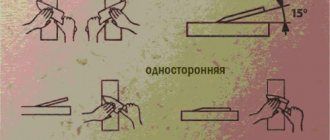
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
Тип круга
В теории должно быть цифровое обозначение:
- 1- прямой профиль,
- 41 – диски отрезные,
- 42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.
7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Отрезные круги для УШМ
УШМ — один из наиболее востребованных инструментов. Соответственно и расходные материалы (оснастка) для них для них — товар, который пользуется постоянным устойчивым спросом. Основу ассортимента во многих магазинах составляет продукция «Лужского абразивного завода», который на данный момент лидирует на этом рынке. Но в продаже легко найти не только лужские круги, выбор как никогда разнообразен — тут тебе и Европа с известными мировыми брендами, и Азия. Разброс по ценам на продукцию разных марок очень серьезный, а как с качеством? А вот с ним вопрос остается открытым. По каким параметрам оценивать качество, например, отрезного круга по металлу? Может быть, по количеству резов — чем больше отрезал, тем лучше? Такой вариант кажется очевидным, но лишь кажется — это однобокая оценка. Объективная картина складывается из множества разных параметров. Редакция журнала «Инструменты» провела независимое тестирование отрезных кругов для УШМ. Испытывали круги для резки стали диаметром 230 мм, толщиной от 2 до 3,2 мм. Испытания проводились в Иваново, на площадке ЗАО «ИСМА» — одном з отечественных производителей абразивных материалов и оснастки. В этой статье мы приведем подробный отчет о результатах, а также объясним, почему тестировали именно там, какие именно круги были выбраны и почему, в чем заключалась независимость испытаний и как следует понимать полученные результаты. Но сначала, как водится, немного теории.
Что такое отрезной круг?
Отрезные круги для УШМ выпускаются двух типов — так называемые тип 41 и тип 42. Первые — совершенно плоские, вторые — с утопленной втулкой (за такую форму их порой называют чашечными). Круги 42-го типа удобнее, если, например, нужно отрезать заподлицо со стеной торчащий кусок арматуры — чашечный круг позволяет сделать рез практически параллельно стене. Но они сложнее в производстве и встречаются реже, чем «сорок первые». Для теста мы старались взять именно «сорок первые» круги, но есть и «сорок вторые» — это Hitachi. В момент сбора образцов плоских кругов Hitachi не было в наличии, и мы взяли «сорок вторые».
Маркировка отрезного круга для УШМ может выглядеть примерно так: A 30 S BF или A 24 S BF: первый символ — тип абразивного зерна (А — нормальный электрокорунд, AS — белый электрокорунд), цифра — размер зерна, S — твердость (по европейской схеме обозначений, в России используется маркировка Т1, Т2 и т.д.), B — бакелитовая связка, F — наличие упрочняющих элементов (сетки). Отрезные круги для УШМ всегда изготавливают на бакелитовой связке и всегда с упрочняющими элементами, то есть со стеклосеткой. Причем сеток должно быть как минимум две, если речь идет об отрезных кругах (толщиной до 3,2 мм). У шлифовальных кругов применяют три сетки.
Нормальный электрокорунд (окись алюминия) идет на круги для резки черных металлов. Белый электрокорунд, по сути, та же окись алюминия, но с меньшим содержанием примесей, например железа. Содержание оксида алюминия в нем доходит до 99 %. Белый электрокорунд не дает такого прижога, как нормальный, поэтому его используют для производства кругов для резки нержавеющей стали. Дело в том, что для нержавейки прижог недопустим — при перегреве выгорают легирующие добавки и нержавеющая сталь превращается в обычную, а по месту реза может начаться процесс коррозии. Понятно, что это неприемлемо.
Есть еще циркониевый электрокорунд, у него самое твердое зерно среди всех корундовых материалов. Круги на его основе предназначены для резки и шлифовки рельс, а также для грубой обдирки. Зерно у них очень большое, да и сами круги очень твердые — все это повышает их ресурс. Для резки неметаллов (бетон, кирпич, мрамор, гранит) используют совершенно другой сорт абразива — карбид кремния. Хотя сейчас для таких материалов все чаще берут алмазные круги.
Что касается размера зерна, то у каждого производителя своя рецептура. Размер зерна отражен в маркировке. В испытаниях участвовали круги с разным составом, от А 24 (это 710 мкм) до А 36 (это 500 мкм). В зависимости от размера фракции производители подбирают оптимальный состав других компонентов, потому что все взаимосвязано. Например, у фракции 710 мм зерно крупное, и если не угадаешь с качеством и количеством связки, то его может просто вырывать из круга. С зерном 500 мкм другая опасность — если переборщить с твердостью, то круг получится совершенно неэффективным. Он будет не резать, а гореть. Все равно, что пытаться резать железом по железу — резать будет, но исключительно за счет нагрева. Твердость круга задается рецептурой и давлением прессования.
Помимо собственно абразива и бакелитовой связки, в состав круга входят различные наполнители. Их состав каждый производитель подбирает самостоятельно.
Кстати, разный химический состав у кругов разных производителей ощутим даже по запаху во время работы: от нейтрального до острого, резкого.
Пример чистого реза без прижога и заусенцев
Третий важный элемент, входящий в состав кругов, — стеклосетка. Как уже было сказано, в круге, предназначенном для УШМ, их должно быть как минимум две. Сетка препятствует разрыву круга на больших скоростях и при боковых нагрузках, которых при работе УШМ не избежать. Это ведь не станок, и, когда держишь инструмент в руках, всегда будут небольшие отклонения в ту или другую сторону, приводящие к изгибу круга. Он должен выдерживать такие деформации. Именно сетка придает ему необходимую прочность.
Чем толще сетка, тем прочнее получается круг. С другой стороны, тем меньше в круге абразива, соответственно, ниже его эффективность. Производитель вынужден искать баланс, подбирая сетки оптимальной толщины, чтобы круг обладал и достаточной прочностью, и хорошей производительностью.
К сетке и ее роли в работе абразивного круга мы еще вернемся, когда будем говорить о безопасности.
Напоследок стоит упомянуть еще об одном элементе, из которого состоит круг для УШМ, — калибровочной втулке. Это металлическое кольцо в центре. Оно нужно для того, чтобы на финальном этапе производства не пришлось проводить калибровочное сверление посадочного отверстия. Вторая функция втулки — защита вала УШМ от износа.
Критерии качества круга
Утомляемость. Теперь можно хотя бы приблизительно сформулировать требования к качеству кругов. Количество резов не является однозначной характеристикой, потому что две наиболее важные для пользователя величины — скорость реза и долговечность при работе УШМ — находятся «в противофазе». Чем «выносливее» круг, тем медленнее он будет резать. Верно и обратное — круг с малой скоростью реза прослужит дольше. Вот и приходится балансировать между этими двумя параметрами.
Прижог и заусенцы.
