Понятие о допусках
Допуском называется разность между максимально и минимально допустимыми размерами детали. При изготовлении любого изделия добиться точного размера невозможно. Этого не позволяет оборудование. Кроме того, нет приборов, какие могли бы измерить габарит с большой точностью. Но часто в этом нет надобности. Детали, изготовленные с погрешностью, тоже можно использовать. Главное, чтобы их размеры не вышли за допустимые пределы.
Все зависит от поставленной задачи. Для сложных приборов, используемых в метрологии, требуется качественное изготовление комплектующих. Простые изделия, такие как чайники или кастрюли, выполняются с меньшей точностью.
Способы сверления
В зависимости от типа производства и поставленной задачи обработка металлов сверлением может выполняться разными способами.
Сверление по кондуктору и по разметке
В мелкосерийном и единичном производстве сверление отверстий в деталях выполняют по разметке. К сверловщику заготовки поступают уже размеченными (с нанесенными на них центром будущего отверстия и контрольными окружностями). Прежде всего проводится предварительное сверление. Оно осуществляется с ручной подачей, диаметр пробного отверстия примерно 0,25D. Далее шпиндель со сверлом отводят, стружку удаляют и проверяют, совпала ли полученная пробная окружность с размеченной контрольной окружностью. При точном совпадении сверление металла продолжается и доводится до конца. При отклонении необходима корректировка: в том направлении, куда необходимо сместить сверло, узким зубилом прорубают канавки, по которым оно должно уйти в нужную точку. После этого продолжают сверление до достижения желаемого результата.
В условиях массового производства чтобы сократить время на настройку станка и сделать обработку деталей на сверлильных станках более точной, применяют кондукторы. Они предназначены для фиксирования заготовки в нужном положении и точного направления режущего инструмента в соответствии с требованиями технологического процесса. Обрабатываемая деталь ставится в установочную базу, а направление сверлу обеспечивают кондукторные втулки. Рабочий не занимается настройкой станка и/или проверкой точности настройки, а только устанавливает заготовку, включает и выключает станок, после чего снимает обработанную заготовку и устанавливает следующую. Тем самым сокращается время, расходуемое на операцию сверления отверстий в деталях, повышается точность обработки. Кондукторы не используют на единичном производстве из-за того, что изготавливать специальное приспособление для сверления отверстий в нескольких деталях нерентабельно.
Сквозные и глухие отверстия
Отверстия, проходящие через всю деталь, называют сквозными, а высверливаемые на определенную глубину — глухими. Процессы их сверления имеют существенные различия. Так, к примеру, в момент выхода сверла из заготовки с противоположной стороны сверло может заклинить, либо оно может сломаться из-за резкого уменьшения сопротивления материала заготовки. Учитывая, что операции на сверлильном станке выполняются обычно с механической подачей, необходимо перейти на ручную подачу и уменьшить скорость подачи до самой малой.
Для сверления глухих отверстий существует три способа:
- На станках с устройством автоматического отключения подачи шпинделя при настройке на изготовление детали задается необходимая глубина сверления.
- На станках без устройства автоматического отключения подачи применяют специальный патрон с регулируемым упором, устанавливая упорную втулку относительно корпуса на требуемую глубину сверления (точность до 0,5 мм).
- Если не нужна большая точность по глубине, ее отмечают мелом непосредственно на сверле.
Существующие термины
В машиностроении применяется ряд терминов, характеризующих размер детали. На основании материала из учебных пособий они носят следующие названия:
- Номинальная величина. Нулевая линия, относительно которой идет отсчет отклонений.
- Действительная величина. Реальный размер детали с учетом погрешности изготовления.
- Верхнее отклонение. Разность между верхней допустимой величиной изделия и номиналом.
- Нижнее отклонение. Разность между нижним допустимым размером и номиналом.
Во время проектирования изделий необходимо пользоваться стандартными таблицами допусков и посадок, которые есть в учебниках или справочной литературе.
