой или штамповкой из сталей 40, 45, 50 и У7 с последующей обработкой резанием рабочих поверхностей.
Рис. 3. Кувалды: а – тупоносая; б и в – остроносые с поперечным и продольным задками соответственно
После термической обработки кувалд твердость рабочего слоя глубиной до 30 мм должна составлять 48…52 HRC.
Кузнечные зубила (ГОСТ 11418–75) производят из стали У7 и 6ХС и применяют для горячей и холодной рубки металла (рис. 4). Первые затачивают на угол ≥ 60°, вторые – на угол ≤ 50°. Лезвие зубил выполняют прямым, полукруглым или фасонным. Его твердость на длине ~30 мм от рабочей кромки равна 50…56 HRC, а твердость по ударяемой части на длине ~ 20 мм составляет 30…40 HRC .
Гладилки (рис. 5 и 6) используют для сглаживания неровностей и окончательной отделки
Рис. 5. Гладилка
Рис. 4. Кузнечные зубила для холодной (а) и горячей (б) рубки
Рис. 6. Гладилки (верхняя и нижняя) для ковки крестообразной заготовки (конец XIX в.)
как плоских, так и фасонных поверхностей поковок; изготавливают ковкой или штамповкой из стали У7, сталей 40 и 45 с последующей обработкой резанием. Масса 1…5 кг.
Пробойники, или бородки (рис. 7), служат для пробивки круглых, квадратных, прямоугольных и иных отверстий; производят их ковкой из стали У7, сталей 40 и 45.Твердость рабочей части 40…45 HRC. Масса 0,7…2,0 кг.
Подсечки (рис. изготавливают по ГОСТ 11420–75 из стали У7. Они являются подкладными зубилами и вставляются квадратным хвостовиком в такое же отверстие наковальни. Подсечки значительно ускоряют и облегчают процесс рубки. Лезвие подсечки может быть прямым и фасонным. Его закаливают до твердости 48…52 HRC.
Обжимки (рис. 9) применяют для подкатки и отделки боковых и иных поверхностей поковок. Они состоят из двух частей: нижней (нижника), вставляемой хвостовиком в наковальню, и верхней (вершника), насаженной на ручку. Обжимки получают ковкой из стали У7, сталей 40, 45, 50, 40Х, обрабатывают резанием и подвергают закалке с отпуском до твердости 48…52 HRC по рабочей части и 30…40 HRC – по ударяемой. Масса обжимок колеблется в диапазоне от 3 до 25…35 кг.
Рис. 7. Пробойники
Рис. 8. Подсечка
Рис. 9. Верхняя (а) и нижняя (б) обжимки
Рис. 10. Полукруглые подбойки: а – нижняя; б – верхняя
Рис. 11. Гвоздильни: а – простая; б – специальная
Подбойки (рис. 10) используют для протяжки, выполнения желобов, вогнутых поверхностей, а также для отделки некоторых участков или всей поверхности поковки. Форма рабочих участков подбоек определяется их назначением и может быть самой разнообразной: плоской, серповидной и т.п. Изготавливают подбойки ковкой из стали У7, сталей 50Г, 40Х с твердостью рабочих частей 40…45 HRС.
Гвоздильни (рис. 11) – металлические пластины, изготовленные ковкой из сталей 45 или У7. Имеют отверстия для высадки головок болтов, заклепок, гвоздей и т.д.
Рис. 12. Кузнечная форма
Кузнечная форма (рис. 12) – литая плита из стали 35Л или 40Л массой до 50 кг со сквозными отверстиями и фасонными вырезами на боковых поверхностях. Предназначена для отделки поковок, пробивки отверстий и профильно-гибочных работ.
ОСНОВНОЙ ИНСТРУМЕНТ, ПРИМЕНЯЕМЫЙ ПРИ КОВКЕ
Все инструменты, применяемые при ковке, можно разделить на три группы: основной инструмент, контрольно-измерительный и вспомогательный.
Основной кузнечный инструмент для ручной ковки — ручной молоток (ручник), кувалда, клещи — применяется при выполнении любой кузнечной операции.
Ручной кузнечный молоток (рис. 37, а) — основной инструмент кузнеца. Он служит для ковки мелких поковок и указания молотобойцу места для нанесения ударов кувалдой. Различают две формы ручных молотков: а) с квадратным бойком и пяткой, расположенной в поперечном направлении; б) с круглым бойком и с закругленной пяткой. Вес ручного ‘молотка колеблется от 0,5 кг— для мелких до 2 кг — для более крупных поковок.