Качество реза оценивается также по прижогу и размерам и количеству заусенцев. Прижог — это нагрев разрезаемого металла, сопровождающийся появлением цветов побежалости. Такой нагрев меняет физические и химические свойства разрезаемого металла, а это не всегда приемлемо, например, если после реза предполагается соединять разрезанные конструкции с помощью сварки. Прижог может повлиять на качество сварного шва. Вот почему чем он меньше, тем лучше качество реза.
Второй параметр — заусенцы. Обычно они напрямую зависят от размеров зерна: чем крупнее абразивное зерно, входящее в состав круга, тем больше заусенцы. Чем они плохи? Тем, что вызывают необходимость дополнительной механической обработки обрезанных деталей. Представьте, что вы режете трубу, и заусенцы перекрывают часть внутреннего сечения этой трубы — очевидно, что их нужно удалить. Все это повышает трудоемкость работы, а соответственно, и стоимость. Вот почему принято считать, что чем меньше заусенцев, тем круг лучше.
Закусывание.
Закусывание по своей сути — кратковременная потеря кругом режущей способности. Причину сформулировать не так-то просто, но обычно при прочих равных условиях в качестве таковой принято считать чрезмерную для данных условий (материал распиливаемой заготовки, скорость подачи, частота вращения круга) твердость самого круга. Повторимся — именно «для данных конкретных условий», поскольку на заготовке такой же формы и размера, но из другой марки стали или при меньшей скорости подачи закусывания может и не наблюдаться. Так что это явление само по себе еще не является однозначным показателем качества, но и его не следует сбрасывать со счетов.
Безопасность
И самый, пожалуй, важный параметр — это безопасность. Линейная скорость вращения круга составляет 80 м/с (на краю): если вдруг он разлетится на полной скорости — мало не покажется. Справедливости ради стоит отметить, что зачастую в подобных ситуациях виноват рабочий (снимает кожух, ставит круг большего диаметра, чем допускает конструкция УШМ, или вообще пильный диск от циркулярной пилы), однако это не отменяет требований к безопасности круга. Они изложены в ГОСТ Р 52588-2006, который гласит, что для отрезных кругов для УШМ минимальная допустимая скорость разрушения круга должна быть не менее 150 м/с. То есть необходим почти двукратный запас прочности по сравнению с рабочей скоростью. Значительный вклад в эту прочность, помимо связки, вносит армирующая сетка, вот почему она так важна.
Абразивные круги как потенциально опасная продукция обязательно должны проходить сертификацию. На многих протестированных кругах указан европейский стандарт EN 12413, это именно сертификация по безопасности. Он подтверждает, что данный вид продукции выдерживает все заданные нормативы.
Надо сказать, что требования к безопасности в EN 12413 весьма жесткие, в них заложена проверка на разрыв, на изгиб и на стойкость к боковым нагрузкам. Последняя проверяется тремя способами: по одноточечной и трехточечной нагрузке, а также методом ударных испытаний. Казалось бы, какой смысл в стойкости к боковым нагрузкам, откуда им взяться? Кому доводилось резать металл с помощью УШМ, тот хорошо знает, что даже при работе в вертикальной плоскости (а это самый простой случай) не избежать боковой нагрузки, для этого достаточно лишь чуть дрогнуть руке. А ведь бывают куда более сложные ситуации.
Выпадение одного, пусть даже небольшого, сегмента уже можно считать полной поломкой круга, после чего его дальнейшая эксплуатация недопустима. В этом случае появляется дисбаланс, который на большой скорости приводит к сильной вибрации, а та, в свою очередь, ведет к окончательному разрушению круга.
Для российского покупателя подтверждением безопасности приобретаемого им круга должны служить обозначения ГОСТ и РСТ, указывающие, что круги сертифицированы должным образом в России, и их безопасность проверена. Кстати, на некоторых китайских образцах из числа участников теста не было указано ничего — ни ГОСТ, ни EN. То есть понять, проходили ли они хоть какую-то проверку, невозможно.
«Наш» ГОСТ Р 52588-2006, можно сказать, «списан» с EN 12413, то есть содержит такие же требования. Отметим, что еще недавно отрезные круги для УШМ подлежали обязательной сертификации в соответствующих организациях, и именно такая проверка позволяла наносить на этикетку знаки ГОСТ и РСТ, что давало право продавать подобную продукцию на территории РФ. Однако сейчас ситуация выглядит туманно: вроде бы ГОСТы собираются отменять, а какие нормативные документы будут действовать вместо них в случае отмены — пока неясно. Логика подсказывает, что обязательная сертификация должна сохраниться, потому что в противном случае рынок наверняка заполнит продукция непонятного качества, сделанная буквально «на коленке».
Срок годности
Установлен для всех кругов — он, как правило, отштампован на калибровочной втулке. Вообще-то ГОСТ разрешает использовать круг и после истечения срока годности, но после проведения испытаний в специальном станке (СИПе). Испытанию подлежит каждый экземпляр, но методика не та, что применена в нашем тесте. Мы взяли на вооружение самый жесткий метод — разгон до полного разрушения круга, тогда как испытания перед эксплуатацией предполагают разгон всего лишь до скорости в 1,1 раза больше рабочей.
Чем определяется срок годности отрезного круга? В его состав входят различные полимерные соединения, а они не являются абсолютно стабильными и с течением времени меняют свои свойства. Условия хранения тоже играют важную роль: сырость, прямые солнечные лучи — все это способно сильно снизить ресурс круга, даже если его срок годности еще не закончился.
Методы и условия испытаний
В отличие от большинства проводимых нашей редакцией тестов, когда оцениваются в основном субъективные моменты, вроде удобства эксплуатации, тест отрезных кругов максимально объективен, потому что почти все важные параметры можно было измерить.
Для испытаний мы брали по четыре экземпляра из каждой партии кругов. Первым делом у всех замеряли «геометрию» — наружный диаметр и толщину в четырех точках. Далее измеряли звуковой индекс (это характеристика, показывающая твердость круга) и дисбаланс. После этого первые три образца тестировали на количество резов, последний подвергался испытанию на механическую прочность.
Тест на количество резов проводили на специальном автоматизированном станке 8Г240. Единственное, что в нем нужно было делать вручную, — это подавать заготовку. Скорость подачи круга и частота его вращения были фиксированными. Резали стальной пруток диаметром 28 мм, марка стали 45. Скорость подачи круга — примерно 370 мм/ мин, частота вращения — 6360 об/мин. Мощность двигателя, вращающего круг, — 15 кВт.
Пруток резали до тех пор, пока круг не уменьшался в диаметре примерно до 150 мм. После этого уже можно было вычислять коэффициент шлифования — это параметр, однозначно характеризующий производительность круга. Его физический смысл — отношение площади срезанного металла к площади изношенного круга.
