| Место | Наименование | Характеристика в рейтинге |
| Лучшие газовые резаки по металлу |
| 1 | Krass Р3П-300 | Лучший выбор |
| 2 | REDIUS Р2А-01М | Облегченная конструкция |
| 3 | ДОНМЕТ РК Вогник 182 | Универсальная плазменная горелка |
| 4 | КЕДР Р3П-05 1390036 | Удлиненная конструкция |
| 5 | Сварог РЗ 62-3F 1C005-0012 | Лучший резак с рычажным продувом |
| Лучшие ручные резаки по металлу |
| 1 | СЛЕДОПЫТ-GTP-S05 | Лучший резак ручного типа |
| 2 | Campingaz Chalugaz profil | Самая удобная ручная конструкция |
| 3 | Kovea KT-2008 | Удобный резак для мелких работ |
| 4 | Следопыт GTP-R03 | Компактный инструмент |
| 5 | Kovea KT-2911 Long Canon | Ручная горелка с удлиненным соплом |
Существует много способов резки металла, но наиболее эффективным, простым, и, как не странно, безопасным является газовый метод. Суть технологии основывается на химическом взаимодействии горючего газа, в большинстве случаев пропана, с кислородом. В результате такого синтеза образуется направленное пламя с высокой температурой в центре, которая достигает точки плавления стали.
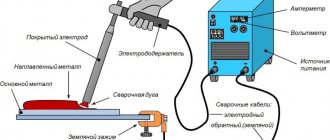
Более современный метод – это плазменная резка. Технология схожая, только в качестве активатора струи выступает электрическая дуга. Плазменный резак способен создавать более тонкий рез, но если в случае с пропаном достаточно обзавестись всего двумя газовыми баллонами (с пропаном и кислородом), то здесь понадобится специальный аппарат – плазмотрон.
Выбирая резак следует в первую очередь обращать внимание на его эргономичность и удобство. Как правило, процесс резки занимает много часов, а в некоторые места очень сложно добраться. Конструкция резака подбирается индивидуально, в зависимости от поставленных задач. Также смотрим на безопасность инструмента, но если говорить о нашем рейтинге, куда попали 10 лучших резаков, то этот параметр присутствует у всех моделей, вне зависимости от их ценовой категории.
Лучшие газовые резаки по металлу
Газовый резак состоит из нескольких модулей: держателя, вентильной системы, трубок и сопла. Каждая модель имеет свои особенности. Например, сопло должно оснащаться защитой от обратного удара, а рукоятка удобно лежать в руке и не выскальзывать. Особое внимание при выборе уделяется вентильной системе, на которую приходится основная нагрузка при работе. Расположение вентилей также имеет значение в плане удобства, и в некоторых моделях продувочный вентиль заменяется рычагом.Такие инструменты тоже представлены в нашем рейтинге.
Виды газовых резаков
На рынке представлены сотни моделей различных производителей, однако классификация происходит по таким критериям, как:
- Способ резки. Чаще всего различают два способа: поверхностный и разделительный, обычно применяется первый тип.
- Резаки могут быть ручными и механизированными.
- Также, различие касается видов топлива, которое используется устройством. Так существуют пропановые, метановые, ацетиленовые и керосиновые резаки.
- По конструктивному исполнению существует два вида моделей: с инжектором и без.
- Кроме этого, различия заключаются в типе используемого мундштука, а также подачи кислорода, которая может быть низкого или высокого давления.
На магазинных полках встречаются сотни видов устройств, которые производятся как отечественными, так и зарубежными производителями. Большинство из них отличается сложностью модификаций и эргономией, но по конструктивному исполнению они все схожи. Так независимо от ценовой категории прибор обладает ручкой, вентилем, который регулирует подачу топлива, а также наконечником, где образуется пламя.
Отличительные особенности резака инжекторного типа
Подобные приборы дают возможность применять горючее топливо разного давления: от низкого до высокого. Когда кислород проходит через инжектор, то создаётся эффект разрежения (это выполняется в специальной камере) из-за этого происходит подсос газа. После этого, получившаяся смесь поступает в головку.
Независимо от производителя в комплектации резака присутствует 4-6 мундштуков, благодаря которым обеспечивается высококачественный и скоростной раскрой металла, толщина которого не должна превышать 20 см (при работе с ацетиленом). Кроме этого, в комплекте есть 7 внутренних элементов, которые способны работать с материалом до 30 см (пропан-бутан). Также некоторые модели могут иметь некоторые модификаций наружных мундштуков.
