Электроэрозионная обработка (ЭЭО) подразумевает снятие слоёв материала с заготовки за счёт плавления и последующего испарения вещества под воздействием электрических импульсов, возникающих в межэлектродном зазоре. Обязательное требование к обрабатываемому посредством ЭЭО материалу – его способность проводить ток.
Обработкой методом электрической эрозии специалисты занимаются на электроэрозионных станках (ЭЭС) различного типа. Одними из самых распространённых ЭЭС являются проволочно-вырезные. В станках такого типа в качестве электрод-инструмента используется натянутая проволока.
Проволочно-вырезной ЭЭС: описание процесса работы
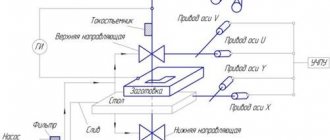
Рассмотрим в упрощённом виде принцип работы проволочных ЭЭС.
В ходе обработки на проволочном станке генератор технологического тока (ГТТ) подаёт на проволоку и заготовку импульсное напряжение. Затем, когда в конкретной точке межэлектродного зазора напряжённость поля оказывается выше критического уровня, происходит пробой и образуется плазменный канал.
Технически этот процесс напоминает удар молнии, когда высоковольтный электрический разряд, продвигаясь в направлении какого-либо объекта на земле, преобразует воздух в высокопроводящую плазму. Воздействие разрядов на заготовку образует в ней микроскопические лунки. Чтобы эрозии в большей степени подвергалась именно заготовка, а не проволока, последнюю наделяют отрицательным зарядом.
Основная задача охлаждающей жидкости (вода либо диэлектрические составы) заключается в том, чтобы отводить продукты эрозии от места обработки. Кроме того, она охлаждает проволоку, нагревающуюся в процессе работы станка.
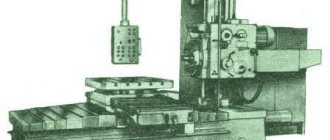
Электроэрозионный станок Accutex AL 4005A
Равномерного воздействия на заготовку удаётся добиться за счёт подачи электрических импульсов высокой частотности. В ходе увеличения зазора электроды могут перемещаться в нужном направлении относительно друг друга, обеспечивая непрерывность ЭЭО. Таким способом можно разрезать и обрабатывать заготовки любой твёрдости с высокой точностью. При этом область обработки не всегда имеет цилиндрическую форму: её наклон можно произвольно изменять, не прерывая процесса.
Чаще всего заготовку располагают горизонтально, а рабочую зону ЭИ – вертикально. Траектория, по которой центр проволоки движется на том или ином конце рабочей зоны, должна отступать от выставленной на расстояние, которое определяется шириной промежутка и радиусом ЭИ. Такое смещение называют эквидистантным.
Детали, полученные путём электроэрозионной обработки с движением электрода-проволоки по сложной траектории со смещением от вертикали.
Факторы, влияющие на скорость обработки заготовки проволочным ЭЭС
Скорость резания электрод-инструментом заготовки зависит от следующих факторов:
- температура плавления материала заготовки;
- теплопроводность;
- электропроводность;
- интенсивность промывки межэлектродного зазора.
Разумеется, силу имеет и ряд других, менее значимых факторов. Скорость обработки примерно пропорциональна мощности, возникающей в зазоре, однако чем она выше, тем меньше точность обработки и тем более шероховатой получается обрабатываемая поверхность. Чтобы нивелировать эти факторы, обработку обычно проводят в несколько подходов, постепенно снижая мощность ГТТ и изменяя эквидистантное смещение.
На последних этапах обработки риск обрыва проволоки вследствие её разрушения становится минимальным, как и количество снимаемого за проход материала. Многие электроэрозионисты на данной стадии используют переменный ток или противоположную полярность.
