Какую жесть выбрать?
Как из жести сделать трубу? Какая жесть лучше всего подойдет для такой работы?
Тонкая жесть – отличный материал для самодельных бань и коптилен. Жесть – это листовая тонкая сталь, которая подвергается коррозии. Для изготовления красивых водосточных труб, а также флюгеров, козырьков над трубами для дымохода, крышек над печными трубами своими руками или оригинальных филигранных кружев используется кровельное оцинкованное железо.
Совет: из жести трубы также можно использовать как самоварные, они хорошо увеличивают тягу, а также отводят дым.
Какие нужны инструменты?
Перед тем, как начать изготовление трубы из жести своими руками, необходимо позаботиться об инструментах и материалах, которые понадобятся.
Изготовление жестяных труб своими руками подразумевает использование следующего:
- лист кровельного тонкого оцинкованного железа (толщина 0,5-0,7 мм);
- ножницы для резки металла;
- металлическая планка;
- деревянный молоток (киянка);
- простой молоток;
- плоскогубцы.
Ножницы по резке металла
Совет: для того, чтобы труба жестяная получилась красивой и ровной, необходимо взять лист железа с гладкой и ровной поверхностью, а также, чтобы углы были прямыми, а не оторванные или неровно отрезанные.
Жестяницкие работы своими руками — Металлы, оборудование, инструкции
Жесть представляет собой материал, который относится к прокатной продукции. Это разновидность листовой стали. После проката лист обрабатывается антикоррозийными веществами.
Для того что бы сделать такую трубу вам понадобятся всего лишь 2-3 инструмента
Для отопительного оборудования можно самостоятельно выполнить жестяные трубы для дымохода. Данный материал эластичен, поэтому обрабатывается вручную. Кроме того, сталь отличается жесткостью и прочностью, поэтому из него выполняются жестяные изделия особой прочности.
Какую жесть выбрать
Перед тем сделать трубу из жести подбирается подходящий отрезок стали. Для дымоходов рекомендуется тонкая жесть, покрытая специальным составом.
Жестяная труба отводит дым и повышает тягу.
Жесть бывает черная и белая. Черный тип материала представляет собой тонколистовую и холоднокатаную сталь. Продукция изготавливается из сталей различных марок. Материал предлагается производителями в листах или рулонах.
Белая жесть — это материал покрытый оловом с обеих сторон, который обрабатывается методами электролитического и горячего лужения. Данный материал представляет собой низкоуглеродистый и тонкий лист.
Метод обработки наделяет сталь стойкостью к ржавчине и пластичностью.
Производство сопровождается контролем состава веществ. Способ обработки и содержание влияет на получение материала разных марок.
Белый тип жести проходит обработку для улучшения поверхности к адгезии с лаковыми покрытиями.
Применяется лакированная жесть. Процесс лакировки используется для защиты поверхностей от внешних факторов.
Черный и белый тип материала бывает следующих видов:
- лист однократной прокатки является изделием малоуглеродистой стали, которая обрабатывается методом холодной прокатки до нужной толщины;
- металл двукратной прокатки после первой процедуры прокатки подергается второй прокатке и специальной смазке, что уменьшает толщину изделия.
Материал классифицируется по степени твердости и по количеству используемого олова.
Труба из жести обладает технически универсальными качествами.
Какие нужны инструменты
Перед тем как произвести жестяные работы своими руками, стоит подобрать комплект материалов и инструментов. Потребуется оборудование для жестяных работ.
Понадобится лист тонкой жести. Чтобы труба стала ровной, берется материал с гладкой структурой и четкими углами. Не используется лист с оборванными краями.
Порезка материала не требует усилий, но приступая к работе, стоит заготовить следующие инструменты жестянщика:
- Для разрезания отрезка на заготовки применяются ножницы для резки металла.
- Используется киянка или резиновый молоток, который не оставляет вмятин. Вес инструмента подбирается тяжелый, но при этом контролируется сила удара.
- Для выполнения сгибов применяются плоскогубцы или клещи.
- Рекомендуются станки для жестяных работ. Подходит верстак, который позволяет ровно расположить лист и разметить.
- Для калибровки применяется трубка с толстыми стенками и уголок, который монтируется к краю верстака. Уголок выбирается массивный, так как на нем загибается металл. Труба помогает при изготовлении продольного шва магистрали.
- Тонкий стальной стержень используется в качестве разметчика. Его изготавливают самостоятельно. Для этого затачивают гвоздь.
- Рекомендуется инструмент для измерений. Для этого подходят рулетки и угольники.
Потребуется круглая деталь для сборки изделия. Для этого рекомендуется труба с сечением 90 мм и не слишком длинная.
Инструкция по изготовлению жестяной трубы для вентиляции с колпаком своими руками
Сделать трубу из листа железа – это значит выполнить последовательность действий. Работа состоит из простых этапов. Сначала проходит подготовка, которая состоит из выполнения разметок деталей и вырезания заготовок.
На этапе формирования тела конструкции происходит создание элемента круглого сечения. При соединении требуется закрепить элементы в одно изделие.
Переходники для соединения труб из жести
Сделать разметку и заготовку можно в несколько этапов:
- Жестяной лист помещается на поверхности без стыков. Для этого подходит напольное покрытие или верстак.
- От верхнего края размечается отрезок, который равен по размеру будущей магистрали. Отметка выполняется устройством для разметок. Также происходит изготовление водосточных труб.
- Через отметину производится линия. При этом используется угольник.
- От линии размечается ширина отрезка, которая равняется сечению трубы. К полученному значению добавляется 15 мм на стык.
- Полученные разметки соединяются, и выполняется вырезание заготовки.
Делая разметку, стоит учитывать размеры изделия. Ширина – это размер диаметра плюс полтора дополнительных сантиметров. Длина заготовки должна быть больше прямого участка конструкции.
