Универсальный угломер
Для точного измерения различных углов служит универсальный угломер, представляющий собой две линейки с дисками, скрепленными между собой шарнирно. На одном диске нанесены деления в градусах. При измерении изделие устанавливают между линейками так, чтобы их края касались плоскостей измеряемого изделия. При этом величину угла определяют по делениям на диске.
Рис. Универсальный угломер
Циркуль, кронциркуль и нутромер
Циркуль применяют главным образом при разметке. Ножки циркуля должны быть одинаковой длины и толщины, правильно заточены и в сомкнутом состоянии не должны давать просвета. При износе и затуплении ножки циркуля затачиваются оселком.
Рис. Измерительные инструменты: а — циркуль: б — кронциркуль; в — нутромер.
Кронциркуль служит для наружного измерения деталей. Величина, измеренная кронциркулем, определяется по масштабной линейке. Точность измерения — до 0,5 мм. Кронциркули бьшают шарнирные и пружинные.
Шарнирный кронциркуль прост по устройству и удобен для пользования, но с течением времени в нем разрабатывается шарнирное соединение, и получается свободный ход. Для устранения свободного хода заклепку головки шарнира слегка обжимают или расклепывают.
Концы ножек по мере пользования теряют свою первоначальную форму, поэтому их следует периодически заправлять оселком.
Нутромером определяют внутренние размеры деталей. Величины, измеряемые нутромером, определяют по масштабной линейке. Точность измерения до 0,5 мм. Нутромеры бывают пружинные и шарнирные.
Штангенциркуль
Штангенциркуль (рисунок а) — измерительный инструмент, позволяющий производить три измерения: наружное, внутреннее и глубины с точностью до 0,1 мм. Этот инструмент состоит из неподвижной губки, прикрепленной к масштабной линейке, на которой нанесена метрическая шкала, и из подвижной губки, свободно перемещающейся по линейке. У подвижной губки имеется вырез с нониусом и рейка для измерения глубины. Обе губки имеют сверху заостренные концы для внутренних измерений. На нониусе внизу сделано десять делений. Левая крайняя черта называется нулевой. Для определения размера при разведенных губках штангенциркуля нужно отсчитать целое количество миллиметров, которое прошла по линейке крайняя левая черта нониуса (на рисунке б это — 11 мм), а затем найти черту нониуса, которая точно совпадет с каким-либо делением линейки. В случае, изображенном на рисунке б, вторая черта нониуса (не считая нулевой черты) совпадает с делением на линейке, следовательно, данный размер будет равен 11,2 мм.
Рис. Штангенциркуль: а — измерение штангенциркулем; б — отсчет по нониусу; 1 — неподвижная губка; 2 — заостренный конец губки; 3 — винт для закрепления подвижной губки; 4 — масштабная линейка; 5 — нониус; 6 — подвижная губка.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Штангенглубомер
Штангенглубомером можно измерить глубину пазов на валах, отверстий и др. При измерении опорные плоскости штангенглубомера ставят на плоскость изделия, от которой производят измерение. Необходимо следить, чтобы у опорных губок штангенглубомера не было выбоин и ржавчины. Периодически опорные губки необходимо притирать, пользуясь проверочной плитой. В процессе притирки подвижная линейка должна находиться на нуле. Измерение штангенглубомером производится так же, как и штангенциркулем.
Рис. Измерение штангенглубомером
Штангензубомер
Штангензубомер представляет собой соединение штангенциркуля со штангенглубомером.
Штангензубомером измеряют толщину зубьев шестерен для определения величины их износа и размера. Зная по чертежу высоту зуба шестерни (считая от начальной окружности), устанавливают его размер на вертикальной шкале штангензубомера; после этого губки штангензубомера устанавливают на зуб и горизонтальным штангенциркулем измеряют толщину зуба. Точность измерения штангензубомером — до 0,02 мм.
Рис. Штангензубомер
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Штихмас телескопический
Телескопическим штихмасом измеряют внутренние размеры в пределах от 12 до 150 мм. Подвижной измерительный стержень штихмаса входит в неподвижную часть корпуса, из когорой он пружиной выжимается наружу. Внутри корпуса проходит фиксирующий стержень, которым можно зажать измерительный стержень в любом положении. Для измерения отверстия нужно освободить измерительный стержень, вставить штихмас в отверстие и, придав ему правильное положение, зажать фиксирующий стержень, а затем осторожно вынуть штихмас из отверстия. После этого штангенциркулем или микрометром измеряют длину измерительного стержня вместе с неподвижной частью.