Четвертый круг испытывали на станке СИП-300. Он состоит из круглой стальной камеры со стенками толщиной 15 мм, высокочастотного электродвигателя, развивающего обороты до 24 000 в минуту, и системы управления, позволяющей плавно повышать обороты двигателя. Закрепив круг на шпинделе аппарата, мы разгоняли его до 13 750 об/мин. Эта скорость заведомо превышает требования ГОСТ Р-52588-2006, и, если круг не разлетался на такой скорости, это означало, что он соответствует требованиям безопасности. Если круг все же разрывало, то мы засекали обороты, на которых это происходило, и вычисляли линейную скорость разрыва.
Круги, прошедшие испытание в СИПе и не разорвавшиеся, после испытаний ломали. Это тоже соответствует требованиям ГОСТа — эти круги испытали запредельную нагрузку, после такого испытания они подлежат уничтожению.
Форма представления результатов
Все результаты измерений представлены в таблице. Чтобы тест был максимально объективным, мы опубликовали в таблице только данные, подлежащие измерению, то есть конкретные цифры о дисбалансе, количестве проделанных резов и т.д. Субъективную составляющую (собственные впечатления о том, какой из кругов режет лучше, какой хуже) мы не стали включать в статью — на фоне вполне достоверных цифр эта информация выглядит до неприличия «личной». Поэтому мы публикуем только «сухой остаток», то есть исключительно цифры.
Напоследок, перед оглашением результатов — некоторые очевидные вопросы и ответы на них.
Почему именно ИСМА?
Это ближайшее к Москве предприятие, где есть все необходимое для проведения таких испытаний оборудование. Первый тест отрезных кругов мы проводили несколько лет назад именно здесь. Вполне логично, что именно сюда мы и обратились, когда решили снова провести тест.
Почему в тесте нет кругов производства ИСМА?
ЗАО «ИСМА» отказалось от участия в испытаниях, чтобы не давать повода к обвинениям в необъективности. Отметим, что сами испытания были заказаны и оплачены редакцией журнала, а не кем-либо из участников. Мы предлагали руководству ЗАО «ИСМА» отобрать круги на тест следующим способом: сформировать «комиссию» из сотрудников редакции, представителей завода ИСМА и представителей фирм, приехавших на испытания, отправиться в таком составе на склад и там наугад выбрать упаковку из большой партии. Причем выбирать должен был, понятно, не сотрудник — из редакции или из приглашенных фирм. В итоге и от этой идеи отказались — сколь авторитетной ни была бы комиссия, все равно у кого-нибудь останутся сомнения в ее объективности.
Каково происхождение протестированных кругов? Есть ли уверенность, что это именно нормальные круги и что хранились они в нормальных условиях?
Основную массу образцов нам предоставили московские представительства фирм-производителей или крупные дилеры. Часть мы купили в крупных магазинах или в фирменном магазине (Hilti), сохранив все чеки. В таблице указано происхождение каждого образца. Что касается условий хранения, то, на наш взгляд, вряд ли у солидных уважаемых фирм могут оказаться склады с дырявыми крышами, через которые дождевая или талая вода льется аккурат на коробки с отрезными кругами.
Чем можете подтвердить, что результаты вашего теста не являются «сферическим конем в вакууме»?
Это, пожалуй, основной аргумент критиков данного теста. Дескать, в реальности никто не режет с помощью УШМ такой толстый пруток. И вообще ГОСТ велит испытывать круги только на трубе определенных размеров, а в данном тесте это требование нарушено, и результаты абсолютно не коррелируют с реальной эксплуатацией, например на стройках.
Надо заметить, спорить с таким аргументом довольно сложно. Да, в ГОСТе указано, что испытания отрезных кругов для ручных и переносных машин, к каковым относятся УШМ, следует проводить на трубе размерами 21,3х2,8 мм из стали марки 10. Но простейшие расчеты показывают, что в этом случае для проведения теста нам пришлось бы прописаться в Иваново, закупить вагон этой самой трубы, запастись бесконечным терпением и уединиться с отрезным стан ком месяца эдак на три–четыре. Вот и пришлось использовать 28-миллиметровый пруток, чтобы ускорить процесс испытаний. Но даже с прутком возиться пришлось почти неделю.
Однако мы все же предприняли определенные шаги, чтобы проверить, можно ли полученные на прутке результаты экстраполировать на трубу, как велит ГОСТ. Взяли три образца кругов (Pureva, LugaAbraziv и «Зубр», все — толщиной 2,5 мм), сделали каждым кругом по 100 резов трубы из стали марки 10 диаметром 21,5 мм и толщиной стенки 2,55 мм (это очень близко к требованиям ГОСТ) и замерили, насколько уменьшились круги в диаметре. Результаты приведены в отдельной таблице. Как легко убедиться, на прутке и трубе они вполне сопоставимы, что позволяет нам утверждать, что тест объективен, и ожидать принципиальных изменений при резке трубы, а не прутка, не стоит.
И еще один момент. На этот раз у фирм, предоставивших круги для испытаний, была возможность отправить своих представителей на тест, чтобы лично наблюдать за процессом. Мы приглашали всех, откликнулись не все, но многие. В числе тех, кто нашел время и силы приехать, — сотрудники российских представительств Bosch и DeWALT, , «Терция», «Активмонтаж», «Глобал Ривет», «Милето» и «Лужский абразивный — признанный лидер на рынке оснастки для УШМ. В то же время по поводу качества продукции регулярно возникают самые разные дискуссии, причем мнения часто бываю диаметрально противоположными. Поэтому мы решили проверить «Лугу» максимально досконально, и в итоге у нас на испытаниях оказались, во-первых, круги двух типов (толщиной 2,5 и 3,0 мм), а во-вторых, их было аж пять партий. Трехмиллиметровые круги были предоставлены и «Палиарт-абразив», еще одну партию мы купили в магазине «А-класс инструмент», который на момент «контрольной закупки» находился в Москве по адресу 5-й Донской проезд, д.23, стр.1 (в июне этот магазин переехал на рынок «Каширский Двор — 1»). Кругов толщиной 2,5 мм было две партии, одна предоставлена , вторая куплена в том же самом магазине «А-класс инструмент».
Для полноты картины публикуем комментарий начальника ЦЗЛ ОАО «Лужский абразивный завод» Екатерины Вячеславовны Гавриловой, которая присутствовала на наших испытаниях.
«Наш завод — ведущий производитель абразивных кругов как в России, так и за рубежом. За качество наших кругов говорят в первую очередь объемы продаж по России и Европе. В 2009 году объем экспорта нашей продукции составил 23 млн долларов.
На нашем заводе имеется современное итальянское оборудование для испытаний на соответствие ГОСТам и европейским стандартам. Испытания на коэффициент резания мы проводим на автоматическом итальянском станке, который полностью исключает человеческий фактор.
