Считается, что около половины поломок электронных плат связаны с неисправностью конденсатора, без замены которого невозможно дальнейшее функционирование схемы.
Сами эти детали могут различаться как по характеристикам, так и по габаритам; однако всех их объединяет одно – наличие основного контролируемого параметра (ёмкости).
Для того чтобы проверить установленный в схеме конденсатор (включая так называемые «электролиты») необходимо измерить именно его ёмкость. Неисправную деталь придется выпаять из схемы и затем припаять новую. Некоторые виды конденсаторов паять не надо, поскольку они крепятся сваркой или зажимами.
Выбор мощности паяльника
Мощность паяльника необходимо подбирать исходя из специфики работ:
- От 20 до 50 Вт – для плат, мелкой электроники и тонких проводов;
- 100 Вт – для медных слоёв толщиной до 1 мм;
- От 200 Вт – для крупных деталей и проводов.
Мощность всегда указывается на упаковке устройства. В большинстве моделей она также указана на рукоятке.
Подготовка паяльника и деталей
Если паяльник новый, его нужно включить на несколько минут и дать поработать «вхолостую». Это необходимо для выгорания заводской смазки. При такой подготовке паяльник может дымить, поэтому не стоит пугаться.
Обычно паяльники продаются уже с залуженным (покрытым слоем олова) жалом. Если жало непокрыто, его нужно слегка зачистить наждачной бумагой, нагреть, затем окунуть в флюс и покрыть припоем.
Иногда даже лужёное жало необходимо перед пайкой слегка зачистить. В процессе работы жало покрывается оксидной плёнкой, из-за которой ухудшается прилипание припоя. Для этого его слегка счищают наждачной бумагой или тряпочкой, в зависимости от степени загрязнения.
Для подготовки деталей необходимо:
- Снять изоляцию (если паяются провода).
- Обезжирить.
- Покрыть деталь флюсом.
- Залудить с помощью паяльника.
Далее можно непосредственно приступать к пайке. Лудить обычно необходимо обе детали. Для удаления окислов можно использовать жало паяльника, наждачную бумагу или острый нож.
КАК ПРАВИЛЬНО ПОДГОТОВИТЬ ПАЯЛЬНИК
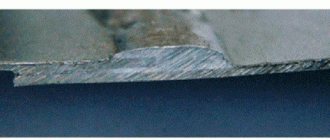
Перед тем как паять следует правильно подготовить паяльник. Его жало должно быть равномерно покрыто припоем. Смотрим фото:
| Так выглядит «грязное» жало. Правильно паять таким паяльников весьма затруднительно. |
| С холодного паяльника снимаем напильником всю грязь до чистой меди (материал жала паяльника – медь). |
| Должно получиться вот так. |
| Нагреваем паяльник, последовательно касаясь канифоли и припоя (несколько раз) добиваемся равномерного покрытия рабочей части паяльника припоем. |
| Результат, достигнув которого можно паять. |
Техника пайки проводов
Порядок действий, как правильно паять провода:
- Удалить изоляцию на нужную длину, обычно 3-5 см.
- Если нужно, зачистить и обезжирить жилы (в зависимости от типа провода).
- Плотно скрутить провода между собой.
- Покрыть место пайки флюсом.
- Набрать припой на жало и пропаять скрутку. Важно равномерно прогреть провода, чтобы припой покрыл все поверхности и заполнил полости.
- Изолировать полученное соединение с помощью термоусадочной трубки (надевать нужно перед пайкой) или обычной изоленты.
Существуют разные способы соединения и пайки проводов. Их не всегда обязательно скручивать. Если жилы мягкие, к примеру из меди, их лучше скрутить для надёжности контакта.
Если провода твёрдые и хрупкие, их можно приложить друг к другу, а затем спаять без скрутки. Это исключит риск перелома в процессе скручивания.