Важно понимать, что некоторые резаки выпускаются для работы с конкретными металлами определенной толщины, так, например, чтобы раскроить углеродистую или низкоуглеродистую сталь (толщина которой не превышает 10 см), то человеку необходимо иметь устройство, которое предназначено для работы с ацетиленом и пропаном-бутаном. Чтобы произвести процесс резки с толстым металлом, важно выбирать прибор, который способен функционировать как с ацетиленом и пропаном, так и метаном. Тогда человек получит высокую эффективность.
Резаки с внутрисопловым смешением
В подобных устройствах смешение происходит в специальных каналах, которые располагаются между внешней гильзой и мундштуком. Чтобы произвести подачу кислорода, человеку необходимо использовать рычажный клапан, для газа применяется отдельные регулятор, расположенный на рукоятке резака.
Покупая подобный прибор, важно знать, что универсальных моделей нет. Выпускаются резаки в 3 исполнениях: предназначенные для проведения работ с ацетиленом, пропаном и метаном. Кроме этого, подобные устройства обладают высоким уровнем безопасности, так как газ смешивается в головке, а не у рукоятки. Однако, такое конструктивное решение чаще всего дороже, чем предыдущий вариант, поэтому используется в промышленности.
Керосино-кислородные устройства
Подобные резаки для металла имеют более существенные отличия в конструкции, по сравнению с газовыми. Связано это со способом получения пламени, потому что необходимо преобразовать жидкость в газообразное состояние. Эта операция происходит в испарителе, где керосин подогревается из-за подогревающего элемента.
Топливо подаётся под давлением в 30 кПа и проходит из бачка по специальному шлангу. Для обеспечения безопасности ёмкость обладает специальным предохранительным клапаном, а также насосом. В бак может поместиться около 8 литров топлива. Использование подобного устройства незаменимо при полевых работах.
Газовый резак своими руками
Мини-горелку для мелких работ (например, плавки и резки медных проводов) можно изготовить и самостоятельно. Для этого понадобится:
- 2 большие капельницы;
- баллончик с газом для заправки обычных зажигалок;
- игла, используемая для накачивания мячей;
- ниппель;
- компрессор;
- аквариумный насос;
- медный провод;
- паяльник с расходниками;
- надфиль.
Инструкция по сборке:
- Игла от капельницы сгибается под углом примерно 60°, острый конец затачивается.
- В боковой части иглы для мячей делается отверстие, в которое пропускается согнутая игла от капельницы с выступом конца примерно на 2 мм.
- Оставшееся отверстие обматывается медной проволокой и хорошо запаивается.
- На окончаниях игл крепятся трубки из капельниц.
- К толстой игле подводится газовый баллончик, к тонкой – компрессор.
Фото. Внешний вид самодельного мини-резака
Регулирование подачи газа выполняется пластиковыми перемычками, установленными на трубках от капельниц.
Необходимое оборудование
Резак Р101
Самым первым резаком было устройство Р1-01, его сконструировали еще в СССР, затем появились более модернизированные модели – Р2 и Р3. Отличаются аппараты размерами сопел и мощностью редуктора. Более современные ручные установки:
- Смена;
- Quicky;
- Орбита;
- Secator.
Они отличаются набором дополнительных функций и производительностью.
Quicky-Е может осуществлять фигурную резку, по заданным чертежам, скорость работы достигает 1000 мм в минуту, максимально допустимая толщина металла до 100 мм. Устройство имеет набор съемных сопел для обеспечения обработки металлических листов или труб различной толщины.
Машинка автогенной резки Messer
Этот аппарат может работать, используя различные виды горючего газа, в отличие от прототипа Р1-01,который работает только на ацетилене.
Ручной резак Secator имеет более улучшенные характеристики по сравнению с аналогами.
Резак Р2-01
С его помощью можно обрабатывать металл толщиной до 300 мм, это обеспечивают дополнительные насадки, входящие в комплект, они съемные и их можно приобрести дополнительно, по мере износа. Secator может производить следующие виды резки:
- фигурную;
- прямую;
- кольцевую;
- под скосом.
Скорость может регулироваться в диапазоне от 100 1200 мм в минуту, а с помощью встроенной муфты свободного хода обеспечивается плавное перемещение машины по листу металла. Редуктор с воздушным охлаждением обеспечивает более чистую работу и сокращает расход горючего вещества.
Вышеперечисленные модели относятся к ручным, то есть они компактные, управляются с помощью рук мастера. Но для больших объемов обрабатываемого металла работать с такими
Стационарная режущая установка
установками неудобно и не эффективно. Для промышленного производства применяются стационарные режущие установки — это, по сути, та же технология.