Рис. Штихмас телескопический: 1 — неподвижная часть; 2 — отжимная пружина; 3 — измерительный стержень; 4 — корпус; 5 — фиксирующий стержень.
Основные сведения
На первый взгляд, штангенциркуль кажется и простым, и сложным одновременно. Он немного похож на обычную линейку, но имеет несколько смещающихся частей. Благодаря этому штангенциркуль подходит не только для контроля длины заготовки, но и также ее диаметра. Что бывает очень важным в токарном деле. Кроме того, на одном из концов штангенциркуль располагается шток, который утапливается в отверстие, что дает возможность определить его глубину. Штангенциркуль получил свое название в силу наличия градуированной линейки, которая называется штангой, а также за счет губок, которыми при необходимости можно описать окружность. Деление на линейке штангенциркуля такое же, как и на токарной линейке и равняется 1 мм. Общая длина штангенциркуля может разниться и находится в пределах от 15 до 50 и больше сантиметров.
Упомянутые губки штангенциркуля находятся на конце, противоположном конце шкалы от глубиномера. Они располагаются по двум сторонам от штанги. Предназначение одних на штангенциркуле заключается в измерении внешнего, а других – внутреннего диаметра деталей. Когда измерения штангенциркулем приходится проводить при плохом освещении или в труднодоступном месте, тогда очень поможет фиксатор. Обычно он находится на подвижной раме штангенциркуля и представляет собой небольшой болтик. При его закручивании рамка штангенциркуля остается на своем месте до послабления. Такой функционал штангенциркуля особенно пригодится, если необходимо размеры с одной конструкции перенести на чертеж.
Все было бы просто, если бы диаметры и другие величины всегда были целыми числами. Но в большинстве своем они имеют десятичный остаток. Чтобы вычислить размер до десятых и сотых есть еще одна шкала. Она называется нониусной шкалой штангенциркуля. Обычно она располагается на подвижной рамке штангенциркуля. На штангенциркулях, которые применяются для несложных вычислений в быту или на уроках труда, нониусная шкала не превышает длину в 1 см и 9 мм. Чтобы сориентироваться по шкале, необходимо раздвинуть губки или утопит глубиномер в требуемую деталь, зафиксировать фактический размер на большой шкале, а после этого посмотреть, какое из делений нониуса образует прямую линию с большой шкалой или точно совпадает с нижней шкалой прибора.
Микрометр
Микрометр служит для наружного измерения деталей с точностью до 0,01 мм. Больше всего распространены микрометры следующих размеров: 0—25; 25—50; 50—75; 75—100 мм. Устройство микрометра показано на рисунке.
Рис. Микрометр: а — разрез микрометра; б — определение размера; 1 — скоба; 2 — стопорный винт пятки; 3 — пятка; 4 — винт с микрометрической нарезкой; 5 — барабан; 6 — трещотка; 7 — гильза с делениями до 0,5 мм; 8 — зажимное кольцо.
Скоба микрометра в левой части имеет закаленную и отшлифованную пятку, закрепленную стопорным винтом. В правой части скобы находится гильза с неподвижной шкалой; в гильзе закреплена стальная втулка с микрометрической резьбой, шаг которой равен 0,5 мм. Во втулку завернут микрометрический винт, на наружном конце которого укреплен барабан со шкалой, имеющей 50 делений, расположенных по окружности, и трещоткой.
Для измерения деталь устанавливают между винтом и пяткой, после чего барабан за трещотку повертывается и винт выдвигается до соприкосновения с измеряемой деталью. Для определения размера надо сосчитать число миллиметров на поверхности гильзы, включая пройденное полумиллиметровое деление, а затем посмотреть, какое деление на краю барабана совпадает с осевой чертой, сделанной на гильзе. Это деление будет соответствовать числу сотых долей миллиметра, которое нужно прибавить к предыдущим данным. В положении микрометра, показанном на рисунке б, установлен размер 20,05 мм.