При пайке без скрутки крайне рекомендуется предварительно залудить оба провода. Инструкция, как залудить провода паяльником:
- Очистить каждый провод от изоляции.
- При необходимости снять лаковое покрытие с проводов. Это лучше всего делать острым ножом или наждачной бумагой.
- Обработать жилу флюсом.
- Равномерно нанести расплавленный припой на поверхность с помощью паяльника.
Правильно залуженный провод должен быть полностью покрыт слоем припоя. Далее эти провода скручивают или плотно прикладывают друг к другу, и пропаивают. При этом не нужно использовать много припоя, поскольку каждый из проводов уже им покрыт.
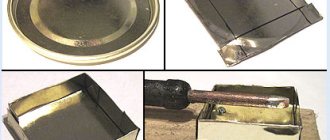
КАК ПАЯТЬ ПРОВОДА
| Зачищаем провод |
| Плотно скручиваем его жилы (для многожильных проводов). |
| Предварительно взяв на паяльник припоя, разогреваем канифоль, погружаем в расплав провод, равномерно распределяем паяльником припой по поверхности проводника. |
| Результатом является облуженый проводник. |
| Если нужно паять выводы полупроводниковых элементов (транзисторов, диодов и пр.), то, во избежание перегрева кристалла пайку следует производить быстро, используя теплоотвод (пинцет, например). |
Пайка плат
Как правило, на платах радиодетали припаиваются к токоведущим дорожками или специальным «пятакам». Если дорожки уже покрыты оловом (имеют серый цвет), их не нужно предварительно лудить.
Если они имеют желтоватую окраску, сначала их необходимо покрыть флюсом, а затем залудить паяльником по аналогии с проводами. После этого можно припаивать детали.
Инструкция, как правильно паять детали к плате:
- Пинцетом отогнуть выводы на детали так, чтобы они ровно прилегали к дорожкам (пятакам) или попадали в посадочные пазы.
- Ровно зафиксировать деталь с помощью пинцета.
- Обработать место пайки флюсом.
- Набрать на жало небольшое количество припоя и приложить его к точке пайки.
- Дождаться равномерного распределения припоя. Не стоит держать паяльник слишком долго, из-за перегрева деталь может выйти из строя. Чтобы деталь не сдвинулась с посадочного места, её следует придерживать пинцетом.
- После остывания промыть место пайки от остатков флюса. Для этого оптимально использовать спирт (этиловый или изопропиловый) либо бензин «Галоша».
При необходимости контакты можно покрыть защитным лаком для плат. Это необходимо для защиты от влажной среды и предотвращения риска замыкания при соприкосновении с другими поверхностями.
Проверка ёмкости
Проверить электролитические конденсаторы (так же как неэлектролитические) на предмет сохранения ими своего номинала (ёмкости) можно несколькими способами.
Но вначале необходимо ознакомиться с измерительными приборами, которые позволяют правильно оценить величину ёмкости конкретного элемента, прежде чем что-то паять.
Для измерения конденсаторов с номинальными емкостями до 20-ти микрофарад может хватить обычного мультиметра, имеющего соответствующую функцию. В качестве такого измерителя может использоваться недорогой прибор типа DT9802A.
Для оценки состояния элементов с большими номиналами потребуется специальный прибор типа «измеритель RLC». Посредством такого устройства можно проверять не только конденсаторы, но и такие распространённые элементы, как резистор и катушка индуктивности.
Проверка конденсатора цифровым мультиметром:
Часто неисправный конденсатор вздувается, и заметен без применения всяких приборов.
Простой, но не достаточно эффективный метод выявления неисправности – проверка с помощью обычного омметра, по показанию которого можно судить о целостности прокладки из диэлектрика.
Данный способ применяется обычно при отсутствии в приборе функции измерения ёмкости. Для этих целей может использоваться простейший стрелочный прибор, переведённый в режим измерения сопротивления.
При прикосновении концами щупа к ножкам исправного элемента стрелка должна немного отклониться, а затем возвратиться в сходное состояние.