Рукоятка ручного молотка изготовляется из вязкого и сухого дерева — березы, клена, яблони — и прочно закрепляется в молотке; один конец рукоятки расклинивается; длина рукоятки 300—350 мм, сечение овальной формы, увеличивающееся к другому концу.
Кувалда — инструмент молотобойца, предназначенный для нанесения сильных ударов по поковке. На рис. 37, б показаны кувалды двух видов; наиболее часто применяется кувалда с выпуклым бойком и конусной пяткой, применяемой для первоначальной грубой, но более быстрой ковки заготовки. Вес кувалды колеблется в пределах от 2 до 10 кг, длина ручки — от 600 до 800 мм. Ручка изготовляется из цельного дерева прочной и вязкой породы (дуба, ясеня, клена), плотно вставляется в кувалду и заклинивается в ней. Сечение ручки имеет овальную форму и увеличивается к концу.
Кузнечные клещи служат для удерживания заготовок или поковок в нужном положении и поворачивания их во время ковки. Они состоят из двух стержней, наложенных друг на друга и соединенных между собой заклепкой (рис. 37, в). В губках клещей зажимается и удерживается заготовка или поковка. Длина клещей обычно от 400 до 700 мм, а длина губок от 75 до 150 мм. В зависимости от конфигурации заготовки или поковки, а также от характера работы губки клещей выполняют различной формы.
При изготовлении тяжелой поковки, когда кузнецу трудно удерживать ее в клещах, на рукоятки клещей надевается кольцо, что облегчает работу кузнеца. Клещи обычно изготовляют из полосовой стали с содержанием углерода 0,3—0,4%. Рекомендуется хранить клещи на специальной стойке.
Описание вспомогательного и контрольно-измерительного инструментов приводится ниже.
Бойки. Молотовые бойки являются основным инструментом при машинной ковке. Они непосредственно наносят удары по поковке. Верхний боек крепится к бабе, а нижний — к шаботу. Крепление осуществляется посредством ласточкина хвоста, сухаря и клина. В зависимости от конфигурации поковки применяют различные по форме бойки — плоские, закругленные и вырезные (рис. 37, а). Размеры наиболее употребительных (плоских) бойков для пневматических молотов приведены в табл. 17.
Завод-изготовитель поставляет вместе с молотом и бойки, но они могут быть изготовлены и самим кузнецом из стали марки 30 или 50. Кромки рабочих поверхностей бойков должны быть закруглены, чтобы на поковке не образовывались надрубы и нажимы. Полезно делать нижний боек несколько длиннее верхнего* это позволяет лучше размещать на нем заготовку, приспособления, производить правку длинных поковок.
Рис. 37. Основной кузнечный инструмент: а — ручные молотки, б — кувалды, в — клещи, г — бойки
Таблица 17 Размеры плоских бойков для пневматических молотов
Вес падающих частей в кг
| Размеры в мм | ||
| ширина | длина | |
| 50-100 | 70—80 | 150—180 |
| 150 | 80-95 | 180—200 |
| 200 | 90-110 | 200—220 |
| 300 | 110-125 | 230—260 |
| 400 | 110-130 | 260—290 |
содержание .. 41 42 48 ..
Основной технологический инструмент для машинной ковки
К основному инструменту, применяемому при ковке на молотах и прессах, относят бойки, топоры с различной формой рабочей части, квадраты, пережимки, раскатки, обжимки, прошивни, надставки, оправки для протяжки и раскатки.
Бойки (рис. 13) применяют в основном для протяжки, а также осадки, прошивки, гибки и некоторых других операций ковки. В комплект входят два бойка: нижний, неподвижный, выполняющий одновременно роль опоры; верхний, подвижный, через который передается деформирующая нагрузка на заготовку от молота или пресса. Различают универсальные бойки, имеющие плоские рабочие поверхности (рис. 14, а) и вырезные (фасонные) (рис. 14, б–г), отличающиеся специальным профилем.
Рис. 13. Бойки: а – нижний и верхний вырезные; б – верхний плоский и нижний вырезной
Чем большей площадью вырез (калибр) бойков охватывает поверхность обрабатываемой заготовки, тем меньше при ковке уширение заготовки и тем интенсивнее происходит процесс протяжки. Однако необходимая сила для протяжки при этом значительно возрастает.
