Сварочный САК ДГФ 82-4 Б,ГД-303 у2,АДБ-3122у1, выпрямитель генератор СССР сколько в нем меди алюминия???
САК сварочный СССР сколько денег меди алюминия в металлолом?
Сварочный САК выпрямитель генератор СССР сколько в нем меди алюминия??
Рассмотрим тип АДБ-3122у1 сварочный САК -сколько в них ценного цветного металла-меди, алюминия, и черного железа в том числе.
Известно, что сварочные генераторы постоянного тока устанавливаются на 2-х колесные и четырех колесные пары.
И во всех вариантах черный металл всегда приносил больше дохода, после разборки и сдачи сварочного поста САК в металлолом. Черного металла в САК больше 95 процентов и денег от сдачи черного металла, соответственно всегда будет больше.
Однако 99% пользователей рунета задают один и тот же вопрос (сколько меди в сварочном САК).
Однако 99% пользователей рунета задают один и тот же вопрос (сколько меди в сварочном САК).
Агрегат сварочный тип АДБ-3122у1 САК на четырех колесном прицепе, тяжелый как и сам так и сама рама на котором он установлен. Во времена СССР такие САК были очень востребованы на полях для ремонта техники, а именно преимущественно тракторов, которые бороздили бескрайние поля нашей родины.
Сейчас многие из них находятся в плачевном состоянии и давно уже в них ничего не осталось ценного вроде меди. А вот сам черный металл т. е. рамы и тележки от сварочного САК еще во многих хозяйствах стоят и до них не доходят руки.
Но все таки мы рассмотрим целый но непригодный к использованию САК сварочный тип АДБ-3122у1, так как он тяжелый и цветных и черного металла в нем ну очень много, и сколько денег мы заработаем если такой САК аппарат сдадим в металлолом раздельно отделив черный металл от цветного, меди,алюминия,латуни, черного металла.
Выпрямитель сварочный ВД-121 У2 «УНИВЕРСАЛ»
Каталог электротехнического оборудования > Электросварочное оборудование > Источники электропитания для электродуговой сварки, резки и наплавки > Сварочные выпрямители > Выпрямитель сварочный ВД-121 У2 «УНИВЕРСАЛ»
Общие сведения
Выпрямитель ВД-121 У2 «УНИВЕРСАЛ» предназначен для сварки наплавки и резки электрической дугой стальных деталей при ремонте и изготовлении различных конструкций. Выпрямитель дополнительно может использоваться для: запуска холодного двигателя легкового автомобиля на морозе до минус 30°С, обеспечивая надежный и быстрый пуск, а также увеличение срока службы аккумулятора; питание различных электроприборов, рассчитанных на постоянное напряжение 12 В. Для сварки используются штучные сварочные электроды диаметром 2 и 3 мм всех марок. Выпрямитель обеспечивает глубину проплавливания при сварке до 5 мм и резку стали толщиной до 4 мм включительно.
Структура условного обозначения
ВД-121 У2 «УНИВЕРСАЛ»: ВД — выпрямитель для дуговой сварки; 12 — номинальный сварочный ток, десятки А; 1 — номер модификации; У2 — климатическое исполнение и категория размещения по ГОСТ 15150-69; «УНИВЕРСАЛ» — торговая марка.
Условия эксплуатации
Высота над уровнем моря не более 1000 м. Температура окружающей среды от минус 45 до 45°С. Относительная влажность воздуха не более 98% при температуре 25°С. Исключение воздействия дождя или снега. Выпрямитель не требует защитного заземления, так как в его конструкции применена система двойной изоляции. При работе с выпрямителем допускается наличие не более одного условия повышенной электробезопасности: Сырости (относительная влажность более 75%). Токопроводящих полов (земляных, металлических, железобетонных и кирпичных). Высокой температуры (длительно более 30°С). Возможности одновременного прикосновения человека, к имеющим соединение с землей металлическим предметом с одной стороны и металлическими частями корпуса выпрямителя с другой. Выпрямитель соответствует требованиям ТУ 16-93 ДШИБ.435211.006 ТУ.