В связи с тем, что 30 % нашей продукции поставляется в Европу, мы проводим испытания, основываясь на пожеланиях европейских потребителей. Так, отрезные круги для ручных машин мы испытываем на трубе (что соответствует ГОСТу) или профиле. Испытания на прутке, да еще и такого диаметра (28 мм), дадут необъективную картину, так как результаты будут сильно отличаться от резов по профилю, а потребитель, как правило, режет уголок, пруток или лист и крайне редко — пруток такого диаметра.
Испытания на механическую прочность проводились на СИП-300, это устаревший станок, который не выпускается уже более 20 лет и не соответствует современным требованиям к та¬ким станкам (вибрации, биения и т.д.)»
.
КОММЕНТАРИЙ РЕДАКЦИИ
Перед началом работы станок СИП-300 был проверен на наличие биений, все показатели были в норме. Предположение о влиянии биений на результат испытаний выглядело бы более обоснованным, если бы не один момент — несоответствие требованиям ГОСТа зафиксировано у кругов только одного производителя, все остальные прошли тест успешно.
Комментарий коммерческого директора филиала «Хитачи Пауэр Тулз Незерлендз Б. В.» Семена Морозова. «Когда мы запускали линию Hitachi-Luga на Лужском абразивном заводе, мы проводили необходимые испытания. Готовая продукция отвечала всем требованиям российских и европейских стандартов и благодаря своей демократичной цене даже стала востребованной в некоторых европейских странах на рынке оснастки для профессионалов. Налаженная линия работает вот уже год с небольшим под руководством высококвалифицированных специалистов Лужского завода, и все это время у нас не возникало необходимости вводить дополнительный контроль качества. Судя по данным теста, проведенного журналом «Потребитель», на сегодняшний день картина, возможно, изменилась. В связи с этим мы намерены принять со своей стороны необходимые меры для улучшения качества отрезных дисков Hitachi-Luga
».
На тест нам предоставили круги двух типов — «универсальные» серии Premiumflex и профессиональные серии Promax. Первыми мы начали испытывать «универсальные», и результаты, скажем так, впечатлили — образцы резали много, рез был очень чистым и качественным, с минимальными заусенцами. От профессиональных кругов Promax мы ожидали еще более внушительных показателей, и каково же было наше удивление, когда по количеству резов они показали практически тот же результат, что и Premiumflex. Естественно, это вызывает вопросы, особенно если учесть солидную разницу в цене. Найти ответ удалось после испытаний на механическую прочность. То, что представлялось неудачным маркетинговым решением, оказалось вполне обоснованным и логичным.
«Универсальный» круг серии Premiumflex успешно выдержал испытание на прочность, разрушившись лишь на скорости 13 450 об/мин (161,9 м/с). Как видите, вполне соответствует ГОСТу. Круг серии Promax выдержал максимальные 13 750 оборотов в минуту. Вот этой-то разницей и обусловлена более высокая цена. И на то есть веские причины. Но сами мы о них вряд ли догадались бы, потому как причины эти в России мало кто признает существенными.
Поясним ситуацию. В Европе во всех крупных строительных компаниях рабочие трудоустроены официально, и понятие «охрана труда на производстве» там — отнюдь не пустой звук. У нас же чернорабочих на стройках никто и не считает. Если вдруг европейский рабочий получит травму в результате разрыва круга УШМ, то последствия для работодателя будут весьма и весьма плачевными. Поэтому в круги для «профи» Rottluff заложил значительно больший запас прочности, чем в «бытовые». Предположительно, там более толстая сетка, а если так, то меньше места осталось на абразивное зерно.
Вот и получается, что профессиональные круги режут так же, как «универсальные» (еще раз упомянем, что общее качество у них на весьма высоком уровне), но отличаются более высоким уровнем безопасности (хотя и «универсальные» полностью соответствуют всем требованиям).
Этих кругов в продаже вы не встретите. Образцы, предоставленные на тест, были из пилотной партии, то есть из первой, которая должна была поступить в магазины. Произведена она на заводе Sun-Flex (Китай) по техническому заданию , но показала на испытаниях уровень качества, не соответствующий техническому заданию заказчика. Компания приняла решение снять диски с производства на данном заводе и эту партию дисков в продажу не выпускать.
В испытаниях участвовали две партии кругов «Кратон» разной толщины — 2,5 и 3 мм. Более толстые круги показали результат на вполне ожидаемом для продукции из Китая уровне. Впрочем, надо сказать, что этот результат весьма приличный — уже не секрет, что технологии производства абразивной оснастки в Китае получили значительное развитие за последние несколько лет. Это станет очевидно, если сравнить нынешние результаты испытаний с результатами прошлого теста, когда «китайцы» делали по полтора-два десятка резов, не более.
А вот более тонкие круги, прямо скажем, удивили. Они по всем параметрам превышают «среднекитайские» и по качеству вполне сопоставимы с продукцией европейских брендов. Каждый круг сделал свыше 50 резов, без прижога и заусенцев, механическая прочность в норме… и при этом стоит чуть больше 40 руб. Фантастика?
Мы попросили представителей прояснить ситуацию (причем не раскрывая при этом результатов испытаний). Пожалуй, тут уместнее всего будет просто процитировать полученный ответ, не добавляя и не прибавляя ничего: «Качество наших кругов действительно хорошее. Но и наценка на круги символическая — 1 %, поэтому и цены такие. Так сложилось исторически, что круги для нас — имиджевый товар. Продавать в больших количествах с такой наценкой мы их не можем (абсолютно невыгодно), но и поднимать цену не хотим (вылетим в другой ценовой сегмент). У нас есть круг постоянных клиентов, которых мы не хотим терять».
Обычно комплект для испытаний состоял из четырех кругов — три мы тестировали на количество резов, один — на механическую прочность. Кругов Пермского абразивного завода в нашем распоряжении было всего три. Мы пытались купить их в Москве, но это оказалось неожиданно сложной задачей — не было в наличии нигде, куда бы ни обращались.
В связи с переводом производства на другой завод и запланированным повышением качества своего продукта, компания приняла решение не участвовать в публикации результатов теста.
Зернистость шлифовальных кругов
Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. На каждом шлифовальном круге есть обозначение (маркировка).
Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Самыми востребованными на рынке специфического инструментария стали:
- круг шлифовальный зернистость 120;
- круг шлифовальный зернистость 60;
- круг шлифовальный зернистость 100.
Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Таблица зернистости шлифовальных кругов
Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Она может быть получистовой или чистовой. Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Чистовая обработка материала или инструмента требует более мелких фракций. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки.
Как правильно выбрать абразивный круг для болгарки
Для правильного выбора отрезного диска важно также учитывать некоторые нюансы, на которые не всегда обращает внимание покупатель:
- Размеры посадочного отверстия. Самыми востребованными являются диски с отверстием 22 и 22,23 мм. Между ними небольшие различия. Также в продаже можно встретить круги с отверстием 32 мм. Они рассчитаны на применение с профессиональным инструментом.
- Наружный диаметр. Существует несколько основных стандартных размеров, которые используются для болгарок различной мощности. Модели 115 и 125 мм предназначены для маломощного бытового инструмента, 125 и 150 мм – для среднемощного, 180 и 230 мм – для мощного профессионального.