Обработка металлов сверлением: основные сведения
Сверлильная обработка производится на специальных сверлильных станках, где заготовка жестко закреплена, а режущий инструмент вращается и одновременно движется поступательно вдоль оси отверстия, высверливаемого в обрабатываемой детали (это движение называется подачей). Различают вертикальносверлильные и радиально-сверлильные станки. Первые используются для сверления отверстий в небольших заготовках, которые в процессе настройки перемещают по столу с тем расчетом, чтобы ось сверла и ось будущего отверстия совпали. Для работы с тяжелыми и крупногабаритными заготовками используют радиально-сверлильные станки. На них обрабатываемая деталь сразу жестко фиксируется на столе, а шпиндель станка устанавливается в нужном положении.
Работы, выполняемые на сверлильных станках:
- сверление;
- развертывание;
- зенкерование;
- нарезание резьбы.
Режущие инструменты, используемые для обработки деталей на сверлильных станках:
- сверла;
- развертки;
- зенкеры;
- метчики (для нарезания резьбы).
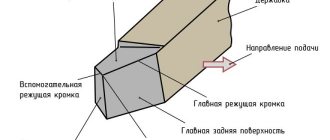
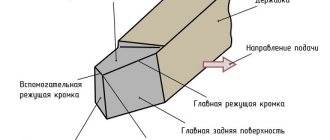
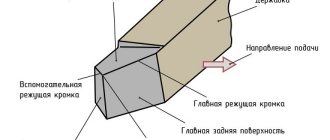
Основным режущим инструментом при сверлении деталей является сверло. Обычно для этой цели используются спиральные сверла, состоящие из рабочей части, шейки и хвостовика. Рабочая часть, в свою очередь, состоит из двух частей — режущей и центрирующей. У режущей части две режущие рабочие кромки, соединенные между собой перемычкой. Центрирующая часть имеет пару винтовых ленточек, выполняющих функцию направляющих в процессе сверления металла, а также две спиральных канавки, по которым подводится смазочно-охлаждающая жидкость и отводится стружка. Хвостовик может иметь коническую либо цилиндрическую форму. Первый вариант предназначен для крепления сверла в шпинделе посредством переходных втулок, второй вариант — для крепления в патроне. Шейка сверла несет на себе маскировку, где в числе прочих параметров указывается диаметр сверла и материал его режущей кромки.
Варианты посадок
Под определением посадки понимается характер сопряжения двух деталей. Такое сочленение бывает 3 типов:
- С зазором. В этом случае охватывающая поверхность больше охватываемой. Зазор формируется благодаря тому, что нижнее отклонение отверстия больше верхнего у вала.
- С натягом. Охватывающая поверхность отверстия меньше охватываемой вала. Формируемое соединение образует прочное соединение, которое просто не разъединяется.
- Переходные. При таком соединении сочленение между деталями идет с легким натягом.
Все виды посадок в машиностроении находят свое применение. Когда нужно добиться жесткого соединения, чтобы одна деталь не вращалась относительно другой, применяется натяг. Иногда и этого бывает недостаточно. Для усиления прочности соединения части конструкции предварительно подвергаются нагреву. Образуемая посадка называется горячепрессовой.
Система отверстия и вала
На основании стандартов ЕСДП посадки могут проходить в двух системах. Они имеют свои особенности:
- Система отверстия. При формировании сочленения отверстие остается величиной постоянной, а под него подгоняется вал.
- Система вала. В этом случае размер вала остается величиной постоянной, под него формируется отверстие.
При изготовлении конструкций чаще применяется система отверстия. Связано это с облегченным процессом измерения наружной поверхности вала. Для этого существует специальный измерительный инструмент.
Система вала используется при изготовлении подшипников. Их наружная поверхность является основной, под нее подгоняются посадочные обоймы.