Нормативно-технический документ
ТУ 16-93 ДШИБ.435211.006 ТУ
Технические характеристики
Напряжение питающей сети, В — 220+10% Частота питающей сети, Гц — 50 Номинальный сварочный ток, А, на ступенях: 40 — 40 60 — 60 80 — 80 125 — 125 Номинальная продолжительность нагрузки (ПН), % — 20 Продолжительность цикла сварки, мин — 5 Диапазон регулирования сварочного тока, А, на ступенях: 40 — 35-45 60 — 55-65 80 — 80-100 125 — 110-140 Режим работы — Повторно- кратковременный Напряжение ХХ, В, не более — 50 Номинальный выпрямленный ток в период пуска, А — 200 Режим пуска, с: работа, с, не более — 10 пауза, с, не менее — 60 Выпрямленное напряжение на ступени П (без нагрузки), В — 12-14 Эквивалентный ток, потребляемый из сети, А, не более — 15 Средняя мощность, потребляемая из сети, кВт, не более — 1 Расход электроэнергии за 1 ч работы, кВт·ч, не более — 1 Габаритные размеры, мм — 480x220x340 Масса, кг — 29 Гарантийный срок эксплуатации — 1 год со дня продажи выпрямителя.
Конструкция и принцип действия
На панель управления выпрямителя (рис. 1) выведены пластмассовая колодка переключателя вида работ и ступеней сварки, замыкатель, сигнальная лампа и клеммная колодка.
Панель управления выпрямителя ВД-121 У2 «УНИВЕРСАЛ»: 1 — клеммная колодка; 2 — сигнальная лампа; 3 — замыкатель; 4 — пластмассовая колодка переключателя Выпрямитель включается автоматическим выключателем, расположенным на задней панели выпрямителя. Режим сварки или пуска устанавливается переключателем втычного типа. Замыкатель вставляется до упора в одно из гнезд пластмассовой колодки переключателя и таким образом подключается соответствующая цепь к выходным зажимам клеммной колодки. Выпрямленное напряжение снимается с клеммной колодки с тремя винтовыми зажимами. Зажим «+» является общим для всех видов работ. В колпачке электрододержателя имеется отверстие для электрода, который закрепляется и освобождается вращением колпачка. Выпрямитель преобразует переменное напряжение электросети в пониженное выпрямленное напряжение и ток со специальными характеристиками, необходимыми для сварки, а также для питания стартера и 12-вольтовых электроприборов. Электрическая принципиальная схема выпрямителя представлена на рис. 2.
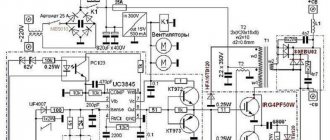
Электрическая принципиальная схема выпрямителя ВД-121 У2 «УНИВЕРСАЛ»: QF — автоматический выключатель; М — вентилятор; С1-С6 — конденсаторы; TV — трансформатор; SA — переключатель втычного типа; HL — сигнальная лампа; VD1, VD2 — выпрямительные блоки; L — дроссель; ХР — вилка; ХТ — клеммная колодка; RU — варистор; БК1-БК5 — выводы большой катушки трансформатора; МК1-МК5 — выводы малой катушки трансформатора Для проведения сварки кабели от электрододержателя и зажима присоединяются к зажимам «+» и «-» («Сварка») клеммной колодки. Зажим «крокодил» прикрепляется к свариваемой детали. Электрод закрепляется в электрододержателе. Замыкатель вставляется в гнездо переключателя в соответствии с выбранной ступенью сварки. Далее включается выпрямитель, при этом должна загореться сигнальная лампа. Диаметр электрода выбирается в зависимости от толщины кромок свариваемых деталей по таблице.