Вырезание пуансона из нержавеющей стали
Требования к проволочно-вырезным ЭЭС
К работе ЭЭС проволочного типа предъявляется ряд требований, которым станок должен соответствовать:
- безопасность использования;
- низкая энергозатратность;
- экологичность (отсутствие выброса в окружающую среду вредных веществ);
- простота в обращении, долговечность, надёжность.
В процессе резки электроэрозионист обязан соблюдать точность размеров детали, шероховатость поверхности, отслеживать и корректировать при необходимости скорость обработки. В ходе работы специалист также может выполнять дополнительные функции (н-р проводить прецизионные измерения для корректного базирования).
Электроэрозионный станок Accutex HG-40
Универсальные проволочно-вырезные станки с ЧПУ
Электроэрозионные станки с ЧПУ CUT E представленные в 2016 году первое семейством проволочно-вырезных станков AgieCharmilles основаное на новой инновационной платформе. Основные нововведения:
- цифровой генератор IPG-DPS;
- контролеры управления двигателями и промышленный компьютер фирмы BECKHOFF;
- система управления AC HMI 2.
В первую очередь проволочно-вырезные станки этой серии ориентированы на использовании в инструментальном производстве для изготовления штампов и пресс-форм. В своём классе у этих станков самые большие рабочие ванны, что расширяет их функциональные возможности. Стоит отметить, что в сравнении с предыдущей серией электроэрозионных проволочно-вырезных станков, конструкторам удалось уменьшить габариты. Ширина по фронту у станков этой серии на 200-300 мм меньше, чем у основных конкурентов. Большое внимание уделено повышению удобства и безопасности, а также простоте освоения. Нельзя не упомянуть о легендарной электромеханической защите при столкновениях, которая впервые в мире начала использоваться на эрозионных станках Charmilles. При наезде на препятствие на скорости до 3000 мм/мин она защищает элементы станка и заготовку от повреждений и/или сдвига, а также экономит: время так как не требует повторной привязки заготовки и деньги на покупку новых сопел или направляющих проволоки. Улучшилась и система управления. AC HMI 2 получила новый функционал и при этом сохранила простоту в освоении, а вертикальный экран предлагает больше места для дополнительной информации.
| AgieCharmilles CUT E 350 | 940 x 680 x 250 мм | 350 x 250 x 250 мм | Купить станок | В наличии |
| AgieCharmilles CUT E 600 | 1030 x 800 x 350 мм | 600 x 400 x 350 мм | Купить станок | В наличии |
| Проволочно-вырезной станок AgieCharmilles CUT E 350 | Проволочно-вырезной станок AgieCharmilles CUT E 600 | |
| Габариты заготовки (ДхГхВ): 940 x 680 x 250 мм | Габариты заготовки (ДхГхВ): 1030 x 800 x 350 мм | |
| В наличии на складе. Цена: по запросу. Купить станок | В наличии на складе. Цена: по запросу. Купить станок | |
ЭЭС проволочного и прошивного типа: устройство, отличия, особенности используемых ЭИ
Станки проволочно-вырезного типа часто противопоставляются прошивным агрегатам. Главное различие между ними заключается в том, что у проволочных ЭЭС производительность измеряется площадью реза на единицу времени, а не объёмом выплавляемого за определённый временной промежуток материала.
Однозначно судить о том, какой тип станка обеспечивает лучшее качество обработки, невозможно. Точность размеров готовой детали зависит как от самого устройства, так и от параметров заготовки и свойств электрод-инструмента.
Процесс вырезания: 1 – заготовка, 2 – прокладка, 3 – копир, 4 – стол для закрепления заготовки.
Процесс ЭЭО на проволочно-вырезном станке не был бы возможен без постоянного обновления рабочего участка проволочного материала. В процессе работы проволочный ЭИ перематывается на скорости от 5 до 11,5 м в минуту. При этом важно, чтобы ЭИ оставался под определённым натяжением и был точно зафиксирован в промежутке рабочего участка при помощи направляющих.