Квалитеты точности
Степень точности на каждый номинальный размер можно определить по квалитетам. Если перечислить количество, то их насчитывается 19. Все они сведены в таблицу. С возрастанием номинальных размеров идет расширение поля допуска. Связано это с тем, что изготовить деталь большого размера с жестким допуском сложнее, чем маленькую. Квалитеты обозначаются латинскими буквами:
- В системе отверстия используется дробное обозначение. В числителе ставится буква Н. Она означает основное отверстие. Рядом располагается номер квалитета. В знаменателе пишутся прописные латинские буквы с номером квалитета. Они означают отклонение вала. Например, H7/f6.
- В системе вала. В знаменателе стоит буква h с номером квалитета. Она означает, что вал является основным. В числителе ставятся заглавные латинские буквы с номером квалитета. Они обозначают отклонение отверстия. Например, R7/h6.
Такая унификация значительно облегчает работу конструкторов в процессе проектирования ими сложных изделий.
При обозначении посадок на чертежах одних буквенных обозначений недостаточно. Рабочий, изготавливающий деталь, должен видеть величину допусков, поэтому рядом с буквами ставятся цифры верхних и нижних отклонений. Все данные берутся из справочника.
Допуски и посадки составляют отдельный предмет в учебных заведениях. Студенты и ученики пишут рефераты по теме, которые потом зачитывают в классах или аудиториях.
Течение через насадки
Классификация отверстий и насадок.
Под истечением через отверстия понимается движение жидкости на коротких участках потока, ограниченного замкнутой боковой поверхностью, с преодолением сопротивления. Классификация отверстий производится по оценкам соотношения размеров отверстий и напоров. Малым отверстием называется такое отверстие, в котором напор истечения одинаков по сечению струи, а диаметр отверстия меньше величины напора . Большое отверстие – это отверстие с диаметром , близким к величине напора . Напор истечения равен расстоянию от уровня свободной поверхности жидкости до центра тяжести сечения вытекающей из отверстия струи. Незатопленное – это такое отверстие, через которое истечение происходит в атмосферу и уровень жидкости за отверстием не влияет на истечение. Под затопленным отверстием понимается такое отверстие, истечение через которое происходит под уровень жидкости. Тонкой стенкой, в которой имеется отверстие, считается такая поверхность, толщина которой . При истечении жидкости через отверстие происходит сжатие струи. Оно связано с тем, что жидкость, подтекающая к отверстию, при подходе к его краям не может мгновенно изменить направление движения. В результате возникают поперечные составляющие силы, приводящие к уменьшению диаметра сечения струи, выходящей через отверстие, до величины , меньшей диаметра отверстия . Коэффициентом сжатия струи называется отношение площади сжатого поперечного сечения струи к площади отверстия :
(7.112)
Наиболее узкое сечение струи достигается на расстоянии от отверстия до стенок резервуара. Различают следующие типы струй истечения и режимы истечения: полное сжатие (совершенное и несовершенное) и неполное сжатие. Полным сжатием
считается такое сжатие струи, которое происходит по всему периметру отверстия.
Неполное сжатие
– это такое сжатие истекающей из отверстия струи, которое отсутствует в некоторой части периметра отверстия.
Совершенное сжатие
определяется условием, при котором расстояние от отверстия до стенок резервуара больше или равно трем диаметрам: .
Несовершенное сжатие
характеризуется расстоянием от отверстия до стенок резервуара меньшим, чем три диаметра отверстия: .
Насадкой
называется присоединенная к отверстию трубка различной формы, имеющая длину, равную 3 – 4 диаметрам отверстия. Насадки предназначены для изменения параметров истечения (расхода, скорости, времени, силы вытекающей струи). Различают внутренние (присоединяются с внутренней стороны) и внешние (присоединяются с внешней стороны) насадки. Наибольшее распространение получили следующие насадки: внешний цилиндр, внутренний цилиндр, конически сходящийся, конически расходящийся, коноидальный (его форма совпадает с формой струи).