- Толщина. С помощью тонкого круга разрезать металлическую заготовку получится быстрее, так как его площадь соприкосновения с материалом меньше, и соответственно требуется меньшее количество усилий для реза. Кроме того, тонкие круги более упругие.
- Твердость. Чем прочнее распиливаемый материал, тем более твердый диск следует выбирать для работы с ним.
При выборе следует учитывать и тип связующего вещества. Вулканитовые диски отличаются высокой эластичностью. Обычно толщина таких кругов составляет от 0,8 мм. но они не обладают высокой теплостойкостью. Поэтому если во время реза значительно повышается температура соприкасающихся участков, то значительно снижается производительность.
Бакелит не так подвержен высоким температурам, но во время работы с ним, особенно если поверхности нагреваются более чем до 300 градусов Цельсия, возможно образование искр. Кроме того, прочность диска при этом может уменьшаться.
Зернистость шлифовальных кругов
Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. На каждом шлифовальном круге есть обозначение (маркировка).
Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Самыми востребованными на рынке специфического инструментария стали:
- круг шлифовальный зернистость 120;
- круг шлифовальный зернистость 60;
- круг шлифовальный зернистость 100.
Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Таблица зернистости шлифовальных кругов
Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Она может быть получистовой или чистовой. Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Чистовая обработка материала или инструмента требует более мелких фракций. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки.
Роль связок
Помимо самого режущего вещества имеет значение также способ, при помощи которого оно образует абразивную массу. ГОСТ допускает применять в качестве связок бакелит или керамику. Бакелитовый вариант хорош своей более высокой плотностью, поэтому круг отличается повышенной массой, пригоден для работ по металлу, но с ограниченной окружной скоростью вращения (особенно, если используется ручная шлифовальная машина). Применение керамики делает шлифовальный круг более лёгким, соответственно возрастает допустимая скорость его вращения на станке. Однако абразивная стойкость, а также твёрдость круга с керамикой снижаются.
Связкой определяется также способ крепления с основой корпуса. Например, плёночное крепление пригодно для керамических связок, но не годится для бакелитовых.
Особый вид связки представляет фибра. Такая основа используется при так называемом «холодном» шлифовании металла на станке или машинке, когда производится зачистка поверхности из нержавеющей стали или зоны сварного шва. При этом обрабатываемый материал практически не нагревается, поскольку глубина шлифовальной зоны – незначительная (процесс фактически ближе к полированию). Маркировка производится в соответствии с нормами ГОСТ Р 51967.
Ограниченно используются и остальные виды связок – из различных эпоксидных композиций, магнезита, фарфора.
Разновидности отрезных дисков
Отрезные круги для углошлифовальной машинки могут быть как из абразивного материала, так и цельнометаллические. В зависимости от вида обрабатываемого материала, подбирается и тип отрезного диска.
По металлу
Если требуется порезать металл, то всегда используйте расходники на бакелитовой связке с наличием упрочняющих элементов. При этом должно быть не меньше 2-х армирующих сеток.
Для черных металлов применяется обычный корунд, содержащий, кроме окиси алюминия, примеси хлора, железа и серы.
Для порезки нержавейки, недопустимо наличие в составе отрезного круга вышеуказанных примесей, поскольку они вызывают прижег стали (перегрев). В результате этого, из нержавейки могут выгорать легирующие добавки, и она превращается в обычную сталь, вследствие чего место среза начинает покрываться ржавчиной. Поэтому важно перед покупкой диска внимательно ознакомиться с нанесенной на нем информацией. Отрезной диск для нержавейки всегда промаркирован буквами “AS” и словом “INOX”.
Для резки цветных металлов применяются диски с крупными частицами абразива. Например, отрезной круг по алюминию, кроме крупного абразива, имеет в составе специальные наполнители, которые препятствуют засорению режущей кромки.
Часто пользователи угловых шлифовальных машин задаются вопросом: какие отрезные диски по металлу лучше использовать? Идеальный диск для болгарки должен иметь:
- бакелитовую усиленную связку (БУ);
- правильно выбранный тип абразива: для нержавеющей стали белый электрокорунд (AS), для черного металла – обычный корунд;
- толщину диска от 1,6 до 2 мм;
- внешний диаметр 125 мм;
- мелкофракционные абразивные частицы, если требуется порезка стальных конструкций.
Для резки профнастила применять абразивные круги не рекомендуется, поскольку место среза перегревается, и из него выгорает цинк — основной элемент, препятствующий коррозии. Чтобы снизить перегрев материала, некоторые умельцы применяют циркулярный металлический диск для болгарки с мелкими зубьями. Но в обоих случаях место среза нужно обработать специальным антикоррозийным составом, который можно приобрести в магазине, где продаются профилированные металлические листы.
Для резки камня
Для резки камня в бытовых условиях подойдет абразивный диск, изготовленный из карбида кремния (маркируется буквой С).
Данный отрезной диск применяется для мелких работ по камню, поскольку он быстро изнашивается. Но, благодаря невысокой стоимости, данный расходник является довольно популярным у владельцев болгарок.
Для профессиональной эксплуатации абразивный диск по камню не годится. Для этих целей рекомендуется выбрать цельнометаллический отрезной круг с алмазным напылением.
По бетону
Диски для резки бетона и железобетона производятся из высокопрочной закаленной стали, с нанесением на режущую часть алмазной крошки. Также данные отрезные круги могут быть сегментированные и цельные.
Перед началом резки бетона необходимо определить его тип. Он может быть обычный или армированный (содержащий металлическую сетку). Также стоит учитывать возраст бетона.
- Молодой бетон обладает абразивными свойствами, поэтому быстро изнашивает инструмент. Для его резки требуется использовать алмазные сегментированные диски по бетону увеличенной толщины.
- Старый бетон является очень твердым материалом. Для его обработки лучше применять круг на болгарку умеренной толщины.
Для резки армированного бетона устанавливают универсальный алмазный круг.
Для резки плитки и керамогранита
Лучше всего для резки керамической плитки использовать цельные обрезные круги с алмазным напылением. На таких дисках обычно написано “Мокрый рез”. Как показывает практика, данный инструмент замечательно делает ровный, с минимумом сколов, рез по плитке даже без применения воды, хотя при этом образуется много мелкой пыли.
Сплошной алмазный диск также можно использовать и по керамограниту.
Кстати, данный круг можно применять не только по керамике, но и для резки толстого стекла.
По кафелю, конечно же, можно использовать сегментированные (сухие) и турбо диски, но качество реза будет очень низким, поскольку по его краям неизбежно будут образовываться сколы.
Для резки пластика
Пластик хорошо режется обычным абразивным инструментом по металлу. Но существует и специальный пильный круг (трёхзубчатый), предназначенный для резки дерева, фанеры и пластика. Его можно использовать не только для резки, но и для продольного пропила материала, особенно толстого.
