Время металлических бамперов, кажется, ушло безвозвратно. Сегодня производители автомобилей предпочитают выполнять эту деталь из пластика. Такое решение делает транспортное средство более лёгким, но у него есть минусы: пластиковый бампер достаточно легко повредить, это не редкое явления при дорожных происшествиях (особенно часто страдает передний бампер).
Не всегда целесообразно менять повреждённую деталь, во многих случаях ее вполне реально отремонтировать путём пайки. Сделать это можно при определённых навыках и желании своими руками в домашних условиях.
Порядок работ
Последовательность выполнения работ по восстановлению и пайке бампера можно представить следующим образом:
- в первую очередь пластмассовый бампер, который нуждается в ремонте, аккуратно снимается с авто;
- далее необходимо его помыть, обезжирить и избавить от грязи и мусора, убрать лакокрасочный состав с повреждённого участка;
- если бампер раскалывается на несколько кусков, то их совмещают в исходную целостную конструкцию, состыковывая края;
- теперь можно приступать к процессу пайки, который сводится к поступательному перемещению жала паяльника с одного края трещины к другому с небольшим утапливанием жала в тело бампера;
- далее пластик, который был выдавлен при пайке, разравнивается по поверхности паяльником;
- после этого с внутренней стороны детали делать ничего не нужно, места спайки всё равно видно не будет. А с наружной стороны понадобится обработка поверхности на месте трещины – шлифовка, шпаклёвка, покраска.
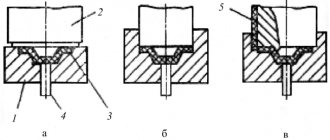
Иногда пайка бампера проводится с применением армирующей сетки. Данную сетку правильно использовать при больших и серьёзных трещинах. Особенность этого метода состоит в том, что после снятия и очистки мастер должен «втопить» в пластик сетку. То есть сетка для пайки бамперов аккуратно прикладывается с внутренней стороны детали и нагревается паяльником. А когда температура сетки становится достаточной, её нужно просто вдавить в пластмассу отверткой.
В некоторых случаях мастера предварительно, помимо сетки, устанавливают на бампер скобы или крепления для стягивания трещины. Об особенностях этой процедуры будет рассказано в соответствующем разделе.
Выбор прутка для спайки полимеров
Присадочные проволоки для полимеров производятся на базе различных материалов. Существуют присадочные прутки типа ПП (РР, полипропилен), присадочная проволока АБС (ABS), а также прочие разновидности, которых довольно много. Ведь количество типов проволок зависит от количества разновидностей пластмасс.
Это основано на том, что для качественного выполнения шва состав материала детали должен быть идентичен составу рабочего элемента.
Это правило, работающее как для металлов, так и для полимерных соединений. Нужно выполнить сваривание полипропилена низкого давления? Берется присадочный тип ПНД.
Стоит помнить, что диаметр прутка для сварки пластика не должен превышать ширину отверстия паяльного аппарата. Превышение толщины рабочего элемента приведет к его застреванию внутри паяльника. Это правило относится ко всем его видам.
Полимерные присадочные элементы бывают разного типа сечения. Этот показатель зависит от производящей их компании.
Кто-то производит их с сечением в форме треугольника, кто-то – в форме круга. Встречаются также плоские модели прутков для сварки пластика. Круглое сечение подходит для всех типов работ.
Снятие бампера
На большинстве автомашин бамперы закрепляются при помощи пистонов и винтов. Трудность тут состоит в том, что некоторые крепёжные элементы не видны с первого взгляда, их придётся отыскивать.
Далее потребуется отсоединить подкрылки от бампера, часто под ними спрятаны саморезы, закрепляющие боковины. Затем следует посмотреть на деталь снизу: там находятся винты крепления к корпусу, и иногда – специальная пластиковая защита от брызг.
Верхние крепёжные болты переднего бампера находятся под декоративной решёткой радиатора, поэтому сначала снимают ее. Дополнительные винты могут размещаться за нижней решёткой, а также за регистрационным знаком.
После выворачивания всего крепежа бампер, начиная с концевых частей, осторожно отсоединяется от корпуса. При необходимости также отсоединяются провода от противотуманных фар и омывающие шланги.
Подготовка материалов
Минимальный набор материалов может включать металлическую сетку, пластиковые прутки в качестве припоя, грунтовку, шпаклёвку, краску и старый бампер.
Металлическую сетку можно приобрести в офлайновых и онлайновых строительных магазинах. Её ячейки обязательно должны были мелкими (от 1 миллиметра). Традиционно для описываемых целей использовали сетку из стали. Однако в последнее время многие стали делать выбор в пользу такого материала, как латунь.
Выбор грунтовки имеет свои нюансы. Она продается в разных видах и форматах, но для работы с автомобилем лучше всего покупать грунтовку в баллончиках.
Шпаклёвкой тоже пренебрегать не следует. Как бы вы аккуратно ни заделывали трещины, их всё равно дополнительно нужно зашпаклевать – только так можно добиться приемлемого эффекта.