В цилиндрической насадке (рис. 7.41) струя на некотором расстоянии после отверстия образует сжатое сечение в плоскости , а затем, расширяясь в сечении , полностью заполняет насадку. В заштрихованной области между поверхностью струи и стенкой насадки создается “зона отжима” струи. В ней давление ниже атмосферного. Из-за вакуума происходит подсасывание жидкости и создается добавочный напор. В результате расход жидкости, проходящей через насадку, увеличивается. Ясно, что чем больше напор, тем больше вакуум. Однако есть предельное значение вакуума, ниже которого изменить давление в насадке не удается. Предельные условия получаются в силу того, что при увеличении напора истечения давление в насадке приближается к давлению насыщенных паров, при котором жидкость переходит в пар. При таких давлениях струя будет отрываться от стенок, так что в сжатое сечение начнет проникать воздух, и тогда насадка превращается в обычное отверстие.
Удлинение пути движения жидкости по насадке приводит к потерям энергии за счет трения и может вызвать понижение скорости. Однако подбором длины насадки можно добиться того, что подсасывание будет превышать возможное понижение расхода вследствие трения. В зависимости от назначения отверстиям и насадкам, через которые происходит истечение жидкости, придается различная форма.
Рассмотрим случай установившегося истечения несжимаемой жидкости через отверстие в тонкой стенке. Формула для расчета скорости истечения жидкости из такого отверстия при постоянном напоре была получена Торричелли (см. § 3) и имеет вид . Зная скорость истечения, можно подсчитать расход жидкости через отверстие площади :
(7.113)
Из-за местных потерь на кромке отверстия, вязкости жидкости, расход получается меньше вычисленного по формуле (7.113). Чтобы учесть потери на сопротивление, которое обусловлено взаимодействием струи с кромками отверстия, формулу для расчета скорости истечения жидкости из отверстия в тонкой стенке записывают в виде
(7.114)
где параметр в гидравлике называется коэффициентом скорости. Этот коэффициент показывает, какая часть энергии жидкости в сосуде затрачивается на преодоление гидравлического сопротивления при истечении через отверстие.
Расход малого отверстия при постоянном напоре с учетом местных потерь (в том числе и сжатия струи) будет выражаться следующим образом:
Объединяя коэффициенты скорости и сжатия в один коэффициент , называемый коэффициентом расхода, имеем:
(7.115)
Коэффициент расхода показывает, на какую величину действительный расход отличается от теоретического. Из экспериментов с разными отверстиями получено, что коэффициенты истечения, главным образом, зависят от числа Рейнольдса. На рис. 7.42 приведены зависимости коэффициентов истечения из отверстий от числа Рейнольдса. При малых числах Рейнольдса роль вязкости становится существенной. У кромки отверстия начинает заметно проявляться торможение жидкости, и в результате сжатия струи практически не происходит.
При несовершенном сжатии вводятся поправки на коэффициент расхода, учитывающие степень удаленности отверстий от стенок резервуара:
где – коэффициент степени несовершенства сжатия, – коэффициент расхода при совершенном сжатии. Если сжатие неполное, то вводятся поправки, учитывающие изменение коэффициента расхода в зависимости от степени совпадения отверстия со стенкой.
Параметры истечения через различные насадки и малое отверстие представлены в таблице 7.2. Коэффициент расхода во внешней сходящейся насадке зависит от ее конусности. Максимальное значение коэффициента расхода достигается при угле конусности . В конической расходящейся внешней насадке при угле конусности струя не касается стенок, и истечение происходит как из простого отверстия. Если , коэффициент расхода по скорости, отнесенной к внешнему сечению, . Такое низкое значение коэффициента расхода получается потому, что оно относится к выходному сечению. При том же угле конусности расход, отнесенный к входному сечению, приводит к значениям . Поэтому коническая расходящаяся насадка является эффективным средством увеличения расхода. Самая эффективная с точки зрения расхода – коноидальная насадка, в которой форма стенок совпадает с очертаниями струи. Если стенки у этой насадки абсолютно гладкие, то значения коэффициента расхода .
