Русские умельцы ножевого дела, никогда не ищут лёгких путей. Потому что это – для многих хобби и увлечение. Бывает, что из простого занятия, получается настоящий небольшой бизнес. Но в большинстве своём, для людей это всё же, это отдых и отвлечение от повседневной жизни. Каждый человек, определяет свой досуг сам. Любители ковать, довольно часто изготавливают свои изделия из необычных вещей, например: нож из подшипника. Очень интересный и непростой процесс.
Самодельный нож из подшипника.
Ковка ножа из подшипника
Распиливать подшипник рекомендуется наискосок – когда будем ковать, носик сможем сформировать в более легкий способ.
Автор использовал сплав Шх15 – это сталь, которая легирована хромом. Перед тем, как приступать к ковке, сплав отжигаем, оставляем в печи или горне, чтобы медленно остыл – примерно 20–60 градусов в час. По отжигу сталь приобретает пластичность, теперь ее ковать удобнее.
Обойму выпрямляем, формируем клинок. Чтобы определить требуемую температуру ковки стали Шх15 – а это в пределах 800…1100°C, стоит использовать пирометр. Но если такового прибора нет, уровень нагрева определяем по цвету каления – где-то от вишнево-красного до темно-желтого.
Когда процесс ковки окончен, делается нормализация, в противном случае в металле останутся напряжения и при лучшем исходе во время закалки клинок поведет, а в худшем – лопнет на морозе, возможно с нанесением травм. Чтобы провести нормализацию, нагреваем клинок до 800…950°C, такую температуру выдерживаем недолго – и на воздух, на ровную поверхность, чтобы остыл.
Дальше можно переходить к слесарной обработке. Черновые спуски делаем путем ковки, остальное – с помощью гриндера или болгарки. Главное – толщину спусков должна быть не меньше 1 мм, в противном случае во время закалки лезвие будет вести.
Теперь – наверное, ключевой момент в изготовлении ножа. Это термическая обработка.
Для закалки медленно нагреваем клинок до 830°C – светло-красного цвета. Для определения нужно температуры можно использовать магнит – если металл больше не магнитится, значит достигнута нижняя температура закалки. После того как при такой температуре соблюдена выдержка 1 минута на каждый мм толщины клинка – охлаждаем в масле. При этом масло должно быть подогрето примерно до 50°C.
Не меньшую важность имеет процесс отпуска металла – можно сделать в духовке, t200°C, продолжительность – полтора часа. Здесь главное, чтобы этого не видела жена =)
Результат – в меру твердый клинок, надфиль можно едва зацепить, при нагрузке пружинит.
Дальше перейдем к рукояти. В качестве материала рукоятки автор взял березовый сувель, отваренный в соленой воде с хвойными опилками.
Готовая рукоять пропитывается – для этого берем горячее льняное масло.
Для полноценного ножа нужно соответствующее одеяние – то есть ножны.
Якуты для изготовления ножен для своих клинков используют бычий хвост. В наших широтах хвосты, да и быки в дефиците, но зато достаточно бересты. К сожалению, по фотографиям действует ограничение, поэтому для тех, кто будет интересоваться, сделаю продолжение – о ножнах.
Закалка. Проблема.
Поскольку я делаю ножи в основном из подшипников от автомобилей, по размеру обычно это диаметр сантиметров 10-15, и начинал полным дятлом, после чисто интуитивных попыток возникли следующие проблемы: • После закалки в воде сталь хрупкая настолько, что разлетается как стекло при сильном ударе
Собственно, все. Остальное все меня устраивало. Но мне хотелось, чтобы «не ржавело», «хорошо резало», «держало заточку», «не раскалывалось».
Болометра у меня нет, «все на глазок», и когда я читаю рекомендации «выдержать два часа при температуре 453 градуса» — это не для меня. В конце концов, плюс-минус твердости или вязкости мне фиолетово. Меня вполне устроит «более-менее» приличное качество по перечисленным параметрам.
Поэтому.
Решение проблемы:
1. Отковываю, обязательно соблюдая следующие условия:
• При нагреве я лучше недогрею, чем перегрею. Стараюсь не накалять до белого свечения, работаю в диапазоне красного-желтого. Лучше я почаще буду совать-вынимать, чем пережгу. • Внимательно следим за деталью, когда лежит в горне: попытка сэкономить и делать одновременно две детали приводит к тому, что или пережжешь, или что-то испортишь. • Нагрелось до красного яркого с кусками желтого свечения – вынимаем • Периодически пшикаем-брызгаем из бутылочки пластиковой (как на шашлык) – лучше видно температуру, где что нагрето, да и угли экономит • Особенно внимательно, когда есть тонкие детали (лезвие, например) – не пережечь!
2. НИ В КОЕМ СЛУЧАЕ НЕ БИТЬ ПО ХОЛОДНОМУ МЕТАЛЛУ!