Они представляют собой станок со столешницей, в которую встроен режущий механизм. Работу его обеспечивает электрический
компрессор, для которого необходима электросеть с не менее 380 В и трехфазными розетками. Технология работы моделей стационарных режущих установок ничем, но отличается от ручных. Разница лишь в производительности, максимальной температуре нагрева, и способности обрабатывать металл, толщиной более 300 мм.
Правильная настройка газового резака
Перед началом работы с новым газовым резаком по металлу нужно правильно подключить и проверить работоспособность инструмента. Непосредственно настройка устройства выполняется производителем в заводских условиях и является финишным этапом его сборки. Самостоятельное вмешательство в конструкцию горелки запрещается.
Последовательность работ:
- Изучить инструкцию по эксплуатации и выполнить все пункты согласно предписанию завода-изготовителя.
- Подключить устройство к баллонам с горючим и режущим газами. При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
- Проверить целостность инструмента, наличие всех прокладок, отсутствие масляных следов возле кислородного вентиля.
- Настроить подачу газа и кислорода, продуть шланги. При работе с ацетиленом вентиль подачи открыть на 1 оборот, при этом давление вещества должно быть до 1 атм., но лучше выставлять – 0,54 атм. Для продувки надо открыть вентиль на резаке, а после изменения звука – закрыть. При настройке подачи кислорода давление выставляется в размере 2 атм. Затем продуваются шланги с помощью вентилей на редукторе и резаке.
Также следует помнить, что запрещается менять шланги для подачи кислорода и пропана (ацетилена) между собой, продувать шланг для пропана (ацетилена) кислородом.
Фото 6. Процесс разделительного резания толстого металлопроката газовым резаком
Преимущества и недостатки
Любой инструмент имеет свои плюсы и минусы, резак газовый – не исключение. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
- Относительно большая толщина разрезаемого металла – до 300 мм в зависимости от модификации и рабочих параметров (используемого газа и давления кислорода).
- Стабильное горение пламени без хлопков и обратных ударов.
- Возможность резки сталей в любом направлении, независимо от толщины.
- Высокая производительность.
- Простота обслуживания и продолжительный срок службы.
Фото 4. Процесс газокислородной резки
Однако недостатков у него не меньше:
- В результате сильного нагрева вырезаемые детали могут деформироваться (особенно из тонколистового металла).
- Достаточно большая ширина реза, что требует соблюдения определенных припусков при разметочных работах.
- Невысокое качество реза – кромки неровные с окислами и окалиной. Поэтому перед сварочными или другими работами требуется предварительная обработка кромок.
- Довольно высокая себестоимость процесса газокислородной резки.
Что такое газовый резак
Резка металла большой толщины довольно трудоемкий процесс и механический инструмент не всегда помогает в таком деле. Для полноценного раскроя проката любого вида используют газовые резаки. Принцип работы инструмента основан на сгорании металла в струе кислорода, подаваемого в рабочую зону. В зависимости от используемого газа, конструкция разных моделей резаков отличается размерами или некоторыми деталями, но принцип работы у всех одинаковый.
Резак состоит из наконечника, ствола с группой запорно-регулировочных вентилей, сменных мундштуков, смесительного устройства, рукоятки, штуцеров и ниппелей с гайками для присоединения газовых рукавов.
Работа газовым резаком
Процесс газовой резки заключается в первоначальном нагреве металла подогревающим пламенем до температуры его горения, что приблизительно на 20% ниже температуры плавления. Подготовка к работе происходит путем открытия вентиля подогревающего кислорода и горючего газа, и смешения этих газов в инжекторе. Непосредственно для резки металла открывается вентиль подачи струи режущего кислорода. Перед началом работы необходимо обязательно убедится в исправности резака и подготовить метал для резки, очистив его от механических загрязнений.
Качество резки зависит
- от угла наклона резака при резке металла;
- от скорости перемещения резака (металл не должен перегреваться, а должен сгорать, иначе края реза будут неровными и содержать большое количество шлака);
- от чистоты кислорода. Чем выше чистота кислорода, тем меньше расход газа, а сам процесс резки протекает быстрее. Как правило применяют кислород чистотой от 98,5% и выше.
Буквенное обозначение горючего газа при маркировке резака
- А
— ацетилен; - П
— пропан-бутан; - М
— метан; - С
— коксовый газ; - МАФ
— метилацетилен-алленовая фракция.