Таблица 7.2. Коэффициенты истечения через отверстия и насадки.
| Тип истечения | |||
| Отверстие | 0,64 | 0,97 | 0,62 |
| Цилиндрическая внешняя насадка | 0,82 | 0,82 | |
| Цилиндрическая внутренняя насадка | 0,71 | 0,71 | |
| Коническая сходящаяся насадка | 0,983 | 0,961 | 0,946 |
| Коническая расходящаяся насадка | 0,45 | 0,45 | |
| Коноидальная насадка | 0,97 | 0,97 |
Классификация отверстий и насадок.
Под истечением через отверстия понимается движение жидкости на коротких участках потока, ограниченного замкнутой боковой поверхностью, с преодолением сопротивления. Классификация отверстий производится по оценкам соотношения размеров отверстий и напоров. Малым отверстием называется такое отверстие, в котором напор истечения одинаков по сечению струи, а диаметр отверстия меньше величины напора . Большое отверстие – это отверстие с диаметром , близким к величине напора . Напор истечения равен расстоянию от уровня свободной поверхности жидкости до центра тяжести сечения вытекающей из отверстия струи. Незатопленное – это такое отверстие, через которое истечение происходит в атмосферу и уровень жидкости за отверстием не влияет на истечение. Под затопленным отверстием понимается такое отверстие, истечение через которое происходит под уровень жидкости. Тонкой стенкой, в которой имеется отверстие, считается такая поверхность, толщина которой . При истечении жидкости через отверстие происходит сжатие струи. Оно связано с тем, что жидкость, подтекающая к отверстию, при подходе к его краям не может мгновенно изменить направление движения. В результате возникают поперечные составляющие силы, приводящие к уменьшению диаметра сечения струи, выходящей через отверстие, до величины , меньшей диаметра отверстия . Коэффициентом сжатия струи называется отношение площади сжатого поперечного сечения струи к площади отверстия :
(7.112)
Наиболее узкое сечение струи достигается на расстоянии от отверстия до стенок резервуара. Различают следующие типы струй истечения и режимы истечения: полное сжатие (совершенное и несовершенное) и неполное сжатие. Полным сжатием
считается такое сжатие струи, которое происходит по всему периметру отверстия.
Неполное сжатие
– это такое сжатие истекающей из отверстия струи, которое отсутствует в некоторой части периметра отверстия.
Совершенное сжатие
определяется условием, при котором расстояние от отверстия до стенок резервуара больше или равно трем диаметрам: .
Несовершенное сжатие
характеризуется расстоянием от отверстия до стенок резервуара меньшим, чем три диаметра отверстия: .
Насадкой
называется присоединенная к отверстию трубка различной формы, имеющая длину, равную 3 – 4 диаметрам отверстия. Насадки предназначены для изменения параметров истечения (расхода, скорости, времени, силы вытекающей струи). Различают внутренние (присоединяются с внутренней стороны) и внешние (присоединяются с внешней стороны) насадки. Наибольшее распространение получили следующие насадки: внешний цилиндр, внутренний цилиндр, конически сходящийся, конически расходящийся, коноидальный (его форма совпадает с формой струи).
В цилиндрической насадке (рис. 7.41) струя на некотором расстоянии после отверстия образует сжатое сечение в плоскости , а затем, расширяясь в сечении , полностью заполняет насадку. В заштрихованной области между поверхностью струи и стенкой насадки создается “зона отжима” струи. В ней давление ниже атмосферного. Из-за вакуума происходит подсасывание жидкости и создается добавочный напор. В результате расход жидкости, проходящей через насадку, увеличивается. Ясно, что чем больше напор, тем больше вакуум. Однако есть предельное значение вакуума, ниже которого изменить давление в насадке не удается. Предельные условия получаются в силу того, что при увеличении напора истечения давление в насадке приближается к давлению насыщенных паров, при котором жидкость переходит в пар. При таких давлениях струя будет отрываться от стенок, так что в сжатое сечение начнет проникать воздух, и тогда насадка превращается в обычное отверстие.