В большинстве станков направляющие, контакты токоподводов и трубки, подающие струи охлаждающей жидкости, объединяются в единую систему. Токоподводы чаще всего изготавливаются из твердосплавных материалов и располагаются за рабочим участком, в непосредственной близости от направляющих.
Охлаждающая жидкость при работе станка должна омывать не только эрозионный зазор, но и всю поверхность проволоки, находящуюся между перемещающимися контактами. Это необходимо, чтобы предотвратить нагрев проволоки вследствие протекания по ней больших импульсных напряжений.
Одна из важнейших рабочих систем ЭЭС – система его питания. Она отвечает за выработку и коммутацию напряжений нужного значения, обеспечивает корректный порядок запуска и выключения ЭЭС, диагностирует и отслеживает состояние сети, обеспечивает корректную работу ЧПУ при кратковременных непредвиденных отключениях питания.
Высокопроизводительные проволочно-вырезные станки
Электроэрозионные станки CUT P фирмы AgieCharmilles анонсированы в апреле 2022. Эта флагманская серия по своим возможностям и количеству уникальных технических решений не имеет себе равных на рынке. Объединение цифрового генератора IPG-DPS с механической конструкцией Quadrax совместно с дополнительными модулями автоматизации в очередной раз позволило поднять планку уровня электроэрозионных проволочно-вырезных станков на новую высоту. В этой серии представлено четыре модели с ходами по оси Х от 350 мм до 1250 мм при этом масса заготовки практически не ограничена. Конструкции Quadrax по силам угловая обработка до 45˚ на всей высоте заготовки. Такими возможностями не обладает ни одна линейка проволочно-вырезных станков в мире. Использование новой версии генератора IPG-DPS позволило повысить скорость обработки на 15-20% при этом значительно выросла точность изготовления мелких элементов контура. Также улучшилась шероховатость поверхности. Cистема термостабилизации, которая поддерживает в заданном диапазоне температуру диэлектрика, станины станка и всех осей гарантирует высокие точностные характеристики даже при работе в не термостатированных помещениях. Оптическая измерительная система OMS облегчает привязку заготовки, поиск центра стартовых отверстий и контролирует размеры готовых деталей — это облегчает работу оператора и экономит рабочее время. Схожие функции выполняет щуп Renishaw, который интегрирован в конструкцию проволочно-вырезного станка. Его использование особенно актуально в комбинации со сменщиком паллет — в автоматическом режиме он проконтролирует положение заготовки, включая наклон верхней поверхности и внести необходимые коррекции в программу. Также на повышают эффективность работы электроэрозионного проволочно-вырезного станка в автономном режиме направлены модули AWS и AMS. Которые фиксируют и автоматически удаляют выпадающие части заготовки. При взгляде на электроэрозионный проволочно-вырезной станок Progress VP на ум приходят слова о «нетленной классике» — внешне эти проволочно-вырезные станки остаются неизменными 20 лет. Это впечатление обманчиво — неоднократно менялась элементная база генератора, появлялись новые модули, полностью переписана система управления. Вызывает уважение уровень технических решений используемых в конструкции станков. Соизмеримый уровень термической стабильности, которую демонстрирует Progress VP во время работы, современные электроэрозионные станки достигают за счет дополнительных радиаторов, охлаждающих контуров и следящих датчиков. Здесь всё решено за счет конструкции кабинетного типа и тщательно продуманного размещения элементов генерирующих тепло. Целый букет уникальных возможностей даёт использование патентованных призматических направляющих проволоки:
- срок службы — 100 тыс. часов
- способность работы с проволокой диаметром в диапазоне от 0,05 мм до 0,33 мм
- использование в одной программе проволоки разных диаметров и/или типов.