Далее жестяницкие работы состоят из формирования круглого профиля конструкции.
Работа с жестью своими руками производится следующим образом:
- Фальцы загибаются к поверхности листа под прямым углом. Предварительно под них делается разметка линии. Для загибания используется киянка. Лист кладется на край стола со спуском на нужную длину и с помощью резинного молотка производится загиб. Работа выполняется по всей длине изделия.
- Труба из жести своими руками предполагает еще один загиб на фальце. При этом выполняется разметка.
- Для конструирования трубы используется круглый элемент. На нем располагается оцинкованная жесть, которой придается округлая форма. При этом согнутые концы трубы соединяются.
Инструкция по изготовлению жестяной трубы
Как сделать из жести трубу? С чего начать?
- Изготовление труб из жести начинается из составления рисунка. Нарисовать на железном листе выкройку будущей трубы в развернутом виде.
Совет: выкройку трубы можно нарисовать мелом или любым острым предметом.
- При разметке выкройки необходимо учитывать следующие моменты:
- ширина заготовки должна быть равной диаметру трубы плюс дополнительных полтора сантиметра;
- длина заготовки — немного длиннее прямого участка трубы.
Схема заготовки для шва трубы
- Ножницами по металлу отрезать нарисованную заготовку трубы.
- Положить заготовку на край верстака.
- По длине железного листа начертить с одной стороны линию отгиба фальца, она должна составлять полсантиметра.
- Совместить линию, которая нарисованная с ребром уголка на верстке.
- При помощи киянки загнуть вниз край лист железа.
- Перевернуть лист и легкими ударами киянки подогнуть кромку к листу.
- Перевернуть заготовку и с другой стороны сделать отгиб кромки шириной 1 сантиметр, но уже в другую сторону.
- Подогнуть кромку еще раз, таким образом, в профиль данный загиб будет выглядеть в форме буквы Г.
- Вставьте заготовку в оправку, загнуть аккуратно края трубы друг к другу.
Совет: можно использовать оправку – это сектор или шаблон трубы необходимого диаметра, но можно обойтись и без нее.
- Соединить кромки в замок таким образом, чтобы кромка меньшего размера зацепилась за кромку большего размера.
- Уплотнить кромку с помощью плоскогубцев.
- При помощи молотка и железной планки уложить кромку на лист и хорошо подбить ее.
Загиб фальца на трубе
Края трубы из жести можно скрепить и при помощи стальных, алюминиевых или жестяных клепок.
- Просверлить под заклепки отверстия на расстоянии три сантиметра.
- Загнуть кромку под прямым углом навстречу друг к другу.
- Лист жестяной заготовки загнуть в обратную сторону таким образом, чтобы кромки и были расположены на внешней стороне трубы.
- закрепить кромки заклепками.
Совет: жестяная труба своими руками, скрепленная данным способом, является не очень удобной в использовании. В итоге получается не очень привлекательный внешний шов, который приходится при установке трубы прятать.
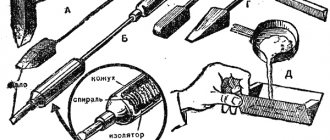
Жестяные работы изделия из жести своими руками
Соединение краев тонкого листового металла производится чаще всего в замок — посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.
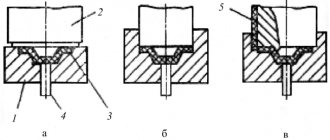
Способы соединений
Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение.
В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники — мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3).
Это будет притык с накладкой. Более прочное соединение — в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно.
Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
Наиболее употребительный способ соединения — это двойной замок (6). Он делается так.
У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону.
Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом.
Как сделать водостоки и кровельные элементы из листового металла своими руками
Последовательный ход работы схематически изображен на следующем рисунке:
Двойной замок (схема)
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом.
В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку.
Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.
Заклепка из жести
Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Основная и самая первая работа мастера — это умение отогнуть фальц, иначе говоря,— загнуть край листа. Работа простая, но и весьма ответственная, так как от нее зависят дальнейшие процессы.
Отгибать фальц приходится для самых различных надобностей: и для соединений швом, и для краев, для вставки днищ и других. Надо следить за тем, чтобы металл только гнулся, но никак при этом не расплющивался. Если металл в сгибе расплющится, он уширится.
Кромка сгиба выйдет изогнутой, и поверхность листа покоробится.
В грубых работах, где фальц отгибается широкий, это не имеет почти никакого значения. Но там, где требуется большая точность и изящество, это будет очень заметно. Поясним на примере, что у нас может получиться.
Предположим, мы хотим сделать из жести трубку и соединить ее двойным замком.
Отогнули фальцы железным молотком, стали свертывать трубку и соединять шов, но оказывается — шов-то соединить очень трудно; фальцы оказались загнутыми из-за расклепывания металла молотком.
Расклепанный шов
Поэтому фальцы всегда надо отгибать деревянной киянкой на острой железной кромке лома, железной полосы или уголка скребка.
Работа происходит в таком порядке. Прежде всего рейсмусом проводят линию сгиба. Чем толще металл и грубее работа, тем шире можно взять фальц (10— 20 мм, на тонкой жести фальц берется в 3—5 мм). Кладут лист на кромку скребка (или заменяющих его приспособлений) линией сгиба, быстрыми и точными ударами киянкой отбивают эту линию сначала у концов, а потом по всей длине фальца.
Отбивка фальца
Затем пригибают под прямым углом кромку фальца, ставят ее наружной стороной на наковальню и выправляют с внутренней ударами киянки.
Предположим, что нужно отогнуть фальц у жестяного цилиндра.