• Когда куешь, металл пластичен. И по свечению видно, если он начинает остывать. Конечно, хочется за один раз отковать «побольше». Надо бороться с этим искушением. • Как только при ударе молотом (а я все вручную, нет механики) – чувствуешь, что пластичность уменьшается – останавливаемся, греем дальше.
Пояснение: насколько я понял, объясняется все просто. Как только я треснул молотом по подостывшему металлу, возникают микро-трещины, которые плохо «залечиваются» даже хорошим нагревом, и потом по ним все ломается. Вот и все.
3. Собственно, закалка.
Я пробовал в воду. При любых (почти) вариантах – хрупкая сталь получается. Поэтому взял, слил в канистру отработанного машинного (не проблема достать). Читал картинки и про то, какие температуры для каких марок стали… Разбирался в свечениях и цвете металла. Сухой остаток:
• Когда форма детали скована – я стараюсь максимально близко к финальной форме, чтобы поменьше точить, — приступаю к закалке • Нагреваю до (в среднем) цвета-свечения между красным и желтым (на глазок) – но для этого есть обоснования теоретические, скажу ниже, — и опускаю ВЕРТИКАЛЬНО ЗА ХВОСТИК кончиком лезвия вниз быстро-быстро в масло. Держу несколько минут, чтобы полностью остыло. • Нагреваю до темно-красного цвета и закаляю еще раз • Если «ведет» нож, что бывает, — просто искривляется он – нагреваю до темно-красного цвета (минимальная пластичность) и подправляю, если надо, закаляю еще раз. • Кладу рядом с углями на поддон, вырубаю горн – пусть остывает все вместе.
Результат – шикарно все, и без заморочек. Могу подвести длинную базу, но такой повтор закалок с понижением верхней температуры нагрева на опыте дает отличный результат в среднем, независимо от взятого подшипника (японских экзотик не пробовал, брать не буду – в основном наш Автоваз, Уралаз, Камаз, Газ, и пр. Совецкие заводы.)
Теперь теория.
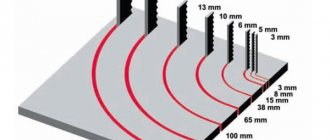
Если мы возьмем картинку переходов разных аустентитов в мартенситы и прочие цементиты,
… то обратим внимание, что В СРЕДНЕМ диапазон правильного нагрева выше 850, но ниже 900 градусов. Поэтому нагревать надо примерно до диапазона цветов как на картинке ниже.
Повтор ХУЖЕ не делает, а ЛУЧШЕ делает. Вот и все.
Поскольку подход этот «крестьянский» я его излагаю просто и все.
Сталь шх15 для ножей: описание, плюсы и минусы
С незапамятных времен нож входит в жизнь человека, как предмет необходимости. В древности нож представлял из себя заостренный камень, который человек использовал для охоты и защиты от хищников. Со временем нож сильно изменился, ему находилось все больше применений и он плотно вошел в быт и хозяйство.
Сейчас невозможно представить жизнь современного человека без ножа. Он стал необходимым средством для приготовления пищи, туристических походов, охоты и рыбалки, а так же военного дела. Даже в спорте нож нашел себе применение.
Чем различаются ножи между собой
В наше время существуют ножи совершенно разных, порою даже замысловатых форм, в зависимости от того, где они применяются. Рукояти и лезвию придается необходимый эстетические и практический вид. Но решающим фактором, отличающим один нож от другого, является то, из чего он был сделан. Конкретно речь идет о химическом составе стали, из которой изготовлено само лезвие. Не каждый способен выбрать себе именно ту сталь для ножа, которая ему необходима, так как существует огромное количество разных вариаций этого сплава, химический состав которых определяет их свойства, достоинства и недостатки, слабые и сильные стороны. Но для выбора ножа необязательно изучать всю таблицу Менделеева, достаточно лишь знать какие свойства имеет та или иная марка стали.
Что представляет из себя сталь ШХ 15
Сталь ШХ 15 является представителем класса низколегированных хромистых сталей. Это означает, что в состав стали, помимо основных элементов, входят специальные добавки. Они то и придают ей необходимые свойства прочности, стойкости к коррозии и агрессивной среде. Сталь ШХ 15 содержит в своем составе следующие химические элементы:
В сталях этой группы количество хрома достаточно мало, что является главным отличием от высокохромистых сталей. По этой причине хром не образует собственные карбиды, а остается в твердом растворе и также входит в состав цементита. Если говорить про структурные признаки, то стоит отметить, что все карбиды мелкие. Именно этим определяется высокая контактная выносливость и однородность данной стали. В целом, как и другие «углеродистые» стали, ШХ 15 отлично держит тонкую кромку.