Если же показания на приборе изменились, а стрелка после отклонения остановилась на каком-то конечном значении сопротивления – это значит, что конденсатор пробит и подлежит замене.
Распространённые проблемы
Часто начинающие сталкиваются с такими сложностями при пайке:
- Недостаточный прогрев компонентов. Из-за нехватки температуры происходит «холодная» пайка. Определить её можно по тусклому цвету припоя в месте пайки и его лёгкой разрушаемости при механическом воздействии.
- Перегрев деталей. В данном случае поверхность вовсе не покрывается припоем.
- Смещение деталей до застывания припоя, что часто приводит к разрыву контакта.
Для устранения данных проблем необходимо произвести повторную пайку.
Если происходит перегрев, нужно сократить время пайки или использовать менее мощный паяльник. При холодной пайке наоборот нужно использовать паяльник более высокой мощности.
Блог о электронике
| Мой любимый припой. |
| Тонкая проволочка для точных паек. |
И вот ты решил окунуться в электронику с головой, затарился паяльником, купил припой и… А что дальше? Если худо бедно, то как надо паять представляют все, а вот тонкости технологии известны далеко не многим и приходят с опытом. Чтож, ускорю этот пагубный процесс и расскажу тебе парочку хитростей.
Итак, про хороший паяльник для мелкого монтажа ты наверное уже читал, вот от него и будем плясать. Кроме паяльника тебе потребуется припой и флюс. О них поподробней.
Припой. Это специальный сплав, который плавится при температуре порядка 200 градусов. Самый распространенный это 60/40 Alloy, он же ПОС-61. Сплав в котором 60% олова и 40% свинца. Температура плавления у него 183-230 градусов. Обычно продается в виде проволоки, намотанной на катушки. Для мелкого монтажа лучше брать тот, где диаметр проволочки поменьше — легче дозировать. У меня две катушки, одна с проволокой припоя 0.3 мм, вторая 0.6 мм. Ну еще есть с полутора миллиметровой, но я ей почти не пользуюсь. Только если массово паяю массивные детали, где надо много припоя. Покупать припой лучше импортный, к сожалению российский продукт сплошь и рядом отстой. Может и есть качественный, но обычно мне попадался низкопробный шлак. Катушка припоя, как на картинке, должна стоить от 150-200 рублей, дороже можно, дешевле не желательно. Лучше один раз потратиться, зато потом иметь красивую и качественную пайку и не париться. А катушки обычно хватает года на полтора-два это минимум. Ещё полезно купить себе немного сплава Розе. Это тоже вроде припоя, но температура плавления у него совсем смешная — где то в районе 90-100 градусов. Этот сплав иногда полезен при демонтаже, но об этом позже будет отдельная статья.
| Канифоль — классика жанра |
Самый простой и народный флюс. Это обычная очищенная сосновая смола. При пайке сначала берут на жало немного припоя, потом тычут в канифоль, чтобы набрать на жало смолы, а затем быстро, пока смола не испарилась, паяют. Способ не сильно удобный, поэтому часто делают по другому. Берут обычный этиловый (медицинский) спирт и растовряют в нем толченую канифоль пока она растворяется. После этот раствор наносят кисточной на спаиваемые детали и паяют. Активность канифоли не высока, поэтому иной раз ничего не получается — детали не не лудятся, но зато у канифоли есть одно огромное достоинство, которое порой перекрывает все ее недостатки. Канифоль абсолютно пассивна. То есть ее не нужно удалять с места пайки, так как она не окисляет и не восстанавливает металлы, являясь при этом отличным диэлектриком. Именно по этому самые ответственные пайки я стараюсь делать спирто-канифольным флюсом.
| ЛТИ-120 |
| Глицерин-гидразин |
| Канифоль-гель. Супер вещь |
| Ф-34А — химическое оружие массового поражения. |
| Палитра флюсов |