Изготовление фальца на цилиндре
Понятно, что диаметр наружной кромки отогнутого фальца будет больше, нежели диаметр его внутренней окружности. Следовательно, металл должен быть расклепан по всему фальцу, у внешнего края сильнее, к цилиндру слабее.
Фальц надо гнуть железным молотком. Цилиндр берут в левую руку, намечают изнутри рейсмусом ширину отгиба и прикладывают к кромке поддержки или лома под тупым углом, после чего поколачивают по будущему фальцу носком молотка, отбивая линию сгиба и расклепывая кромку. Легкие удары молотка направляют так, чтобы сильнее расклепывать наружный край.
Обойдя полный круг, уменьшают угол наклона цилиндра, ставя его круче к наковальне, и продолжают тем же порядком работу. Ее повторяют еще и еще, все уменьшая угол наклона до прямого. При таком постепенном выколачивании фальц удастся отогнуть под прямым углом, и он нигде не лопнет. Отогнутый фальц ставят на плиту и выправляют его ударами киянки.
К такому цилиндру с фальцем можно уже присоединить двойным замком дно, только у кружка для дна надо отогнуть фальц или припаять дно припоем.
Отгиб фальца на кружке
Подобно тому, как отгибают фальц на цилиндре, поступают и тогда, когда край жестяного изделия надо укрепить и сделать толще, закатывая в него проволоку. Работу ведут тем же порядком, но киянкой и не отбивая острой кромки сгиба. Сгиб должен выйти плавный, на металле надо сделать отворот, рассчитывая ширину этого отворота по толщине той проволоки, которая туда войдет.
Закатывание края
Ширину надо брать примерно в три диаметра проволоки, прибавляя немного на толщину металла. Когда фальц отогнут под прямым углом, его отгибают киянкой назад, проворачивая цилиндр на круглой наковальне. Затем ставят на плиту, вставляют проволоку и несколькими ударами киянки по отвороту закрепляют ее.
Киянкой на круглой наковальне и плите окончательно прижимают и оглаживают отворот. Перевернув изделие краем вверх, оправляют закатанный край сверху. Если отворот оказался недостаточно широким, его теперь очень легко исправить, проколачивая сверху киянкой с оттяжкой удара кнаружи.
На изделиях с прямыми краями закатать в край проволоку, конечно, еще проще.
Из приемов обработки тонкого металла, основанных на расклепывании и вытягивании металла, юному мастеру непременно надо ознакомиться с выколачиванием.
Выколачиванием плоской пластинке металла придают разнообразную выпуклую форму.
Таким путем можно выколотить днища и крышки котлов, капоты и разнообразнейшие обтекаемые детали для моделей самолетов, обшивку для моделей судов и т. п. Выше у нас была уже подобная работа — эта выколачивание ковша.
Выколачивание — это работа, требующая терпения. Нельзя ударить раз-другой молотком и получить хорошую вытяжку. Надо потихоньку поколачивать молотком, всё время передвигая изделие, постепенно увеличивая глубину вытяжки и в заключение оправляя и оглаживая легкими ударами поверхность изделия.
Вытягивать можно в основном двумя способами. Первый способ — когда металл расплющивают на выпуклой наковальне, начиная от середины к краям. Середина получится тоньше всего, но зато изделие будет выпуклым. Работа ведется железным молотком. По второму способу выколачивают киянкой или молотком с круглым концом на оправке (матрице), имеющей соответственную форму.
Выколачивание на оправке
Как пример, приведем выколачивание того же ковша. На деревянной колобашке или толстой доске надо сделать несколько круглых выемок различной глубины. Их вырезывают полукруглой стамеской, а затем оглаживают ударами круглого молотка.
Круглую пластинку металла кладут над первым углублением и молотком или круглой киянкой выколачивают ее до тех пор, пока не получится правильно округленная поверхность без морщин. Тот же прием повторяют и в следующих, более глубоких матрицах. В заключение мы получим ковш по профилю матрицы.
По другому профилю и другому раскрою мы могли бы получить и другую форму.
Иногда юному мастеру придется выколачивать на пластинках тонкого металла продольные углубления. Сечение такой пластинки получится фигурным, и пластинка приобретет жесткость.
Пластинка с продольным углублением
Как и во всяком другом деле, разметка и раскрой материала, начало работы, являются очень важной операцией, от которой зависит и дальнейший успех. Отсюда ясно, что эта работа требует особой внимательности и аккуратности. Самая простая работа — это раскрой и изготовление простой открытой прямоугольной коробки с прямостоящими или расходящимися боками, с носком или без него.
Изготовление прямоугольной коробки
Из листа жести выкраивают прямоугольник соответствующих размеров (а). При раскрое надо учесть площадь дна и высоту стенок. Рейсмусом отчерчивают линию сгибов. Один уголок срезают, если надо сделать в коробке носок.
Перевернув лист на доску, носком молотка отсекают по углам биссектрисы углов примерно до границы будущих сгибов стенок (б).
Снова перевернув лист, на ребре наковальни (куска железа) загибают киянкой бока (в), но не совсем. Их отделывают на прямоугольном конце наковальни и пригибают киянкой вплотную к стенке (г).
Срезанный угол для носка остается не пригнутым, его слегка сплющивают, выделывая из него желоб. Коробка готова (д).
Работа, как видно, совсем несложная, но и ее надо выполнить аккуратно.
Выкраивание и изготовление цилиндрических форм не представит особых затруднений.
Для цилиндра надо выкроить прямоугольник, высотой равный будущей трубе, а длиной в 3,14 диаметра этой трубы с прибавкой на закатку шва.
Схема раскроя для шва цилиндра или прямоугольной коробки
При изготовлении конических изделий (ведро, воронка и другие) все приемы работы останутся те же, только при раскрое придется вспомнить геометрию. Все конусные предметы надо правильно изобразить в развертке, и это самое главное.