Рубщик проволоки и катушка 25 кг в стандартной комплектации вместе с модулями генератора LOTO и AVTORESTART способны обеспечить автономную работу станка в течение 85 часов.
| Особенности и характеристики | Габариты заготовки (Д х Г х В) | Габариты хода X, Y, Z | Цена в рублях: по запросу | Наличие оборудования |
| AC Progress VP2 | 750 x 550 x 250 мм | 350 x 250 x 256 мм | Купить станок | Под заказ |
| AC Progress VP3 | 1050 x 650 x 420 мм | 500 x 350 x 426 мм | Купить станок | Под заказ |
| AC Progress VP4 | 1300 x 1000 x 510 мм | 800 x 550 x 525 мм | Купить станок | Под заказ |
| CUT P 350 | 1000 x 550 x 220 мм | 350 x 220 x 220 мм | Купить станок | Под заказ |
| CUT P 550 | 1200 x 700 x 400 мм | 550 x 350 x 400 мм | Купить станок | Под заказ |
| CUT P 800 | 1300 x 1000 x 510 мм | 800 x 550 x 510 мм | Купить станок | Под заказ |
| CUT 200 Dedicated | Ø150…Ø500 мм | 350 x 220 x 220 мм | Купить станок | Под заказ |
Подача электрода-проволоки
Простая система транспортировки проволоки в ЭЭС состоит из приводного вала с двигателем, переметывающего ЭИ на установленной скорости вне зависимости от степени натяжения. Помимо вала в неё входят износостойкие направляющие, системы шкивов. ЭИ, как правило, используется многократно, он закольцован и в процессе работы движется «по кругу». Система подачи электрод-инструмента снабжается также датчиком обрыва проволоки.
Латунная проволока для ЭЭС
Замена проволоки необходима при её разрыве либо перед началом большого объёма работ. При условии, что ГТТ может выдать достаточную мощность для резания, толщина проволоки напрямую влияет на возможную достижимую скорость обработки. Тем не менее использование толстой проволоки ускоряет засорение фильтрующих элементов системы очистки охлаждающей жидкости, а также негативно сказывается на точности обработки.
Особую важность имеет стабильное натяжение и равномерная подача проволочного ЭИ, особенно если речь идёт о ведении контактных измерений или подчистке. Рывки при подаче проволоки – главная причина неточностей в контактных измерениях, способная привести к серьёзным ошибкам в базировании.
Функции и принцип работы генератора технологического тока (ГТТ)
Основная задача генератора – обеспечить пробой и протекание токовых импульсов, производящих обработку. Чтобы ЭЭО была продуктивной, требуется значительная мгновенная мощность импульса, подача которой осложняется ограничениями ввиду возможности разрыва проволоки. Именно поэтому ток подаётся в виде кратких импульсов. Чем короче импульс и выше его пиковая величина – тем лучше для обработки.
После возникновения пробоя характеристики зазора ощутимо изменяются: сопротивление после возникновения плазменного канала падает, напряжение также быстро снижается, а генератор, по сути, начинает работать на коротком замыкании. Непосредственно после пробоя материалам необходимо некоторое время на обновление среды – в противном случае в этом же участке пробои могут возникнуть снова, что не лучшим образом скажется на состоянии электрод-инструмента.
Пауза в работе обычно составляет несколько микросекунд при сравнительно высокой скорости подачи электрода-инструмента. При этом важно обеспечить оперативный вывод эрозионных продуктов из рабочей зоны.
Существует три распространённых причины интенсивного разрушения и разрыва проволоки при работе:
- Снижение прочности за счёт нагрева. При работе с толстыми заготовками температура ЭИ в зазоре вырастает до нескольких сот градусов. В таком случае важно дать электрод-инструменту интенсивное охлаждение.
- Термический обрыв. Происходит в результате уменьшения поперечного сечения под воздействием эрозии. Для снижения количества термических обрывов следует повысить скорость перемотки и интенсивность подачи ОЖ.
- Возникновение короткозамыкающих мостиков вследствие неоднородности зазора. Короткие замыкания, возникают чаще всего в узких и сильно загрязнённых в процессе ЭЭО зазорах. Устранить проблему поможет улучшение промывки и моментальное понижение мощности ГТТ при выявлении признаков короткого замыкания.