Отдельно стоит сказать и о припоях. Каждая упаковка магазинных сварочных прутков (припоев) должна иметь маркировку, указывающая на тот или иной тип пластмассы.
Маркировки бывают следующие:
- ABS (акрилонитриловый бутадиеновый стирол);
- PA (нейлон);
- PC (поликарбонат);
- PVC (поливинилхлорид);
- PE (полиэтилен).
Если вы не знаете разновидность своей пластмассы, подберите похожий по внешнему виду пруток и поработайте с ним на оборотной стороне детали.
Оптимальная толщина прутков определяется по шву. Толстые элементы следует использовать для глубоких полостей. А для втапливания армированной сетки или для того, чтобы припаивать стёжку на внешней поверхности бампера, применяют более тонкие элементы.
Что касается старого бампера, то потребность в нём может быть обусловлена, например, нехваткой пластика. Говоря иначе, это актуально только при очень серьёзных повреждениях.
Чем лучше паять пластиковые бампера машин?
Всем добрый день ,по порядку если заниматься пайкой не професионально -подойдет обычный паяльник на ватт100-150 ,жало максимально задвинуть во внутрь паяльника хватит вылета 1,5-2см ,кончик затачиваем на 60-70 градусов ,
подготавливаем бампер- соединяем две лопнувшие чясти встык (ФАСКУ НЕ СНИМАЕМ),делаем паяльником пару -тройку точечных пропаек и сразу их охлаждаем мокрой тряпкой (под пропайкой имеется- в одной точке делаете как бы ров жалом и заполняете- заглаживаете тем что повылазило по бокам)
потом проходите по всей длинне шва паяльником как плугом ,примерно на половину толшины пластика-получяется хорошая и нужная фаска шо повылазило по бокам акуратно срезаем канцелярским ,сапожным ножом
наружную окраску в раёне шва расчищяем вчистую до пластика примерно на сантиметр по сторонам (подойдет болгарка с кругом покрытым сегментами наждачки зерно100-120) при этом счищяя краску не перегрейте пластик ,тоесть лёгкими касаниями,хотя лутше этого не делать ,так как потом всёравно чистить шов после пайкки
подготовка эллектродов (надо было поставить в начале всего списка)определяем тип пластика ,обычно на всём автомобильном пластике есть маркировка (гдето внутри )как правило это АВС илиРР все дописи к этим маркам типа РРЕВ итд врядли помешают процессу и дальнейшей эксплуатации :)НО на каждом бампере есть дополнительные ребра жосткости ,или невидимые глазу нижние кромки с которых если обрезать на эллектроды около 1-0,5 см никто не заметит если аккуратно- (типа так и було:wink:))) ) ,так,ага ,електрод ,
полоска должна быть сечением гдето 5*2 мм длинна поизвольная кстати проверить подходит ли пластик легко на невидемой чясти припаиваем кончик эллектрода ,охладив(обязайтельно)пробуем оторвать если крепко держится знач ТО!!!!
пйка, прилаживаем жало плоскостью к фаске и левой рукой прилаживаем на верхнюю часть жала эллектрод прогрели ,и потихоньку и одновременно ведем на себя приэтом давая погрется эллектроду и пластику так штоб после прохода електрода оставался шов примерно вровень с поверхностью пластика ,первый шов ВСЕГДА налаживать с наружи так как легче контролировать профиль поверхноси ,переварачиваем изделие с трещиной:wink:)) повторяем те же операции и тут с одной тазницей окончяния швов на торцах дополнительно проходим поперечными примерно 3-2,5 см проходами предварительноНЕРАЗВАЛЬЦОВУЕМ!!шоб не подрезать основного шва (ЭТИ ПРИХВАТКИ НЕ РАЗ СПАСАЛИ НЕРАДИВЫХ МАЛЯРОВ КОТОРЫЕ ПОСЛЕ ПОКРАСКИ ПРИ СУШКЕ ПЕРЕГРЕВАЛИ БАМПЕР)
И никогда не суйте говна типа сетки,проволоку ии всякие клея помните когдато этот бампер или чегототам может прийти еще раз в работу после очередного там тьфу-тьфу дтп тогда будете чесать темечко и вспоминать чьюто мать :)))
если чего не понятно пишите всё расскажу ,подскажу бо работал 5 лет пйщиком бамперов и авто маляром
ФУУУУУУУУУУУУУУУХ
Требования к инструментам
Самый главный инструмент в данном случае – это, очевидно, паяльник. Здесь вполне можно использовать обычный электрический паяльник или газовая горелка мощностью от 100 ватт. В целом работает такой принцип: чем мощность паяльного оборудования больше, чем лучше.
Можно воспользоваться и таким инструментом, как фен для пайки (или, как его ещё называют, пистолет для пайки). Собственно, он похож по принципу действия на фен для волос, которым пользуются женщины после душа. Но только та мощность и те температуры, которые способен генерировать фен для пайки пластмассовых бамперов, значительно выше — с его помощью вполне можно расплавлять и паять пластик.