В промышленности данная марка стали получила широкое распространение благодаря ее повышенной твердости, износостойкости и устойчивости к коррозии. В основном из нее производят ролики и шарики для подшипников. Отсюда и пошло название «подшипниковая сталь». Ножам из такой стали присуща высокая износостойкость, твердость и контактная прочность.
ШХ 15 получила широкое распространение у изготовителей ножей благодаря тому, что она прекрасно поддается температурной обработке, после чего не только приобретает нужную форму, но и в несколько раз улучшает свои показатели прочности. Также при этом достигается очень высокая стойкость к износу, что в свою очередь обеспечивается высокой твердостью стали. Стоит отметить высокую стойкость к смятию, при сохранении таких параметров как пластичность и вязкость.
Для закалки оптимальной температурой является показатель в районе 810 — 850 градусов, а температура отпуска в свою очередь варьируется от 150 до 160 градусов. В конечном результате достигается твердость в 61-64 HRC.
Сталь данной марки также обладает рядом следующих характеристик: склонность к отпускной хрупкости или флокеночувствительность. Предел пропорциональности для этого материала составляет 370-410 мПа, а предел кратковременной прочности для данной стали находится в районе от 590 до 750 мПа. Сталь ШХ 15 обладает относительным сужением, равным 45%, а характеристика ударной вязкости составляет примерно 440 кДж/м2.
Как ковать клинок из напильника
Для ковки потребуется стандартный набор кузнеца: горн, наковальня, пара молотов (один 1,5-2 кг, и 0,3-0,5 кг), клещи, щетка по металлу.
Подготовка материала
Изготавливая нож из напильника кузнечным способом, первое, что потребуется, это обжечь сталь. Процедуру делают следующим образом.
- Разжигают огонь в печи (не газовой!) и закладывают заготовку в очаг.
- Выдержать металл в огне примерно 4-5 часов.
- Дать остыть заготовке вместе с печью.
Это делается с целью отпустить металл, так как в инструментах он дополнительно закален и, если этого не сделать, при ковке возникнут напряжения в структуре.
Температура обжига должна составлять 600-700 градусов. Проверяют ее, посыпая заготовку солью: если она плавиться,значит, процесс идет правильно. Важно, чтобы металл раскалился равномерно по всей длине (одинаковый равномерный цвет).
После обжига температуру горения нужно уменьшать постепенно, после чего оставить заготовку в тлеющих углях до полного остывания (по времени около суток). Если остудить разогретый металл очень резко, то он попросту может растрескаться или даже раскрошиться.
Итоги
Детально изучив сталь марки ШХ 15 можно однозначно указать на ее достоинства и недостатки.
- Однородность.
- Высокая контактная выносливость.
- Хорошо поддается обработке.
- Достаточно высокая твердость.
- Высокая стойкость к износу.
- Тонкая кромка при заточке.
- Стойкость к смятию.
- Пластичность и вязкость.
- Относительно высокая подверженность коррозии.
- Трудная заточка.
Существует множество разных марок стали. Каждая из них имеет свои преимущества и недостатки. ШХ 15 в свою очередь представляет из себя весьма универсальную сталь, подходящую чуть ли не для любого типа ножей. На данный момент она является одной из наиболее популярных марок с невысокой стоимостью и используемой, в основном, при частной ковке клинков. Изделие из такой стали способно дать желаемый результат от работы, значительно сэкономив при этом бюджет, благодаря своей низкой стоимости.
Какие инструменты необходимы для ковки ножика своими руками?
Чтобы выполнить ковку клинка, понадобится иметь специальный инструмент кузнеца, однако можно воспользоваться и любительскими инструментами:
- Молот на 4 кг.
- Молоток до 1 кг.
- Тиски.
- Станок для точки.
- Печка.
- Наковальня.
- Аппарат для сварки.
- Болгарка.
- Щипцы кузнеца или обыкновенные пассатижи.
- Разводной ключ.
Инструменты для ковки: молоток, тиски, разводной ключ, щипцы кузнеца, зубило, подбойка.
Следует знать некоторые нюансы касательно печки. Понадобится достичь температуры приблизительно 1000-1200°С, чего сделать в обыкновенной печи не получится. В связи с этим надо будет усовершенствовать печку. Конструкция изготавливается из металла с толстыми стенками, после чего присоединяется труба, в которую будет подаваться воздух из пылесоса. В качестве топлива подойдет уголь.
Перед изготовлением ножа понадобится сделать эскиз. Нож является простым предметом, который состоит из клинка и рукоятки, но данные элементы имеют множество составляющих. На рис. 1 можно увидеть эскиз конструкции со всеми ее составляющими. Существующие виды профилей можно увидеть на рис. 2. После того как будет выбран подходящий профиль, можно будет перейти к созданию эскиза. Профессионалы не всегда используют чертежи, однако новичкам они будут необходимы.