Толщина кромок, мм
Диаметр электрода, мм
При сварке деталей, требующих большого разогревания кромок, глубокого проплавливания, при резке, а также при сварке графитовым и угольным электродом электрододержатель подключается к зажиму «-» сварочной цепи выпрямителя, а при сварке и наплавке тонколистовых конструкций (1-2 мм) и нержавеющих сталей — к зажиму «+». Зажигание дуги производится одним из двух способов. Можно коснуться свариваемого изделия торцом электрода и затем отвести электрод от поверхности образовавшейся дуги. Можно также быстрым боковым скользящим движением коснуться свариваемого изделия и затем отвести электрод от поверхности изделия на такое же расстояние. Для получения плотного и ровного шва при сварке на горизонтальной плоскости электрод должен иметь наклон от вертикали в сторону ведения шва на 15-30°. Если необходимо получить широкий шов, то при продвижении вдоль него одновременно совершаются поперечные колебательные движения электродом.
При сварке тонкого металла 1-3 мм, во избежание сквозных прожогов, поперечные движения электродом не делают, применяют сварку с периодическим прерыванием дуги. Резка электрической дугой представляет процесс выплавления металла из зоны резания. Дуга зажигается на кромке разрезаемого листа так, чтобы расплавленный металл имел возможность свободного стекания. Резка производится электродом диаметром 2 мм на ступени 125. Наплавка применяется для восстановления изношенных поверхностей деталей. Накладываются отдельные валики параллельно друг другу. Каждый последующий валик расплавляет часть уже наложенного. Наплавка производится электродом диаметром 3 мм на ступени 125. Наклон электрода от вертикали следует увеличить, чтобы уменьшить глубину проплавления. Время непрерывного горения сварочной дуги должно быть ограничено во избежание перегрева и выхода из строя выпрямителя и прежде всего выпрямительных диодов. Поэтому периоды сварки должны чередоваться с обязательными перерывами в работе (паузами). При автоматическом срабатывании выключателя следует сделать паузу 5-10 мин. Для увеличения срока службы выпрямителя непрерывная работа в режимах, указанных в таблице, должна продолжаться не более 4 ч, после чего необходимо сделать перерыв и охладить выпрямитель температуры воздуха. При пуске двигателя выпрямитель соединяется с аккумуляторной батареей автомобиля посредством двух кабелей с зажимами «крокодил». Один кабель соединяет винтовой зажим «+» на клеммной колодке с плюсовым выводом аккумулятора (зажим «крокодил» цепляется прямо на вывод аккумулятора и провод, отходящий от вывода к стартеру, без каких-либо пересоединений в схеме автомобиля). Другой кабель должен соединять винтовой зажим «-» («Пуск») с минусовым выводом аккумулятора. Замыкатель устанавливается в гнездо «П» втычного переключателя. Выпрямитель включается в сеть. Производя подзарядку аккумулятора в течение 3-4 мин, осуществляют запуск двигателя стартером. Длительность работы стартера не должна превышать 10 с при паузах между пусками не менее 1 мин. Общее число таких циклов пуска не более 10 подряд. Питание 12-вольтовых электроприборов осуществляется от зажимов «+» и «-» («Пуск») при установке замыкателя в гнездо «П» на втычном переключателе. Питаемые одновременно электроприборы не должны быть суммарной мощности более 360 Вт (30 А) (безопасное освещение, электровулканизатор, насос для мойки, компрессор, вентилятор, пылесос и т. п., исключая радиоаппаратуру, требующую дополнительных фильтров).
Сколько меди и алюминия в сварочном аппарате ВД-306 разобрав на части?
Таблица обмоток электродвигателей как разобраться? СМОТРИ ТУТ.
Как разобрать электродвигатель на части СМОТРИ ТУТ.
Таблицы измерения количества меди в любых электродвигателях СМОТРИ ТУТ.
Простейший электродвигатель
Подойдет таблица количества меди в электродвигателях. … В его состав входит большое количество различных материалов, а именно меди. Поэтому у многих пользователей возникает вопрос, сколько этого материала содержится в электродвигателях. Детали устройства с содержанием меди.
Сварочный аппарат ВД-306 большой и малые параметры сварки
Сварочный трансформатор/аппарат весит около 210 кг, в советском корпусе и все остальные часть металлические и тяжелые, вычтем трансформаторное железо, обмотка алюминиевая получим 15 кг. алюминия + сварочный медный кабель.