Возьмем самый простой способ раскроя. Попробуем сделать коническое ведерко. Прежде всего надо начертить его среднее сечение, по оси. Оно представится в виде трапеции; продолжают стороны трапеции до их пересечения.
Точка пересечения — это центр, из которого проводят две дуги — от длинного основания трапеции и от короткого. Получится кольцо, из части которого и будет сделана поверхность конусного ведра. Ширина этого кольца и есть высота ведра.
Надо только не забывать прибавлять для закатывания верхнего края и загиба нижнего.
Раскрой усеченного конуса
Длина необходимой нам части этого кольца определяется диаметром ведра. Примерно три диаметра с прибавкой на двойной замок—вот то, что надо взять от кольца. Отложив по верхней или нижней дуге 3,14 диаметра наружного отверстия или дна ведра, проводят по радиусу линию.
Прибавки для двойного замка делают уже параллельно этим радиальным линиям. Так получится раскрой поверхности ведра. Так же точно расчерчивают любую конусную форму, будь то целый или усеченный конус: по радиусу откладывают высоту фигуры, по окружности — длину развертки.
П.В. Леонтьев
Особенности работы с жестью
- Чтобы придать листовому жестяному материалу необходимую форму трубы, нужно согнуть его при помощи клещей или молотка вокруг предмета соответствующей цилиндрической формы. Трубы жестяные своими руками можно сделать с использованием металлического или деревянного цилиндра.
Совет: сгиб жести должен быть ровным по всей длине, этого можно достигнуть легким постукиванием молотка, при этом удары должны быть как можно ближе один к другому.
- Изготовление жестяных труб невозможно без использования ножниц по металлу. Работать таким инструментом будет намного легче, если к его ручке прикрепить петлю из кожи. Металл режут одной рукой, надев на пальцы кожаную петлю.
- Кромку листа железа после разрезания ножницами можно зачистить стругом, изготовленным из небольшого старого куска ножовочного полотна.
- Водосточная труба из жести, которая уже готова к установке, в некоторых случаях нуждается в разрезании (например, когда необходимо сделать фигурный край трубы для стока). Для этого трубу будет удобно резать ножом, который предназначается для открывания консервов.
Читать также: Как проверить измерительную головку
Водосточная жестяная труба
Совет: чтобы труба хорошо резалась ножом, для начала ее необходимо надпилить ножовкой, а уж потом применять нож.
Процесс разрезания жестяной трубы
- При работе с жестью иногда приходится использовать напильник. Очень часто он забивается металлическими опилками и быстро выходит из строя. Для того, чтобы вычистить его, можно воспользоваться лопаточкой из меди или трубкой из мягкого металла, при этом сплющив ее конец.
Жестяные трубы своими руками сделать не очень сложно, главное придерживаться данных рекомендаций и быть предельно осторожным, так как можно пораниться отрезанными острыми краями листа жести.
Домашние строители стараются подбирать для решения проблем наиболее бюджетные варианты. Поэтому вопрос, как сделать трубу из жести своими руками, является актуальным для многих мастеров-любителей. Ведь самодельное трубное изделие из жести может вполне сравниваться с водостоками или кожухами, которые лежат на полках в специализированных магазинах.
Следовательно, нужно подробнее узнать процесс изготовления жестяной трубы, имеющей характеристики, как у заводских изделий.
Жестяницкие работы своими руками — Справочник металлиста
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный листогиб – непростительная роскошь. Дело мастера боится – мы расскажем, как сделать своими руками столь полезное в частном домовладении приспособление.
Вальцовый
Второе название – трехвалковый.
Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов.
Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Листогибочный пресс
Заготовка кладется между двумя пуансонами (шаблонами), под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками. В бытовом применении бесполезны.
Траверсный механизм
Принцип действия конструкции – заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов.
Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба – от 0 до 180 градусов. Ширина обрабатываемого листа определяется длиной траверзы.
Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично. Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов.
Популярное: Угол заточки ножа – самая важная его характеристика
С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.
Торцевые ножи роликового типа предназначены для качественного выравнивания края заготовки.
Роликовый листогиб
Правильнее будет назвать – листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства.
Как изготовить самодельный листогиб
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.
Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм. Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Популярное: Рассмотрим несколько способов, как точить керамический нож дома
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Углы относительно друг друга должны быть расположены следующим образом:
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
Прижимной уголок будет располагаться следующим образом:
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
инструкция по изготовлению самодельного листогиба
Интересная статья на тему как собрать трубогиб своими руками. Доступные схемы и чертежи, а так же видео и подробное описание сборки.
Труба из жести – изготовление за 3 шага своими силами
Несмотря на множество различных жестяных заготовок, которые продаются в строительных супермаркетах, иногда при монтаже водостоков, вентиляции или других подобных инженерных систем возникает необходимость в установке деталей нестандартной конфигурации или размера. Потому многие домашние мастера интересуются, как сделать трубу из жести своими руками.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.
Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Изделия жестянщиков своими руками
Жесть представляет собой материал, который относится к прокатной продукции. Это разновидность листовой стали. После проката лист обрабатывается антикоррозийными веществами.
Для того что бы сделать такую трубу вам понадобятся всего лишь 2-3 инструмента
Для отопительного оборудования можно самостоятельно выполнить жестяные трубы для дымохода.
Данный материал эластичен, поэтому обрабатывается вручную.
Кроме того, сталь отличается жесткостью и прочностью, поэтому из него выполняются жестяные изделия особой прочности.
Аспирация. — Выкройки изделий
При медленной загрузке этой страницы основные её изображения можно открыть и посмотреть в каталоге «Чертежи, схемы, рисунки сайта».
Колпак — оголовок из оцинкованной жести для кирпичного столба
Высоту «h» выбрать любую, или с учётом размеров готового столба.