Рабочие поверхности плоских и соприкасающиеся поверхности вырезных и фасонных бойков выполняют строго горизонтальными и плотно, без зазоров, прилегающими друг к другу. На рабочих поверхностях бойков различных выбоин и вмятин не допускается. Во избежание перерезания волокон в поковке
кромки рабочих поверхностей бойков всех типов в местах их пересечения с боковыми поверхностями скругляют по радиусу.
Для ковки в нижнем вырезном и верхнем плоском бойках нижний боек часто выполняют составным со вкладышами. Вкладыши позволяют быстро изменить размер и форму выреза на требуемые. Кроме того, по мере износа вкладышей облегчается их замена.
Цельные бойки и сменные вкладыши изготавливают ковкой в зависимости от условий работы из сталей 50, 50Г, 40ХН, 5ХНВ, 5ХГМ. После механической обработки подвергают термической обработке на твердость 40…45 HRC.
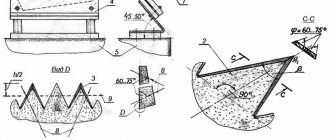
Топоры (рис. 15) применяют для осуществления операций отрубки части исходной или откованной заготовки или их разрубки на мерные заготовки. На рис. 16 приведена схема выполнения операции отрубки части заготовки кузнечным топором. В зависимости от назначения конструкции топоров, используемые в кузнечном деле, разнообразны.
Топоры изготавливают ковкой из стали 18ХНВА или стали 50, сталей 35ХМ, 5ХНВ, 7X3, 8X3, 5ХНМ, подвергают термообработке до твердости 40…45 HRC.
Рис. 14. Рабочие поверхности бойков: а – плоские у верхнего и нижнего бойков; б – плоская у верхнего и вырезная у нижнего бойков; в – вырезная у верхнего и нижнего бойков; г – фасонная у верхнего и нижнего бойков
Рис. 15. Кузнечные топоры: а –трапецеидальный топор для рубки в вырезном бойке; б – топор с цельной кованной ручкой; в – полукруглый
Ручки топоров делают из стали 20 или Ст 3. Крупные, тяжелые топоры изготавливают с быстросменными ручками или подвесными к траверсе пресса. Для облегчения работы с такими топорами часто используют манипуляторы.
Пережимки применяют для создания одноили многосторонних углублений для последующего образования уступов или пережимов на заготовке.
Углубления на заготовке (засечки) служат для фиксации (или отметки) объема металла, который следует подвергнуть, например, протяжке, чтобы получить требуемую геометрию заготовки после ковки. Засечки обычно выполняют вдавливанием в заготовку круглого или прямоугольного прутка. Чтобы увеличить глубину засечки, например до образования уступа на заготовке, применяют пережимки различной геометрии.
Рис. 16. Отрубка части заготовки кузнечным топором: 1 – заготовка; 2 – топор; 3, 4 – бойки
На рис. 17 приведена схема выполнения операции пережима, а на рис. 18 – технологическая последовательность изготовления ступенчатой поковки протяжкой с применением пережима. Изготавливают пережимки из сталей 40, 45, 40Х.
Рис. 17. Схема пережима: а – круглой раскаткой; б – треугольной пережимкой; 1, 2 – соответственно верхний и нижние бойки; 3 – инструмент; 4 – обрабатываемая заготовка
Рис. 18. Технологическая последовательность изготовления объемной Т-образной заготовки: а – исходная заготовка; б – заготовка после пережима с четырех сторон; в – заготовка после протяжки
Рис. 19. Разгонка: 1, 2 – бойки; 3 – заготовка; 4 раскатка (прожимка)
Раскатки (прожимки) – инструмент, применяемый для выполнения местных углублений и разгонки металла. Под разгонкой (рис. 19) понимают увеличение ширины заготовки или ее диаметра локальным обжатием смежных участков заготовки с уменьшением ее толщины. Преимущественное течение металла при разгонке всегда перпендикулярно к направлению перемещения бойка. После разгонки полученную волнистую поверхность проглаживают плоским (прожимкой) бойком. Применяемый инструмент – раскатки – изготавливают различной формы (рис. 20) из сталей 50, 40, 45, 40Х и др.
Ручки раскаток выполняют из низкоуглеродистых сталей, например Ст 3 или стали 10.