См.страницу:Разведка копа заброшенных железных дорогах Москвы.
Таблица обмоток электродвигателей как разобраться? СМОТРИ ТУТ.
В сварочном аппарате ВД-306 имеется электродвигатель с 6 лопастным вентилятором обдува и охлаждения обмотки силового агрегата довольно массивного вида. Огромные 6 алюминиевых радиаторов-диодов около 2-х кг каждый внутри аппарата.
Сварочный аппарат ВД-306 большой и малые параметры сварки
—катушки алюминиевые аппарата 6 шт
—катушка медная малая 1шт. 60 гр. меди
-катушка больше медный провод 1 шт. 150 гр. меди
-реле с латунными клемами 1 шт.
-чистой медной проволоки,пластин,проводов,клеммы и т.д. 4 кг.250 гр. + 1 килограмм из разной мелочевки выключатели,переключатели.
—900 грамм латуни
-алюминий с катушек 17 кг. чистого веса
—серебро в малом количестве.
—черный металл не будем считать примерно от 60 кг.
Дальше считайте сколько всего можно извлечь из этого Советского сварочного аппарата.
Сварочный аппарат ТД500 при разборе дал:
В больших сварочных аппаратах времен СССР как правило меди очень мало, а вот алюминий вы найдете до 30 кг. на больших и огромных изделиях.
Сварочный аппарат типа «Феникс «
Так сколько же меди и алюминия в сварочном САКе?
САК сварочный аппарат-обычно колесный – по своей сути гибридная конструкция, которая содержит в себе сварку и передвижную электростанцию.
Работают как правило на бензиновых и дизельных моторах для работ в отдаленных местах сельскохозяйственных угодий, на фермах и полевых станах.
Покупка электродвигателей под восстановление 8
Используемые в России классификации САКов сварочных в настоящее время и часть из них использовалась в СССР.
АДД-4004ПР АДД 2х250 DGW310-2S Huter DY6500LXW ENYO DAW-180SS
Берем например сварочный выпрямитель ОКП 34 4184. 1085 выпущенный в СССР со знаком качества на бирке, называемый»сварочный выпрямитель ВД-306УЗ.
- номинальный сварочный ток 315А
- номинальное рабочее напряжение 32V
- пределы регулирования сварочного тока 45-315А
- масса 174 кг.
Четырехколесный прицеп на дизельном ходу, масса 1750 кг. общего веса. Вес самого выпрямителя сварочного 174 кг. Извлекаем весь металл имеющийся в нем:
Покупка электродвигателей под восстановление 8
—медные шины и проволока 32.5 кг. —алюминиевые составляющие до 8 кг. —кабель сварочный медный 12 кг. —диоды 12 шт -кожух статора и вал 120 кг. -весь черный металл примерно 128 кг.
Все приведенные данные примерные, где то больше а где то совсем мало, все зависит от мощности сварочного выпрямителя. На один кг. меди примерно кВт мощности. Все зависит от года выпуска. В СССР медной шины и проволоки было больше, так же там и присутствовал алюминий в больших количествах.
Трансформаторная медь
В современных САКах меди намного меньше и сама внутренняя конструкция (наполнение) электро-выпрямителя изменилась в сторону уменьшения количество медной составляющей.
Источник
сварочный выпрямитель времён СССР Анод ВСБ-81УЗ
Подарили мне сегодня сварочный выпрямитель времён СССР, а если быть точнее то 1970 года выпуск в рабочем состоянии. [
]( ) Анод ВСБ-81УЗ, максимальный ток 100А. Ещё неиспытывал его. Варить надо будет по мелочёвки то забор на даче, ну и так мелочёвку всякую. Вот и думаю нормально ли будет такой агрегат варить. Что можете сказать знающие человеки?
ZeRRon написал : Подарили мне сегодня сварочный выпрямитель времён СССР, а если быть точнее то 1970 года выпуск
Выпуск 04 месяц 87 год. 160 руб.Абалдеть- ползарплаты в то время . Провести ревизию с протяжкой соединений, примастырить вентилятор охлаждения (если нет) и вперёд с песнями.