Размеры посадки «а» и «b» иногда полезно увеличить на 5 — 10 мм, в зависимости от качества кладки.
Размер «d» можно «прикинуть» рулеткой прямо на столбе, или считайте по нижеприведённой формуле.
* Положить выкройку лицевой стороной вверх. Просверлить отверстие ф3,5 mm. Прогнуть рёбра жёсткости (15mm) вниз почти на 90°. Прогнуть все пунктирные линии на угол 90°.
Прогиб линий следует делать в листогибе, хотя бы в самодельном из двух уголков (его сделать недолго). Тогда линии гиба будут прямые, чёткие, без вмятин, и изделие в итоге будет иметь эстетичный вид.
Если нет листогиба, то линию «а» и «b» гнуть как обычно; линии «А» и «В» гнуть на куске уголка № 50 — 63 закреплённого на краю верстака полкой вверх.
Чтобы гнуть плоскость А или В сразу всю, или почти всю — применить брусок (штакетину) 25×45 мм длиной 30-40 см.
Прогнуть грани по линиям «d» до правильной прямоугольной формы колпака, зонта. Для этого иметь узкую оправку: уголок 50 с обрезанной полкой, или прикреплённую к нему металлическую полосу толщиной 1,5-2 мм, ещё лучше полотно пилы.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Необходимое оборудование
Безусловно, процесс полностью автоматизирован, поэтому основные затраты — это покупка технологической линии. Её стоимость напрямую зависит от производительности. Если вы планируете открыть большой цех по производству изделий из жести, то и оборудование нужно соответствующее.
Итак, первое, что нам нужно купить, — это устройство для обрезания краёв с наших банок. Затем покупаются станки для изготовления жестяных изделий. Простыми словами, это технологическая линия, с высоким уровнем автоматизации, позволяющая на выходе получить готовую банку, которая в дальнейшем заполняется пищей также на специальной машине.
Основное устройство – это автоматический депаллетайзер. Помимо этого устанавливается конвейер, наполнитель, а также укупорочное устройство. Также можно установить термоупаковывающую машину. Мощность техники зависит опять же от необходимой производительности.
Так, наиболее дорогостоящие станки в сборе имеют цену порядка 100 000 долларов. Но с покупкой такой технологической линии можно повременить и для начала ограничиться агрегатами малой или средней производительности по цене 20 000 долларов.
Подготовительный этап
Вначале на лист жести наносится разметка, по которой будет вырезан полуфабрикат. Другими словами от определенного жестяного листа отрезают необходимую часть, из которой будет формироваться контур будущей трубы. Процесс разметки выполняется следующим образом: жесть раскладывают на верстаке и от верхнего края отмеряют отрезок, равный длине трубы. Здесь ставится отметка разметчиком.
Затем с помощью угольника по этой метке проводят линию перпендикулярно боковому краю. Теперь по этой линии длину окружности трубы, то же самое проделывают по верхнему краю. При этом по обоим краям добавляют около 1,5 см для формирования стыковочных кромок. Верхнюю и нижнюю отметку соединяют и вырезают заготовку.
Для определения длины окружности можно воспользоваться рулеткой, а можно вспомнить школьный курс геометрии.
Как сделать корпус трубы из жести
Целью этого этапа является формирование профиля трубы. По длине заготовки внизу и вверху проводится линия, по которой будут загибаться фальцы. При этом с одной стороны отмеряют 5 мм, с другой – 10 мм. Фальцы необходимо загнуть под углом 90 0 . Для этого заготовку укладывают на стальной уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.
Читать также: Лучшие моющие пылесосы отзывы
Сгибать изделие рекомендуется постепенно, проходя молотком вдоль всей длины. При этом начинать сгибание можно с помощью плоскогубцев.
Теперь на сгибе, величина которого равна 10 мм, делают еще один загиб фальца, чтобы получилась своеобразная буква Г. В процессе сгибания фальца нужно следить, чтобы верхний загиб располагался параллельно заготовке, а его длина составляла 5 миллиметров. Поэтому при нанесении линии загиба фальца с одной стороны отмеряют 0,5 см один раз, а с другой стороны – два раза по 0,5 см.
Выполнив формовку фальцев, можно переходить к формированию корпуса трубы. Для этого лист заготовки укладывают на калибрующий элемент и начинают простукивать киянкой или другим подходящим инструментом, чтобы получить профиль определенной формы. Сначала заготовка принимает U-образную форму, а затем становится круглой. В этом случае фальцы должны соединиться вместе.
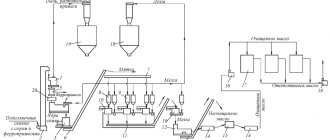
Производство жестяных банок: введение
Итак, для начала нужно понять, с чего начинать. Безусловно, нам потребуется специальное оборудование, также предстоит закупить материал, а затем выполнить его порезку. Далее идёт процесс лакировки и печати, а после уже выпуск готовой продукции. Но всё это вкратце и этого недостаточно.
Основная наша цель — это защитить любую пищу от попадания воздуха внутрь. Следовательно, основное требование — это герметичность. В принципе, при правильной технологии добиться положительных результатов довольно просто. Тем не менее, весь процесс достаточно трудоёмкий, требующий значительных капиталовложений на первых этапах развития бизнеса.
Существуют банки литографированные и нелитографированные. Они могут быть с двойным или одинарным закаточным швом. Как было замечено выше, изготовление изделий из жести — это процесс достаточно сложный, что обусловлено работой одновременно на двух параллельных линиях. На одной из них прокатывается корпус банки, на другой крышка и донышко. Всё это усложняет технологию.
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.
Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.