Обжимки применяют для перераспределения металла вдоль оси заготовки (подкатки) или отделки поковок, а также при изготовлении поковок на молотах и прессах. По конструкции обжимки подразделяют на разъемные (рис. 21, а) и неразъемные (рис. 21, б), насаженные на одну общую рукоятку. Изготавливают их из сталей 40, 45, 50, У7, 40Х.
Рис. 20. Некоторые типы раскаток
Рис. 21. Обжимки: а – подкатная разъемная; б – подкатная пружинная
Рис. 22. Прошивни: а – цилиндрический; б – конический; в – полый; г – клиновидный
Прошивни (рис. 22) являются основным инструментом при прошивке – кузнечной операции выполнения отверстий в поковках путем вытеснения материала. Для удобства работы с прошивнями на их поверхности выполняют цилиндрические сквозные или глухие отверстия, в которые вводят транспортировочные или установочные штыри. Изготавливают прошивни из сталей 40Х, 50Х, 5ХНВ с твердостью 40…45 HRC.
Инструмент холодной ковки: отличный способ хорошо заработать!
Холодная ковка – это изготовление кованых изделий из металла без его предварительного нагрева. Вышеупомянутый технологический процесс, в котором используется кузнечный инструмент холодной ковки, включает в себя последовательное выполнение различных операций. В этом и заключается основное отличие холодной ковки от горячей.
Данная технология считается экономичным и относительно простым техпроцессом, который уменьшает пластичность металла, делая его прочнее.
С применением холодной ковки выполняются следующие операции: гибка, прошивание, протяжка, выглаживание, рубка. Для специалиста по металлу этот процесс считается не особенно сложным, но эксплуатационные и эстетические качества получаемых изделий зависят не только от его профессионализма, но и от качества оборудования и его надёжности.
Кузнечный инструмент, который применяют при холодной ковке, достаточно разнообразен, и даёт возможность изготовления массы декоративных элементов, украшающих интерьер.
Это могут быть оконные решётки, перила и лестницы, а также самая разная кованая фурнитура, каминные решётки и даже люстры. В ландшафтном дизайне используются кованые фонари и скамейки. Словом, широта применения изделий, выполненных методом холодной ковки, ограничивается лишь фантазией мастера.
Мы предлагаем надёжный и, вместе с тем простой набор инструментов холодной ковки, который производится серийно в заводских условиях, что гарантирует его точность и высокое качество.
Используя его, можно сделать большой ассортимент кованых элементов, объединяя их в узоры и композиции. Для соединения деталей обычно используется сварка, но при желании, сварные места можно спрятать или соединить элементы посредством красивого хомутика. Иногда для соединения элементов конструкции используют другие технологии. Например, вальцовку и кручение металла.
Простоту конструкций ручного кузнечного инструмента холодной ковки подчёркивают его «функциональные» названия. Они способны правильно сориентировать даже начинающего мастера! Например, если требуется изогнуть железный прут под необходимым углом, то используют «гнутик». Кстати, существует и «упрощённый гнутик». Его используют для того, чтобы изгибать квадраты под фиксированным углом.
В случаях, когда требуются спиральные завитки, применяется «улитка».
При помощи так называемой «волны» получают волнообразные узоры.
Различные объёмные элементы куются с использованием «объёмника».
Для изготовления элемента под названием «фонарик», состоящего из четырёх сваренных квадратов, применяют инструмент с одноимённым названием.
При холодной ковке применяются и дополнительные инструменты обработки металла : ручные прессы, трубогибы, горны.
Ручные прессы используются при обработке полосы, кругляка и квадрата, таким образом, эти элементам придают тот характерный вид, которые имеют изделия художественной ковки.
Используя трубогиб, получают всяческие художественные неровности треугольной и округлой формы.
Горн применяется в тех случаях, когда требуется нагреть металл.
На освоение кузнечного инструмента холодной ковки Вы не потратите много времени, мастерство придёт достаточно быстро! Стоит он недорого, запросто размещается в обычном гараже, но при этом позволяет неплохо заработать.
Ручной поддерживающий инструмент для ручной ковки и ковки на молотах
Основным поддерживающим инструментом при ручной ковке и ковке на молотах являются клещи с разнообразной геометрией губок (рис. 23). Их применяют для захвата, удержания, вращения и перемещения заготовок и поковок в процессе их ковки. Практикой выработаны рациональные виды клещей применительно к габаритным размерам и профилям обрабатываемых заготовок и характеру выполняемых операций.