ZeRRon написал : Вот и думаю нормально ли будет такой агрегат варить.
Ну почему бы и нет, Ф2 и Ф2,5 сейчас не в дифеците, как 40 лет назад. Почти мой первый аппарат, только у мну 125 амперей было. И отпахал он ,до пенсии, будь здоров. С 1986 по 2004. Может и сейчас ещё живой. Только я там чутка витков добавил и вентилятор поставил. Ах да, ещё и мост диодный поменял на пром диоды, старые выгорать по одному стали.
А электроды Ф3 непотянет? Вентелятора нет, но поставлю (уже нащёл).
Ну возьмите для пробы пару штук, но помоему не потянет. Провара точно не будет, только присрать сможете и то под вопросом.
Он и тройку потянет, но исходим из того, что выпрямитель бытовой, продолжителность нагрузки 20%, цикл 5 минут- следовательно время неперывной сварки 1 минута ( это 1 электрод) и дальше четыре минуты курим. При первом включении , пока холодный он и пару электродов схавает, а если нужно побольше варить, то придется делать принудительное охлаждение.
ни фига. там всё с запасом . варить можно уверенно, тем более с обдувом.
Начитавшись всю ночную смену про сварку, придя дамой первым делом померил напряжение холостого хода 76,8Вольт. Это нормально?
ZeRRon написал : померил напряжение холостого хода 76,8Вольт. Это нормально?
Это даже очень хорошо.
А какое сечения кабеля посоветуете на данный сварочник? 16мм2 хватит?
ZeRRon написал : А какое сечения кабеля посоветуете на данный сварочник? 16мм2 хватит?
Ваще зачепательский выпрямитель, у нас у узбеков такой был, хотел купить у них, а они зажали, в общем варить им одно удовольствие. Только узбеки ****** сожгли его, жалко то как.
Всё никак невыбирусь в гараж, и опробывать его, сегодня кончилось терпения и опробывал (теперь уже мой) сварочник немного в квартире вернее на лестничной площадке. Сварщик из меня конечно тот ещё, до этого варил только переменкой сварочник Нордика и тоже старый советкий промышленный какойто. На этом (Анод) ощющение что дугу держит лучше и както мягче(незнаю как объяснить) варит. Вобщем как только будет время прямиком в гараж и набивать руку. А пока дома займусь протяжкой всех контактов и обустройствос принудительного охолождения.
Испытания проведены успешно, Ф3 варит отлично при температуре -7 градуса после 2 электродов можно сказать даже нисколько не нагрелся. Теперь настало время небольшой его доработки, а точнее создание принудительного охолождения. Так вот вопрос вот вчём, как лучше ставить вентиляторы на вдув или на выдув? Боковые стенки и верх в которых сейчаз заводские отверстия в скором времени будут заменены тоесть выход(или вход) воздуха можно организовать где угодно. Также сейчаз имеються ещё отверсттия для отвода тепла в днище сварочника. Планирую поставить на задней стенки два вентилятора по 0,75 м3/мин на вдув а отвод воздука сделать через днище. Что на это скажите? И ещё вопрос какая часть в нём всех больше грееться, Сам трасформатор, дросель, диоды. На кого лучше всего направлять поток воздуха.
Комментарии • 0
Кулера можно продать по 50 но это дело если захочешь
У меня пакет компьютерных лежит, даже по 40р никто не стал брать
Кто Пишит лутше продай. У вас свой будет и разбкрайет
Я свечку ставил чтобы такой сдох и купили что-то человеческое Не выносим в эксплуатации корпус консервная банка диодный мост гавно стрелялка ещё та Были и двухпостовые тяжелый А пусковые токи такие что вырубало номинал автоматов по 100 А Купили 350 А китайцев пром серии и забыли о ремонте
@Вован Утилизатор Китайцы не с рынка А промышленное оборудование обходится дешевле чем именитые европейцы бытового класса
Классно. Кстати китайцы неплохо делать стали.
Нет в нем меди 2 кг всего
И те в кабеле были