Все о штангенциркуле и микрометре
Строительные, отделочные, ремонтные работы производятся с применением всевозможных предметов и приспособлений, объединяемых общим названием «профессиональный инструмент». Однако какими бы совершенными ни были отвёртки, гаечные ключи, дрель, лобзик, перед их использованием необходимо знать определённые размеры: винтов, гаек, отверстий в стене или другой конструкции, длину планок, плинтусов, паркетной доски и т.п. И если для работы с крупными изделиями достаточно рулетки или линейки, то при определении точных размеров небольших деталей потребуется специальный измерительный инструмент, а именно — штангенциркуль и микрометр.
Штангенциркуль
Штангенциркуль используется для измерения деталей, причём, как их внутренних частей, так и внешних. Для этого инструмент имеет металлическую штангу с разметкой, верхние и нижние губки и рамку с нониусом.
Научиться пользоваться штангенциркулем под силу даже школьникам, а уж профессионалы, ежедневно берущие в руки этот нехитрый, но очень важный инструмент, проводят измерения в считанные секунды. Внешние размеры детали определяются с помощью нижних губок. Для этого они разводятся в стороны, а после помещения между ними детали сдвигаются до упора и фиксируются винтом. Внутренние измерения осуществляются с помощью верхних губок, которые вводятся в отверстие и раскрываются. Результаты определяются по двум измерительным составляющим – шкале, расположенной на штанге, и нониусу на рамке. Цена деления шкалы составляет 0,5 мм, нониуса – 0,02 мм, Таким образом, возможно получение точных данных, что очень важно при изготовлении мелких деталей.
Помимо нониусных штангенциркулей существуют модели, снабженные циферблатом, и модели с цифровой индикацией. Они сводят время измерения к минимуму и позволяют легко получить нужные размеры деталей и изделий.
Для того, чтобы инструмент служил долго, необходимо соблюдать правила его эксплуатации. В процессе работы штангенциркуль следует протирать водно-щелочным раствором СОЖ – смазочно-охлаждающей жидкости, а по окончании замеров все поверхности покрывать тонким слоем технического масла. Хранить инструмент нужно в специальном чехле, предотвращающем повреждения измерительных составляющих и шкал.
Микрометр
Микрометр – профессиональный инструмент, предназначенный для измерения изделий малого размера. Как и штангенциркули, они бывают разные: ручные и настольные, гладкие, рычажные, листовые, трубные, проволочные, призматические, канавочные, резьбомерные, зубомерные, универсальные. Но наиболее популярным является гладкий микрометр, состоящий из скобы с пяткой, подвижного винта с точной резьбой, трещотки и втулки-стебля, оборудованной двумя шкалами. На верхней размер указан в миллиметрах, на нижней – в половинах миллиметра. На конической части барабана нанесены деления, служащие для отсчёта сотых долей миллиметра.
Измеряемая деталь помещается между пяткой и винтом, а затем фиксируется в неподвижном состоянии. Осевое усилие обеспечивает фрикционное устройство трещотка. Показания снимаются сначала по шкале стебля, а затем по шкале барабана, после чего полученные значения складывают и получают результат.
Сложности изготовления винта с точным шагом на большой длине привели к тому, что микрометры выпускаются в нескольких размерах. Одни измеряют длины от 0 до 25 мм, другие — от 25 до 50 мм, третьи — от 50 до 75 мм и т.д., до 500-600 мм. Все микрометры, рассчитанные на измерение изделий от 25 мм и больше, снабжены установочными концевыми мерами, позволяющими выставить прибор «на ноль». Для более быстрого измерения существуют инструменты с цифровой индикацией, в которых конечное значение выводится на отдельное табло.
Продлить срок эксплуатации микрометра можно при соблюдении правил использования и хранения прибора. Грубо обработанные поверхности и детали, покрытые металлической пылью или окалиной, измерять нельзя. Также не рекомендуется работать с нагретыми предметами – от этого показания будут неточными. Вращение барабана трещотки следует осуществлять медленно и очень аккуратно, во избежание преждевременного износа винта. Хранить микрометр нужно в деревянном футляре, предварительно смазав инструмент техническим маслом и ослабив стопоры.
Точные измерения – залог успеха при изготовлении мелких деталей или их составляющих. Именно поэтому для работ необходимо использовать только качественный измерительный инструмент от надёжного производителя. Это особенно важно для профессионалов, использующих штангенциркули и микрометры ежедневно.