Изготавливаем и монтируем изделия любой сложности из жести и других листовых материалов (медь, титанцинк, аллюминий, жесть с полимерными покрытиями pural, polyester и др.). Производим водосточные системы, дымоходы из нерж. стали, вентиляционные системы, шапочки (флюгеры) на кирпичные дымоходы и столбы, вытяжные зонты, доборные элементы (отливы, карнизы, примыкания, переходы, ветровые планки, капельники и др.), разделки дымохода, различные короба, вентиляционные выводы и любые другие нестандартные изделия из жести в комбинации со сварными конструкциями. Все детали как правило собираются на фалец – гарант механический плотности и водонепраницаемости изделия. Изделия собранные на заклёпках – признак низкого качества.
Изготавливаем и монтируем следующие изделия из жести:
- Доборные элементы ;
- Нестандартные элементы (по размерам Заказчика);
- Оконные отливы;
- Флюгарки на дымоходные трубы и вентиляционные шахты;
- Колпаки на столбы и парапеты на забор;
- Водосточные жёлоба;
- Водосточные трубы;
- Колена для водосточных труб;
- Крепление для водосточного жёлоба;
- Крепление для водосточных труб;
- Вентиляционные короба
- и др.
Оборудование и идеи для малого бизнеса
Присмотревшись к изделиям из жести, можно увидеть, что вся конструкция состоит из деталей и элементов, которые под силу сделать своими руками каждому. Достаточно: выбрать схему, чертеж, ознакомится с азами жестяного бизнеса и приобрести несколько гибочных приспособлений. Рекламный стенд образцы водосточная система, сэндвич труба, дымовых и вентиляционных труб ..jpg (14.66 КБ) 14579 просмотров
Помещение
Площадью для размещения цеха может служить гараж или ангар. Для обрабатывания жести используют механические станки и листогибочные устройства, а их автономность сокращает расходы на оплате коммунальных услуг, аренде помещения без электричества.
Цех, ангар ..jpg (9.38 КБ)
Первая прибыль
Стол
Если нет металлического стола, чтобы изготавливать негромоздкие жестяные изделия, можно использовать деревянный – его вполне достаточно для таких потребностей. Необходимые размеры: ширина 1,5 метра, длина 2 метра, высота 0,8 метра.
Стол жестянщика ..jpg (11.88 КБ)
Ухваты
Для изготовления простейших изделий, способных принести первый доход, понадобится приспособление для производства ухватов (крюков) круглого сечения. Ухваты необходимы при креплении водосточного желоба, распределяющего воду из крыш в водосточные трубы. Цена крюка в розницу составляет 130 рублей, оптом – 90 рублей, стоимость приспособления (оснастки) – 700 рублей.
Приспособление для производства ухватов круглого сечения ..jpg (15.6 КБ)
Материалы
Для начинаний новоиспеченного жестянщика подойдут следующие вспомогательные материалы для работы с тонколистовой сталью:
1. Труба металлическая длинной 2 метра и диаметром 80-90 мм; 2. Швеллер или кусок рельса, порядка 2-х метров, шириной 90-100 мм; 3. Кругляк 2 м, диаметром 50 мм.
Инструменты
Инструменты жестянщика ..jpg (13.58 КБ)
Набор инструментов жестянщика:
1. Фигурные ножницы (левые, правые, прямые) 2. Рулетка 5 метров 3. 250 миллиметровый штангельциркуль 4. Линейка метровая советского образца 5. Линейка 500 мм 6. Молоток 100, 250 г 7. Киянка деревянная 8. Чертилка по металла 9. Карандаш 10. Точечная сварка 11. Дрель 12. Болгарка 13. Клёпочник 14. Плоскогубцы
Бизнес-план: металлообработка
Стартовый капитал
Государство идет на встречу малому бизнесу и позволяет получить субсидию для развития предприятия. Человек, зарегистрировавшийся безработным и имеющий бизнес-план, имеет возможность получить единоразовое, единовременное пособие на поддержку и развитие бизнеса.
За получением субсидии обращаются в центры поддержки предпринимательства. Учреждения размещены в каждом регионе России и тесно сотрудничают с органами муниципального управления. Вместе с заявлением в центр занятости понадобится предоставить бизнес-план производства. Если идея бизнес направления удовлетворит критерии Бизнес-Центра (безубыточность бизнеса, предоставление рабочих мест), выдача безвозмездного пособия будет одобрена положительно.
Далее, необходимо пройти регистрацию индивидуального предпринимателя. Субсидия выдается при наличии документов из федеральной налоговой службы.
Уже существующие индивидуальные предприниматели и общества с ограниченной ответственностью могут получить пособие, если возраст компании не превышает 1 год.
Программы субсидий для бизнеса, содержат пункт о размере запрашиваемых средств, процент может варьироваться в зависимости от Центра, к примеру: размер запрашиваемых средств не должен превышать 70% от собственного капитала фирмы. Так, при необходимости получить 100,000 рублей, предприятие должно иметь 70,000 рублей своих.
Дотацию не могут получить фирмы осущствляющие прокат оборудования, изготовлению, торговля алкогольных и табачных изделий.
Производство
Фальцегиб
Фальцегиб ручной.jpg (22.53 КБ)
Дополнить производство ухватов можно технологией замкового соединения листовых металлов, которое профессионалы называют «замок лежачего фальца». Соединение помогает деталям водосточных систем и систем вентиляции не пропускать сквозь щели воздух и воду. Делающее фальц устройство называется «фальцегиб» или в народе фальцегибочный станок. Фальцевый станок оснащается пластиковым элементом и не оставляет повреждений листа, царапин на материалах с полимерным, окрашенным покрытием.
Габариты фальце гибочного станка:
1. Длина – 1300 мм; 2. Вес – от 30 кг (определяется комплектацией).
Цена ручного фальцегиба 28,670 рублей.