Устанавливая данный инструмент, важно правильно определить направление вращения шпинделя болгарки.
Использовать циркульные пилы с множеством зубьев по пластику и дереву не рекомендуется, из-за большой вероятности обратной отдачи инструмента, что может привести к травме.
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, – количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости – чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.
Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель – нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.
Главные характеристики отрезных кругов по металлу и требования по качеству.
ТИПЫ ОТРЕЗНЫХ КРУГОВ ПО МЕТАЛЛУ, МАРКИРОВКА, СОСТАВ
главная информация про отрезные круги по металлу.
Отрезные круги для ручных УШМ бывают двух типов — тип 41 и тип 42. Первые — плоские, вторые —с утопленной втулкой (их порой называют чашечными). Вторые — удобнее в случаях, когда надо отрезать заподлицо со стеной торчащий из нее арматурный прут, такой чашечный круг позволяет сделать рез практически параллельно стене. Наиболее популярными как в предложении производителей, так и у потребителей.являются отрезные круги по металлу 41 типа.
Про маркировки. На самом отрезном круге как правило, указывают размеры круга, его срок годности на стальном внутреннем кольце (или дату производства), максимальные эксплуатационные обороты и спецификацию. Кроме того, указываются размерные параметры круга — внешний диаметр, толщина круга и посадочный диаметр (он, как правило, равен 22,23мм). Внешний диаметр фактически указывает на класс (тип) болгарки, для которой предназначен данный круг – 115, 125, 150, 180, 230 мм и др. При выборе отрезного круга в первую очередьнеобходимо определить — специализацию круга (абразивную отрезную «расходку» выпускают для резки не только металлу (черный металл и сталь), но и по нержавейке, камню и даже в универсальном варианте). Также указывают размеры круга, его срок годности, максимальные эксплуатационные обороты и маркировку. Обычно маркировка отрезного круга для УШМ выглядит примерно так: A54SBF или другие варианты 14A63H35-39БУ. Первый символ — тип абразивного зерна (А — нормальный электрокорунд, AS — белый электрокорунд), цифра — размер зерна, S — твердость (по европейской схеме обозначений, в России может использоваться маркировка Т1, Т2 и т. д.), В — бакелитовая связка, F — наличие упрочняющих элементов (стеклосетки). Про маркировку и ее расшифровку можно написать отдельную статью, некоторые производители, например Луга или Исма достаточно подробно описывают на своих сайтах все подробности, причем указывая всю информацию для конкретных типов кругов.
Отрезные круги для УШМ всегда изготавливают на бакелитовой связке и всегда с упрочняющими элементами, причем сеток должно быть как минимум две, если речь идет об отрезных кругах. Для шлифовальных кругов применяют три сетки. Нормальный электрокорунд (окись алюминия) идет на круги для резки черных металлов. Круги с белым электрокорундом — окисью алюминия, но без железа, серы и хлора в составе, даже в виде примесей предназначены для резки нержавейки. Процент содержания оксида алюминия в нем доходит до 99%. Белый электрокорунд не дает такого прижога, как нормальный, именно потому его используют для производства кругов для резки нержавейки. Для нержавеющей стали прижог недопустим — при перегреве выгорают легирующие добавки и нержавеющая сталь превращается в обычную, а по месту реза может начаться процесс коррозии. Это важно учитывать при выборе отрезного круга и внимательно читать информацию на упаковке. Обратное применение, то есть использование универсальных кругов STELL + INOX, или с маркировкой только INOX для черных металлов допускается. Обычно, при резке такими кругами черных металлов увеличивается величина резания одним кругом, но падает скорость резания. Кроме того, обычно они дороже по стоимости.
Встречается так же циркониевый электрокорунд, у него самое твердое зерно среди всех корундовых материалов. На его основе делают круги для резки и шлифовки рельс, а также для грубой обдирки. У них очень крупное зерно, да и сами круги очень твердые — это повышает их ресурс.
Про размер зерна — у каждого производителя свой состав и рецептура. В зависимости от размера фракции производители подбирают оптимальный состав разных компонентов. Именно составом химических элементов, их процентовкой и если переборщить с твердостью, круг окажется неэффективен, будет не резать, а гореть.
Твердость задается не только рецептурой, но и давлением прессования.
Помимо собственно абразива и бакелитовой связки, в состав круга входят различные наполнители. Их состав у всех свой и, понятное дело, не афишируется. Третий важный элемент, входящий в состав кругов, — стеклосетка. Она придает необходимую прочность — без нее (точнее, без них — как уже было сказано, их должно быть две) круг неминуемо разлетится на части. Сетка также препятствует разрыву при боковых нагрузках, которых при работе УШМ не избежать. Это ведь не станок, и когда держишь инструмент в руках, всегда будут небольшие отклонения в ту или иную сторону, приводящие к изгибу круга. Он должен выдерживать такие деформации, и должную прочность ему придает именно сетка.
Чем толще сетка, тем прочнее, но тем меньше в круге абразива, соответственно ниже его эффективность. Производитель вынужден искать оптимальное соотношение, подбирая толщину и прочность сетки, чтобы круг обладал и хорошей производительностью, и достаточной прочностью.
Чем тоньше диск, тем легче резка. Более толстый круг испытывает большее сопротивление материала, а значит, резка потребует большего усилия. Тонкие же круги режут значительно легче, быстрее и аккуратнее. Они меньше нагревают материал, но и интенсивнее стачиваются. Такие диски— идеальный вариант для маломощных УШМ или аккумуляторных моделей, которые потратят меньше энергии на один рез. Стандартная толщина для диска диаметром 125 мм— 2-2,5 мм. Тонкий вариант для диска того же диаметра — 1-1,2 мм. Бытует мнение, что тонкие отрезные диски по металлу легко сломать на ходу, поэтому многие побаиваются их покупать. На самом деле бояться не стоит, ведь внутри круга, независимо от толщины, есть минимум две армирующих сетки, в любом случае, использование защитного кожуха и индивидуальных средств безопасности обязательно. Тем не менее, необходимо внимательно осмотреть отрезной круг перед использованием, не допускается использование отрезных кругов с любыми механических повреждениями (сколами, трещинами, заметным отклонением размеров).
Отрезные, обдирочные или шлифовальные.
Отрезные круги как правило применяют только для резки, отрезки различных металлических конструкций. Если необходимо в первую очередь зачищать небольшие плоские поверхности, нужно использовать обдирочные или шлифовальные круги по металлу. Это тип выделяется отдельно — ТИП 27. Их достаточно легко отличить не вооруженным глазом — их толщина 6 мм. В последнее время для универсального применения используются такие круги как комби (универсальные 3 в 1). Эти круги идеально подъодят для отрезки, зачистки и шлифовки. Конечно, они не отличаются максимальным ресурсом, но для универсального применения — отличное решение. ВИДЕО КРУГОВ 3 в 1 тут.
| шлифовальные / зачистные круги | комбинированные круги (отрезка + зачистка + шлифовка) |
| клт круги (оксид кремния) | клт круги цирконий |
| абразивные полимерные круги |
Круги по металлу, специализированные по типу материала (по нержавейке, чугуну и др.), универсальные.