профессиональный инструмент штангенциркуль микрометр
Штихмас микрометрический (нутромер)
Микрометрический штихмас — это инструмент для измерения внутренних размеров изделий с точностью до 0,01 мм. По своему устройству микрометрический штихмас сходен с микрометром. Штихмас состоит из гильзы, имеющей на одном конце наконечник со сферической мерительной поверхностью, а на другом — микрометрический винт с такой же поверхностью. Размеры определяются так же, как и микрометром. Для увеличения пределов измерения микрометрический штихмас имеет набор сменных мерительных стержней, что позволяет измерять размеры до 250 мм.
Рис. Штихмас микрометрический: 1 и 5 — сферические мерительные поверхности; 2 — гильза; 3 — стопорный винт; 4 — барабан.
Измерительные линейки
Измерительные линейки (рис. 1.7) относятся к штриховым мерам и предназначены для измерения размеров изделий 14. 18 квалитетов точности прямым методом.
Они предназначены для измерений высот, длин, диаметров, глубин в различных отраслях промышленности, в том числе и в машиностроении. Их основное преимущество — простота конструкции, низкая стоимость, надежность и простота в измерении. Измерение производят прикладыванием линейки к измеряемому объекту, чаще всего совмещая нулевой штрих линейки с краем детали. Отсчет по шкале на другом краю детали дает искомый результат измерения. Но это не обязательно. Так, например, при измерении диаметра отверстия снимаются два показания: с одной стороны отверстия и с другой. Вычитая из большего значения меньшее, получаем размер диаметра.
Конструкции линеек однотипны. Они представляют собой металлическую полосу шириной 20. 40 мм и толщиной 0,5. 1,0 мм, на широкой поверхности которой нанесены деления. Линейки изготавливают с одной или двумя шкалами, с верхними пределами измерений 150, 300, 500 и 1 000 мм и ценой деления 0,5 или 1 мм. Линейки с ценой деления 1 мм могут иметь на длине 50 мм от начала шкалы полумиллиметровые деления.
Рис. 1.7. Линейки металлические
Допускаемые отклонения действительной общей длины шкалы линеек от номинального значения находятся в пределах +(0,10. 0,20) мм в зависимости от общей длины шкалы, а отдельных подразделений— не более ±(0,05. 0,10) мм.
Поверку (калибровку) линеек, т. е. определение погрешности нанесения штрихов, производят по образцовым измерительным линейкам, которые называются штриховыми мерами. Погрешность такого сравнения не превышает 0,01 мм.
Индикатор
Индикатор служит для измерения отклонений в размерах изделий. Индикаторами проверяют вертикальные и горизонтальные плоскости отдельных деталей, а также биение, овальность и конусность валов и цилиндров. Точность измерения индикатором до 0,01 мм.
Индикатор состоит из корпуса, внутри которого расположен механизм, состоящий из нескольких шестерен, зубчатой рейки, упоров и циферблата со стрелкой. На циферблате нанесено 100 делений, каждое из которых соответствует 0,01 мм. При перемещении измерительного штифта на величину 0,01 мм стрелка перемешается по окружности на одно деление шкалы, а при перемещении штифта на 1 мм она делает один оборот. Обратно измерительный штифт перемещается под действием пружины.
Рис. Индикатор: а — разрез индикатора; б — универсальная стойка для крепления индикатора; 1 — измерительный штифт; 2 — червячное колесо; 3 и 5 — зубчатки; 4 — стержень; 6 и 9 — пружины; 7 — каретка; 8 — направляющая каретки.
На рисунке б показана универсальная стойка для крепления индикатора, с помощью которой измеряют детали в различных положениях.
Для измерения износа цилиндров индикатор закрепляют на специальном приборе — пассиметре.
Рис. Индикатор с пассиметром для измерения износа цилиндров: 1 и 2 — стержни; 3 — подвижной наконечник; 4 — качающийся рычаг; 5 — неподвижный стержень; 6 — калиброванные кольца; 7 — набор неподвижных стержней; 8 — ключ для разборки и сборки головки прибора.
Измерительная часть (головка) прибора состоит из подвижного наконечника и неподвижного стержня. Перемещение подвижного наконечника передается качающимся рычагом и стержнями на измерительный штифт индикатора, который в свою очередь действует на механизм и стрелку. В комплект индикатора входит набор неподвижных стержней и калиброванных колец, позволяющих измерять цилиндры разных диаметров. Перед измерением в головку прибора устанавливают неподвижный стержень (иногда под буртик неподвижного стержня помещают калиброванные кольца). Для подбора стержня и кольца цилиндр предварительно измеряют (приближенно) штангенциркулем или линейкой.