Рис. 23. Кузнечные клещи: с продольными губками (а – прямоугольными; б – квадратными; в – цилиндрическими; г – коническими); с поперечными губками (д – квадратными отогнутыми; е – плоскоокруглыми; ж – отогнутыми; з – плоскими; и – прямоугольными; к – острыми)
Традиционно клещи состоят из двух половин, каждая из которых имеет с одной стороны ручку, а с другой – губку. Каждая половина клещей закреплена на общей оси. Для лучшей фиксации заготовок профиль обеих губок клещей должен соответствовать форме захватываемого конца заготовки и контактировать с ним по максимальной длине губок. (При необходимости для обеспечения лучшего соприкосновения губок клещей с заготовкой их нагревают для повышения пластичности, охватывают ими холодную заготовку и обжимают губки по заготовке ударами молотка.)
Клещи должны иметь свободное, без заеданий вращение рукояток на общей оси, точное совпадение губок при сжатом состоянии клещей, а ручки клещей должны располагаться в одной плоскости. Не допускается наличия трещин, складок и надрубов. Для повышения надежности фиксации заготовки в клещах их ручки во время работы охватывают различными кольцами или С- и S-образными крючками.
Во время работы клещи периодически охлаждают в воде. Различные типы клещей изготавливают в соответствии с ГОСТ 11385–75 или по ГОСТ 11395–75 ковкой из Ст 3 и сталей 15, 20, 25, т.е. сталей, не закаливающихся при их нагреве во время работы (с содержанием углерода 0,25 %).
Для транспортирования и манипуляций как при нагреве, так и при ковке крупногабаритных, тяжелых заготовок и поковок используют различные устройства: манипуляторы, приспособления или подъемно-транспортное оборудование кузнечного цеха.
Устройство и основное оборудование кузнечного производства
Особое место среди многочисленного кузнечного инструментария занимают КЛЕЩИ. Форма губок клещей должна полностью соответствовать форме сечения и размерам обрабатываемой заготовки. Фактически под каждый вид и типоразмер используемого стального проката — свои клещи. С их помощью кузнец достает из горна раскаленную заготовку или поковку и удерживает ее в процессе ковки. От качества кузнечных клещей, без преувеличения, зависит личная безопасность кузнеца, молотобойца и подручных в процессе ковки. Следует упомянуть, что по сей день кузнецы сами, и только сами, изготавливают и обслуживают свой инструментарий. В постоянно используемом арсенале современного кузнеца 20-40 различных клещей.
К специализированному кузнечному инструменту следует отнести: зубила с различной формой ножа, пробойники, просадки, гладилки, раскатки, кузнечные ножницы, гвоздильни, бороздки, гибочные вилки… Список, поверьте, можно продолжать очень долго, перечисляя опорный, ударный, подкладной, специальный и вспомогательный инструмент кузнечного арсенала. С опорным и ударным инструментом мы вкратце ознакомились: это — наковальни и молоты.
«Подкладным» называют инструмент, который воздействует на заготовку, принимая на себя удар молота, как бы подкладывается под удар. Яркие представители этого семейства — зубила и пробойники.
Следует выделить парный подкладной инструмент, имеющий т.н. «боек» (верхняя часть) и «бабку» (нижняя часть), часто такой инструмент современные кузнецы называют «хлопушкой». Парный инструмент служит для обжима, разгонки или выравнивания заданных форм поковки, например: цилиндра, квадрата, многогранников.
Некоторые виды художественных декоративных фактур тоже выполняются при помощи хлопушек. В кузнице огромное количество подкладного инструмента.
Специальный инструмент — это кузнечные приспособления для гибки, скрутки (торсировки), формовки поковок. Пример: гибочные вилки. Как правило, они устанавливаются в специальные отверстия наковален и позволяют кузнецу изгибать нагретую в горне заготовку на произвольный или заданный угол. Некоторые конструкции вилок предусматривают возможность одновременной правки (рихтовки) заготовки на наковальне посредством молота.
Торсировка — есть скручивание материала относительно его продольной оси. Для этих целей используются воротки, а в современных кузницах на помощь кузнецу приходит электропривод.
Вспомогательный инструмент кузнец использует для обслуживания и профилактики своего непростого, как мы выяснили, хозяйства.