Прежде всего, при выборе, необходимо как минимум задуматься, какой металл придется обрабатывать. На каждом отрезном круге указан тип материала, для которого он предназначен. Про отрезные круги по камню, мы уже почти не вспоминаем, так как для профессионального или постоянного использования применяются алмазные круги. Тем не менее, обрабатывая металл, следует уделить внимание при выборе. Наилучшим решением является применение специализированных отрезных кругов по металлу. Наиболее применяемыми являются круги по металлу или стали. Этими кругами рекомендуется резать большонство сортов стали, но важно помнить, что не рекомендуется их использовать для резки нержевеющих сталей. При сипользования отрезного круга, на которром написано ПО МЕТАЛЛУ или ПО СТАЛИ, ваша нержавейка после отрезки — увы заржавеет.
Имеются специальные круги по металлу по чугуну, цветным металлам и др. Именно специализированные круги наилучшим образом обеспечат качественную работу как с точки зрения параметров получаемого изделия, так и не изменяет его характеристик.Например, все специальные круги предназначенные для нержавеющих сталей содержат указанием INOX или ПО НЕРЖАВЕЙКЕ.
Сейчас предлагают и универсальные отрезнвые круги по металлу, то есть с указанием для всех типов металлов, включая нержавейку, цветные металлы и другие.
| круг универсальный | круг специальный по нержевейке | круг по металлу, по стали |
ТРЕБОВАНИЯ КАЧЕСТВА И БЕЗОПАСНОСТИ ОТРЕЗНОГО КРУГА
Линейная скорость вращения круга составляет 80 м/с (на краю) – указана на каждом отрезном круге. Требования по безопасности гласят, что необходимо работать с УШМ только с защитным кожухом и индивидуальными средствами безопасности.
Для отрезных кругов для УШМ минимально допустимая скорость разрушения должна быть не менее 150 м/с. То есть необходим почти двукратный запас прочности по сравнению с рабочей скоростью. Существенный вклад в эту прочность, помимо связки, вносит армирующая сетка.
Абразивные круги как потенциально опасная продукция подлежат обязательной сертификации.
какие отрезные круги лучше? тест отрезных кругов по металлу — статья
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.
Особенности маркировки шлифовальных изделий
Производство кругов выполняется согласно ГОСТу, соответственно их маркировка также регулируется нормативными актами. Обычно основными критериями для маркировки абразивных кругов являются:
- Шлифматериал – это крошка особого материала, которая отличается высокой прочностью и хорошими шлифовочными свойствами.
- Величина диска – характеризирует диаметр круга.
- Размер зерен – от него напрямую зависит степень обработки. Чем зерна крупнее, тем интенсивнее и грубее стирается обрабатываемая поверхность. Крупная зернистость применяется, когда необходимо быстро снять большое количество материала и отрезать большой кусок от детали. Мелкая обычно используется для тонкой обработки, шлифовки и сглаживания углов.
- Тип диска – зависит от особенностей профиля нового наждачного круга. На сегодняшний день выделяют 39 различных видов профилей.
- Степень твердости – этот показатель никак не связан с твердостью абразивной крошки, он характеризирует способность связующего материала удерживать на своей поверхности зерна и препятствовать их отрыванию в процессе обработки.
- Связующее вещество – указывает на материал, выступающий в качестве основы круга. Связующее вещество необходимо для формирования круга из крошки.
- Класс неустойчивости – от него зависит точность обработки поверхности. Чем неустойчивость выше, тем ниже качество работы. Причиной этого чаще всего выступает неправильная форма круга, неравномерное распределения связующего материала и смещение посадочного места относительно геометрического центра круга.
- Структура – указывает на соотношение количества абразива и связующего материала, наличием пор в составе, характер расположения зерен и однородность их распределения.
- Оптимальная скорость вращения – рассчитывается зависимо от предназначения наждака, его структуры, особенностей используемого материала и формы. Ее рекомендуется придерживать для достижения оптимального результата.
Чтобы правильно подбирать инструмент, важно разбираться в особенностях маркировки шлифовальных дисков.
Расшифровка маркировки
Если диски планируется применять в быту для выполнения простых задач, уметь расшифровывать маркировку необязательно. Достаточно лишь знать народные название разных видов.
Чаще всего можно встретить такую классификацию:
- Диски с липучкой – отличаются нанесением плотной, прочной ткани на бумагу. Очень распространены из-за низкой стоимости, но не отличаются долговечностью.
- Фибровые диски – производиться из бумаги, которая имеет множество слоев, в центре которой установлено крепление в виде опорной тарелки.
- Лепестковые круги – отличается особой структурой, отдельные сегменты налаживаются друг на друга, образовывая эффект веера. Основное назначение — это создание идеально ровной поверхности. Обычно применяются для постобработки.
- Алмазные диски – используются для финишной обработки и доводки материалов.
Но не всегда универсальные наждаки подходят. Иногда требуется высокая прочность, иногда наоборот, нужен мягкий абразив, которые будет стираться в процессе обработки. Для полировки часто нужен гибкий круг, который сможет приобрести форму округло поверхности.
Даже если требуется подобрать круг только определенного типа, помочь разобраться с обозначениями, указанными производителем, могут консультанты в специализированных магазинах, а также можно разобраться самостоятельно, просто изучив инструкцию, приложенную производителем.
Стоит отметить, иностранные производители могут придерживаться других принципов маркировки, и обозначать круги с помощью латинских букв и особых аббревиатур.
На производствах выбором дисков должен заниматься только технолог или инженер. Это обусловлено тем, что ошибочно подобранный диск может разлететься в процессе работы, повредив обрабатываемую поверхность. Также отдельные сегменты могут навредить работникам. Даже если круг практически полностью подходит, это не значит, что с его помощью получиться добиться желаемого результат. Даже малейшая неточность обработки может негативно повлиять на качество изделия.
Дополнительные данные в маркировке
При выборе отрезного диска важно учитывать не только основные параметры, но и принимать во внимание другие данные, которые сказываются на качестве работы. Их можно уточнить в дополнительных сведениях, которые содержит маркировка:
- Материал абразивных зерен. Это может быть электрокорунд (обозначение А) или карбид кремния (обозначение С). Зернистость этих материалов варьируется в диапазоне от 5 до 125. Электрокорундовые круги считаются более эффективными и производительными.
- Твердость. Отражается в маркировке обычно после размера диска. Обозначает размер зерна и имеет маркировку в виде латинской буквы от М до Т. М – минимальная твердость, Т – максимальная.