Штангенинструмент
Предназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей.
К нему относятся штангенциркули (рис. 1.8), штангенглубино- меры и штангенрейсмасы.
Основными частями штангенциркуля являются штанга-линейка с делениями шкалы 1 мм и перемещающаяся по линейке шкала-нониус 5. По штанге-линейке отсчитывают целое число миллиметров, а по нониусу— десятые и сотые доли миллиметра.
По основной линейке 1 с неподвижными губками 2 перемещается рамка 3 с подвижными измерительными губками. Для плавного перемещения рамки по штанге-линейке предусмотрено микрометрическое устройство 7, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке установлен стопорный винт 4. Для измерения глубины отверстий пазов и других внутренних элементов деталей используется линейка глубиномера 6.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (рис. 1.8, г).
Основные типы нониусов (I—IV) представлены на рис. 1.9.
Основными характеристиками нониуса являются величина отсчета по нониусу (цена деления нониуса) а и модуль нониуса у, которые определяются по следующим формулам:
где i — цена деления основной шкалы, мм; n — число делений нониуса; l — длина шкалы нониуса мм.
Рис. 1.8. Конструкция штангенциркулей:
Щуп и резьбомер
Щуп представляет собой стальную калиброванную пластинку или набор пластинок различной толщины. На каждой пластинке указана ее толщина в миллиметрах. Щупы служат для измерения зазоров между двумя деталями. При измерении больших зазоров применяют несколько пластинок, вместе взятых. При измерениях нельзя допускать резких перегибов щупа и больших усилий. Необходимо следить, чтобы на щупах не было грязи и металлической пыли, что нарушает точность измерения.
Рис. Измерительные инструменты: а — набор плоских щупов; б — резьбомер.
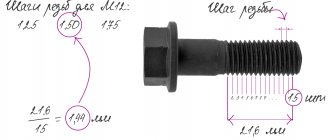
Резьбомер служит для проверки и определения числа ниток на 1 дюйм или шага резьбы (в миллиметрах) на болтах, гайках и других деталях. Он представляет собой набор стальных гребенок (резьбовых шаблонов) с профилем зуба, соответствующим профилю стандартной дюймовой или метрической резьбы. Число ниток на дюйм или шаг резьбы помечают на каждой гребенке. На корпусе дюймового резьбомера выбивают метку 55°, а метрического 60°. Для проверки резьбы на болте или в гайке необходимо последовательно прикладывать гребенки резьбомера до тех пор, пока не будет найдена гребенка, зубья которой точно совпадают с резьбой детали без просвета. Размеру этой гребенки и будет соответствовать измеряемая резьба.
Шаблоны
Радиусный шаблон применяют для измерения у изделий радиусов. Шаблон представляет собой тонкую стальную пластину с выпуклыми или вогнутыми закруглениями. На поверхности каждого шаблона выбиты цифры, определяющие размер радиуса закругления в миллиметрах.
Шаблон для проверки угла заточки спиральных сверл диаметром до 50 мм изготовляют в виде стальной пластины, имеющей вырез с углом 116—118°. На кромке выреза нанесена миллиметровая шкала (рисунок а), по которой проверяют длину режущих кромок сверла.
Рис. Шаблоны для проверки угла заточки спиральных сверл: а — простой; б — универсальный.
Универсальным шаблоном (рисунок б) можно проверять, кроме угла заточки сверла, также и резьбу (метрическую 60° и дюймовую 55°).
Проверочная плита
Проверочная плита представляет собой чугунную плиту с точно обработанными поверхностью и краями. Ее широко используют при разметочных и контрольных работах. Поверхность плиты не должна иметь задиров, рисок и ржавых пятен. Плиту устанавливают строго горизонтально по уровню. Для проверки изделие или плиту смазывают тонким слоем краски, затем изделие накладывают на плиту и двигают по ней. По отпечатку краски определяют точность обработки изделия. По окончании работы поверхность плиты протирают, смазывают маслом и закрывают деревянной крышкой.
Рис. Проверочная плита