Кроме того, существуют паяльные станции, в которых есть одновременно и фен, и обыкновенный паяльник, и множество насадок. При наличии такой станции спаять любой бампер не составит значительного труда.
Ещё один важный инструмент, который здесь будет полезен – шлифовальная машинка с абразивными кругами. Она нужна для того, чтобы удалять лакокрасочный состав с повреждённого бампера. Оптимальный вариант – это машинки с кругом Р240.
Наждачная бумага тоже понадобится в процессе ремонта — для затирания шпаклёвки. Наконец стоит упомянуть о дополнительных инструментах, которые есть практически у каждого мастера — дрели с набором свёрл, зажимы, плоскогубцы, отвёртки и так далее.
Особенности стягивания
Как уже говорилось, стягивание может понадобиться для пайки больших трещин и при серьёзном нарушении структуры конструкции. Как именно делается эта процедура?
Прежде всего, следует приобрести металлический крепёж для крепления направляющих необходимых размеров — он есть практически в любом супермаркете стройматериалов. Затем нужно разрезать этот крепёж на пластины нужных размеров.
По обеим сторонам трещин в бампере проделываются отверстия, после чего с тыльной стороны (это позволяет сохранить эстетичный внешний вид) устанавливаются подходящие пластины. На следующем этапе в отверстия вставляются винты, и вся конструкция закрепляется гайками.
Отверстия в бампере необходимо просверливать сверлом диаметром от 3,6 до 3,8 миллиметров. При этом сверло обязательно должно располагаться ближе к наружному краю отверстия пластины.
Каждое просверлённое отверстие в бампере нужно ещё и зенкеровать, чтобы шляпка винта «утонула» в бампере. Если зенкера нет под рукой, можно применить в качестве альтернативы сверло, по диаметру немного превосходящее диаметр шляпки винта. Главное добиться нужного угла под эту шляпку.
Применение фена
Немного иначе ведётся пайка автомобильного пластика, если используется термический пистолет (фен). Здесь понадобятся специальные сварочные прутки (по сути, это припой для пайки пластика).
Их можно приобрести в профильных магазинах или даже изготовить самостоятельно. Главное, чтобы они были аналогичны свариваемому материалу. Один из концов прутка заостряют, а затем вставляют в соответствующее отверстие в насадке термопистолета.
Вести фен вдоль заделываемой трещины следует медленно, присадочный пруток должен быть наклонён к обрабатываемой детали под углом примерно в 45°. Если деталь из пластика разлетелась на отдельные куски, то её пайка феном проводится в два захода.
Сначала куски или фрагменты скрепляют между собой короткими стежками (швами). И лишь после этого производится окончательная надежная спайка. Когда материал остыл, поверхность детали шпатлюют и отшлифовывают, подготавливая к окрашиванию.
Для ремонта пластика мотоцикла, всевозможных элементов его внешнего оформления, можно применить пайку примерно по той же технологии, что и в случае ремонта автомобильного бампера. Тем более, что обычно панели мотоцикла делаются из того же ABS пластика.
Особенности пайки пластика
Мастером может использоваться дешёвый паяльник, фен или дорогая паяльная станция для ремонта пластиковых бамперов. Однако в любом случае тем, кто решил взяться за подобную работу, следует знать несколько ключевых моментов.
Пайку начинают с того, что кладут прутки (припои) вдоль шва с внутренней стороны бампера. Затем один из концов детали фиксируют.
Принцип здесь следующий: тепловую энергию нагревательного аппарата направляют на припой, а не на шов. Если в качестве рабочего инструмента выбран паяльник, то его нужно прижимать к припою, фен же надо держать на некотором расстоянии.
Под большой температурой пруток расплавляется и заполняет углубление трещины. Тепловой поток, создаваемый феном либо паяльным жалом, передвигают от края к середине стёжки перпендикулярно шву. В результате свободный конец электрода расплавляется и постепенно уменьшается. При следующем проходе инструментом необходимо хорошо припаять боковые зоны. Затем на всём участке остывающий материал разглаживают каким-либо тупым предметом.
Преимущества плоского электрода
Главные плюсы изделия:
- высокая прочность сварного соединения, которая достигается за счет особой структуры РР-электрода. Известны случаи, когда при повторных ударах в то же место отремонтированного бампера (сваренное ПЭ) пластик лопается рядом со сварным швом по чистой, не ремонтируемой пластмассе;
- удобство в работе. Плоский электрод является однокомпонентным. Достаточно лишь зачистить и нагреть до температуры плавления сторону ПЭ и то место, куда его необходимо вложить или наложить;
- эластичность. Эластичность плоского электрода позволяет вкладывать или накладывать его в очень труднодоступных местах ремонтируемой детали;
- относительно большая площадь покрытия плоским электродом места сварки бампера. Этот плюс дает большую площадь покрытия плоским электродом сварного шва и, как следствие, распределение нагрузок с поврежденного участка бампера на соседние, неповрежденные участки, что дает дополнительную прочность сварному соединению.