Удлинение пути движения жидкости по насадке приводит к потерям энергии за счет трения и может вызвать понижение скорости. Однако подбором длины насадки можно добиться того, что подсасывание будет превышать возможное понижение расхода вследствие трения. В зависимости от назначения отверстиям и насадкам, через которые происходит истечение жидкости, придается различная форма.
Рассмотрим случай установившегося истечения несжимаемой жидкости через отверстие в тонкой стенке. Формула для расчета скорости истечения жидкости из такого отверстия при постоянном напоре была получена Торричелли (см. § 3) и имеет вид . Зная скорость истечения, можно подсчитать расход жидкости через отверстие площади :
(7.113)
Из-за местных потерь на кромке отверстия, вязкости жидкости, расход получается меньше вычисленного по формуле (7.113). Чтобы учесть потери на сопротивление, которое обусловлено взаимодействием струи с кромками отверстия, формулу для расчета скорости истечения жидкости из отверстия в тонкой стенке записывают в виде
(7.114)
где параметр в гидравлике называется коэффициентом скорости. Этот коэффициент показывает, какая часть энергии жидкости в сосуде затрачивается на преодоление гидравлического сопротивления при истечении через отверстие.
Расход малого отверстия при постоянном напоре с учетом местных потерь (в том числе и сжатия струи) будет выражаться следующим образом:
Объединяя коэффициенты скорости и сжатия в один коэффициент , называемый коэффициентом расхода, имеем:
(7.115)
Коэффициент расхода показывает, на какую величину действительный расход отличается от теоретического. Из экспериментов с разными отверстиями получено, что коэффициенты истечения, главным образом, зависят от числа Рейнольдса. На рис. 7.42 приведены зависимости коэффициентов истечения из отверстий от числа Рейнольдса. При малых числах Рейнольдса роль вязкости становится существенной. У кромки отверстия начинает заметно проявляться торможение жидкости, и в результате сжатия струи практически не происходит.
При несовершенном сжатии вводятся поправки на коэффициент расхода, учитывающие степень удаленности отверстий от стенок резервуара:
где – коэффициент степени несовершенства сжатия, – коэффициент расхода при совершенном сжатии. Если сжатие неполное, то вводятся поправки, учитывающие изменение коэффициента расхода в зависимости от степени совпадения отверстия со стенкой.
Параметры истечения через различные насадки и малое отверстие представлены в таблице 7.2. Коэффициент расхода во внешней сходящейся насадке зависит от ее конусности. Максимальное значение коэффициента расхода достигается при угле конусности . В конической расходящейся внешней насадке при угле конусности струя не касается стенок, и истечение происходит как из простого отверстия. Если , коэффициент расхода по скорости, отнесенной к внешнему сечению, . Такое низкое значение коэффициента расхода получается потому, что оно относится к выходному сечению. При том же угле конусности расход, отнесенный к входному сечению, приводит к значениям . Поэтому коническая расходящаяся насадка является эффективным средством увеличения расхода. Самая эффективная с точки зрения расхода – коноидальная насадка, в которой форма стенок совпадает с очертаниями струи. Если стенки у этой насадки абсолютно гладкие, то значения коэффициента расхода .
Таблица 7.2. Коэффициенты истечения через отверстия и насадки.
| Тип истечения | |||
| Отверстие | 0,64 | 0,97 | 0,62 |
| Цилиндрическая внешняя насадка | 0,82 | 0,82 | |
| Цилиндрическая внутренняя насадка | 0,71 | 0,71 | |
| Коническая сходящаяся насадка | 0,983 | 0,961 | 0,946 |
| Коническая расходящаяся насадка | 0,45 | 0,45 | |
| Коноидальная насадка | 0,97 | 0,97 |