Листогиб
Листогиб ручной ….jpg (14.5 КБ)
Более функциональными устройствами как листогиб, можно раскроить, формировать оцинкованный, лакокрасочный материал, придавая ему необходимую форму. Используя в работе, листогибочный ручной станок — можно сократить время на гибку и раскрой металла в несколько раз, согнуть лист металла без листогиба, трудоемкое и неблагодарное занятие.
Листогиб применяют в производстве: строительных деталей, кровли, декоративной отделки, профилей, каркасов, витрин, вывесок. Ручной листогиб имеет в своей комплектации отрезной станок по металлу и запасные отрезные роликовые ножи для быстрого реза оцинковки.
Характеристики листогибочного устройства:
1. Ширина — 200 мм 2. Высота — 1 метр 3. Длинна — 3000 мм; 4. Вес станка — 170 кг.
Стоимость станка листогиб ручной — 64,540 рублей.
Зиг-машина
Зигмашина.jpg (10 КБ)
При помощи зиг-машин формируют: выпуклости и углубления листов, сегменты отводов, детали фасонов. Такие особенности делают станок незаменимым при изготовлении вентиляций, дымоходов, воздуховодов, водостоков круглого сечения. При помощи зиг-машин гофрируют трубы для их соединения, придают круг фальцу, выкатывают замки, воронки и цапаны.
Характеристики зиг-машины:
1. Позволяет обрабатывать толщину стали 0.55 мм; 2. Вес – 10 кг.
Цена – 22,720 рублей.
Полный комплект оборудования для изготовления водосточных систем, вентиляции, воздуховодов
В полный комплект входят:
Полный комплект оборудования для цеха.jpg (18.75 КБ) 14597 просмотров
1. Вальцы; 2. Листогиб; 3. Зиг-машина; 4. Фальцегиб; 5. Фальцеосадочный станок; 6. Круглогиб; 7. Оснастка – приспособление для ухватов.
Цена – 225,000 рублей.
Подробней об оборудовании
Обучение азам и работе с оборудованием
Для обучения азам можно воспользоваться самоучителями жестянщика:
1. Кровельные и жестяные работы – ; 2. Слесарь-жестянщик по промышленной вентиляции – ;
Правильно использовать механические станки и устройства помогут видео уроки – смотреть.
Изделия из жести
Рекламный стенд образцы водосточная система, сэндвич труба, дымовых и вентиляционных труб ..jpg (14.66 КБ) 14579 просмотров
1. Водосточные системы; 2. Сэндвич трубы; 3. Дымовые трубы; 4. Вентиляционные трубы.
Инструменты для монтажа
Если услуги изделий из жести предусматривают монтаж водосточных, вентиляционных систем, понадобятся такие инструменты:
Инструменты для монтажа водосточных, дымовых, вентиляционных систем ..jpg (34.92 КБ)
1. Ватерпас; 2. Инструменты для загиба; 3. Рулетка, карандаш, веревка; 4. Ножовка; 5. Заклепочные клещи; 6. Дрель с аккаумулятором; 7. Резиновый и металлический молотки; 8. Клещи; 9. Ножницы по металлу.
Реализация товара
Изделия из жести можно реализовать через:
1. Точки продаж; 2. Предоставление услуг монтажа: водосточных, вентиляционных систем, сэндвич, дымовых труб; 3. Выполнение индивидуальных заказов.
Перед выбором конкретного производства, необходимо проанализировать рынок на потребность услуг изделий из жести. Для анализа консультируются с продавцами магазинов, пересматривают объявления в СМИ, интернет-ресурсах.
Наладить контакт с поставщиками материалов из жести, согласовать цены. Стоит задуматься и о транспорте доставки товаров в точки продаж, заказчикам. Услуги отделений почты можно рассмотреть, как вариант доставки изделий из жести в отдаленные места.
Успех реализации заключается в правильной подаче своих услуг через: объявления в СМИ, раздачу листовок, визиток, расклеивании объявлений в оживленных точках.
Итоги
Не взирая на существование компаний-производителей изделий из жести, рынок нуждается в нестандартном: сандирки, колпаки для ограждений, защитно-декоративные детали окон и стен. Приобретая товары иностранных производителей, покупатель переплачивает за фирменный лейбл, услуги посредника, доставку, наценку точек продаж.
При вложениях 300,000 рублей и грамотной организации, бизнес способен окупится после производства 3-4 водосточных или вентиляционных систем.
Рекомендуем: Бизнес-план: производство профнастила Бизнес-план: производство металлопластиковых труб Бизнес-план: цех по производству металлических дверей Бизнес-план: производство материалов из искусственного камня
Водосточные системы
Предлагаем водосточные системы двух видов:
- полукруглая водосточная система (здесь цены и э-каталог)
- профилированная водосточная система
Водосточные системы изготавливаем из оцинкованной жести, жести с полимерными покрытиями polyester (PE) и pural (цвета по каталогу RR), а также возможно изготовить из меди и титанцинка. Толщина материала 0,5мм. Водосточные системы изготавливаем и комплектуем под заказ по вашим данным, расчитываем необходимую комплектацию по вашим чертежам.
Профилированная водосточная система
Преимущества профилированной водосточной системы это относительно легкий и быстрый монтаж, хорошая цена. Желоба изготавливаем под заказ по вашим размерам (длинам, макс. длина составляет 5м), тем самым количество обрезков сводится к минимуму, в результате улучшается качество монтажа и увеличивается срок службы, т.к. количество соединений сводится к минимуму.
Цены. Профилированная водосточная система
Полукруглая водосточная система
Изготавливаем и монтируем круглые водосточные системы – классический вариант проверенный временем. На заказ можем изготовить различные нестандартные отводы, переходы с круга на квадрат и т.д.
Водосточные системы изготавливаем из оцинкованной жести, жести с полимерными покрытиями polyester (PE) и pural (цвета по каталогу RR), а также возможно изготовить из меди и титанцинка. Толщина материала 0,5мм. Водосточные системы изготавливаем и комплектуем под заказ по вашим данным, расчитываем необходимую комплектацию по вашим чертежам.
Цены. Круглая водосточная система
Шапочки (флюгарки, колпаки, дымники) на кирпичный дымоход
Цены. Шапочки на кирпичный дымоход
Изгатавливаем под заказ по вашим размерам шапочки на дымоход. Все соединения собираются на фалец, ножки шапочки изгатавливаем из металлической полосы 4 мм. Такая шапка надежно защитит кирпичный дымоход от атмосферных осадков.
Читать также: Перосъемная машина своими руками из стиральной машинки
Флюгарками называются дымники, или колпаки, которые устанавливаются на трубы, вентиляционные выводы, газоходы, одним словом – на любые воздушные выводы из дома через крышу, чтобы предотвратить попадание в них осадков.
Материалы, из которых изготавливают флюгарки – медь или металл с полимерным покрытием (например, полиестер). Бывают флюгарки из оцинкованного железа или нержавеющей стали – тоже очень надежные материалы, не нуждающийся в особом уходе и окрашивании.
Флюгарки должны быть надежно закреплены к трубе. Для этого просверливают отверстия в юбке флюгарки и межкирпичной кладке и вставив в отверстия дюбеля, крепят их специальными кровельными саморезами. Для надежности дюбеля обмакивают в цементный раствор, непосредственно, перед тем как вставить их в отверстия. Второй вариант крепления – анкерами, предусмотрен для очень тяжелых флюгарок. Этот способ возможен в случае, если кирпич на трубе не пустотелый
Заказчик может выбрать шапочку с прямыми или изогнутымы ногами (см. фото). На заказ изгатавливаем нестандартные шапки по вашим чертежам. Изгатавливаем более простые и дешевые модели, предназначенные для установки в больших количествах на многоквартирные жилые дома, торговые центры, большие промышленные объекты.
Колпаки (шапочки) на столбы
Цены. Шапочки на столбы
Для защиты и оформления забора, колпак является весьма конструктивным решением. Если забор не защищен, со временем на нем появляются растрескивания и разрушения кладки. Колпаки на забор, используемые для столбов, являются не только великолепным декоративным элементом, но и превосходно защищают от всевозможных атмосферных осадков. Для большей эксплуатации забора, вместе с заборными колпаками используют заборные планки. Такое сочетание обеспечивает защиту забора, и сохраняют его от механических повреждений.
Материал и цвет колпаков на столбы и на забор выбирают аналогичными материалу кровли основного здания. Абсолютно недопустимо использовать для накрытия забора горизонтальные плоские элементы. Это необходимо, чтобы не произошла протечка воды в нахлестках, тем самым предотвратить коррозию, не дать возможности воде застояться.
Изгатавливаем под заказ колпаки на столбы и заборные планки.
ООО «ПроектСервис»
Производственное предприятие ООО «ПроектСервис» на сегодняшний день является одним из лидеров на российском рынке производителей жестебаночной тары.
Основной производственный комплекс расположен в г.Озеры Московской области в 130 км от Москвы.
В производственный комплекс входят несколько высокотехнологичных автоматических комплексных линий по производству сборной жестяной банки со сварным швом, линии по производству крышки для банок, лаборатория проверки качества сырья и готовой продукции, удобные оборудованные складские площади, современный офис.
В компании работают профессионалы на каждом этапе подготовительного, производственного и сервисного процесса, усилиями которых на предприятии постоянно модернизируется производственный процесс, используются современные прогрессивные технологии не только производства но и управления, контроля, организации эффективных схем продаж и сервисных услуг.
Производимой продукцией является жестяная тара для консервной промышленности в ассортименте по ГОСТ 5981-2011 «Банки и крышки к ним металлические для консервов» и по индивидуальным заказам:
- с использованием заданных размеров
- с двойной лакировкой внутренней поверхности банки для закатки в Росрезерв
- с прикатыванием крышки «EASYOPEN»(ЛВК легковскрываемая крышка с кольцом)
- с литографией на корпусе и крышке по макету заказчика или
- с литографией по дизайн макету , бренду разработанному нашими специалистами, согласно запросу и пожеланиям заказчика.
Для изготовления банки используется белая жесть ведущих российских и европейских производителей, высококачественные лаки и эмали, разработанные и сертифицированные в соответствии с требованиями технологий современных пищевых консервных производств.
Стабильно высокое качество выпускаемой консервной тары обеспечивается мощной производственной базой, прогрессивной системой контроля качества применяемого сырья и на всех этапах производства, продуманными схемами хранения и логистики.
Использование швейцарского оборудования «Soudronic» позволяет перенастраиваться на нужный ассортимент продукции для своевременного выполнения заказа любого объема.
Наша компания является надежным поставщиком и готова удовлетворить требования самых взыскательных клиентов
Сотрудничество с ООО «ПроектСервис» это ПРОСТРАНСТВО ВОЗМОЖНОСТЕЙ для Вашего успешного бизнеса!
Разделка кирпичного дымохода
Цены. Разделка кирпичного дымохода
При относительной простоте монтажа современных кровельных материалов наиболее сложным местом является правильная разделка кирпичного дымохода. Как правило непрофессиональный кровельщик затрудняется сделать правильную разделку дымохода. В таком случае вы можете прибегнуть к нашим услугам и заказать деталь «разделка дымохода» у нас. Для заказа вам необходимо знать угол крыши, размеры дымохода, материал (цвет) кровли.
Заказанная у нас разделка дымохода состоит из двух частей и проста в монтаже.