- Скорость вращения. Указывает, с какой скоростью можно работать отрезным диском. Для кругов на основе вулканитовой связки обычно составляет 50-80 м/с, для кругов с бакелитовым армирующим слоем скорость выше – 80-100 м/с.
- Срок годности. Это достаточно важный параметр, на который обязательно следует обращать внимание. При продолжительном хранении абразивная насадка моет терять свои эксплуатационные свойства и приходить в негодность. Изделия с бакелитовым типом связки рассчитаны на хранение до 6 месяцев, с вулканитовой – 1 год. Не следует впрок запасаться большим количеством насадок, лучше приобретать диски перед тем, как планируется провести работы по резке металла. Срок годности обычно указан на внутреннем металлическом кольце.
Работать с абразивными насадки, у которых вышел срок годности категорически запрещено, так как это может привести к аварийной ситуации.
Класс неустойчивости
Класс точности имеет три значения: АА, А и Б. Первый тип применяют для работ на станках, автоматических линиях. Класс А довольно точный, а круги класса Б применяются для менее ответственных операций при обработке поверхностей.
Неустойчивость имеет четыре класса (от 1 – самый точный – до 4 – самый грубый). Это обозначение показывает специалисту отношение массы абразивного диска к точности его геометрической формы. Зачастую маркировка классов точности и неустойчивости указаны рядом.
Например, рассматриваемый нами шлифовальный круг 25А F46 L 6 V 35 Б 3 имеет показатели точности Б и неустойчивости 3.
Так, круги с маркировкой АА имеют наименьшую неуравновешенность, с точностью А – 1 и 2, с буквенным обозначением Б – от 1 до 4 классов.
Связующие вещества
Абразивные зерна после сортировки по размерам соединяются в единую прочную массу для образования шлифовального круга определенной формы посредством связующего вещества.
Связующие вещества делятся на неорганические и органические. К неорганическим относят керамическую, силикатную и магнезиальную связку, к органическим — бакелитовую и вулканитовую.
Керамическая связка представляет собой огнеупорную глину и полевой шпат. Смесь из связки и абразивного зерна прессуется или отливается. Литые круги более хрупки и пористы, чем прессованные. Различная твердость кругов достигается путем подбора состава связки, а различная пористость — режимами прессования.
Керамическая связка устойчива при высоких температурах, обладает большой химической стойкостью, а потому допускает при шлифовании применение различных охлаждающих и смазывающих жидкостей. На керамической связке изготовляют шлифовальные круги из электрокорунда нормального, электрокорунда белого, карбида кремния черного и зеленого.
Керамическая связка допускает скорость круга до 50 м/сек. Тонкие круги на керамической связке не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла. Эта связка не дает прочного закрепления зерен в круге, так как жидкое стекло слабо сцепляется с абразивными зернами. Круги на силикатной связке применяются, когда обработка детали ведется без охлаждения и в то же время обрабатываемая поверхность детали не должна перегреваться. При нагреве связка легко освобождает затупившиеся зерна с поверхности круга, при этом вводятся в работу новые острые зерна.
Магнезиальная связка представляет собой каустический магнезит и хлористый магний (цемент Сореля). Применяется для изготовления кругов из наждака и естественного корунда.
Круги на магнезиальной связке неоднородны, быстро и неравномерно изнашиваются, т. е. имеют малую стойкость. Они очень чувствительны к сырости, под действием которой разрушаются, а также к повышенным температурам.
Бакелитовая связка состоит из бакелитовой смолы в виде порошка или бакелитового лака. Это наиболее распространенная из органических связок.
Круги на бакелитовой связке изготовляют из всех абразивных материалов. Они обладают высокой прочностью и упругостью, устойчивы при высоких температурах, но пористость их ниже, чем у кругов на керамической связке.
Круги на бакелитовой связке работают при скоростях 35—70 м/сек. Эта связка позволяет изготовлять круги для отрезных работ толщиной (высотой) до 0,18 мм.
При тяжелых работах, где температура резания достигает более 300°, связка быстро выгорает, а зерна выкрашиваются. Под действием щелочных жидкостей бакелитовая связка частично разрушается, а потому применение охлаждающих жидкостей с содержанием соды более 1,5% не рекомендуется.
Вулканитовая связка представляет в своей основе каучук. Для изготовления кругов абразивный материал смешивают с каучуком, а также серой и другими компонентами в малых количествах. В специальных формах под прессом производят вулканизацию абразивной смеси, при этом каучук становится твердым и эластичным. При температуре выше 150° каучук размягчается и начинает выгорать.
Вулканитовые круги прочны и эластичны, что позволяет использовать их для прорезных и отрезных работ. Они обладают хорошей полирующей способностью и допускают работу со щелочными охлаждающими жидкостями. При шлифовании высокоуглеродистых сталей во избежание прижогов и трещин применяют круги на бакелитовой и вулканитовой связках. Круги на вулканитовой связке более упруги, чем на бакелитовой, но их пористость меньше.
В настоящее время абразивные заводы освоили выпуск кругов с тканевыми прокладками. Абразивный порошок смешивается с бакелитовой смолой и помещается в пресс-форму между слоями ткани. При сжатии пресс-формы и нагреве получают монолитные абразивные круги, упрочненные прокладками. Такие круги обладают большой прочностью и позволяют работать со скоростью 70 м/сек.
Маркировка на отрезных дисках
Для того чтобы владельцы болгарок могли правильно выбирать расходные материалы в соответствии с предстоящими работами данным инструментом, производители отрезных дисков наносят на них специальную маркировку.
Абразивные диски
Из маркировки можно почерпнуть следующую информацию.
- Материал, из которого изготовлена насадка, обозначается первой буквой: А – корунд, применяется для резки металла; AS – электрокорунд (белый), режет нержавеющую сталь; C – карбид кремния, хорошо режет камень и бетон. Металл с помощью данной абразивной насадки резать нельзя.
- Далее, после буквы, обозначающей материал, идет цифра. Она означает, сколько абразивных зерен находится в единице площади. Соответственно, чем меньше зерно, тем цифра больше. Если вам потребуется разрезать сталь, то выбирайте диск с зерном помельче – 40 или 60. Крупнозернистые диски используются в основном для резки цветных металлов.
- Следующий параметр – это твердость связки. Обозначается буквами латинского алфавита (H, I, J, K, L, M, N, O, P, Q, R, S, T). Чем ближе находится буква к началу алфавита, тем мягче связка, и наоборот. Для обработки мягких материалов связка должна быть твердой, а для прочных и твёрдых материалов – мягкой.
- Последние буквы означают тип связки. Керамическая маркируется буквой V. Такие диски отличаются хорошей водостойкостью, огнеупорностью и стойкостью перед химическими веществами. Бакелитовая связка обозначается литерой B. Такие круги имеют хорошую прочность при изгибе и сжатии, но разрушаются при использовании охлаждающей жидкости с щелочной средой. Также связки на основе бакелита имеют невысокую теплостойкость. При температуре 200 градусов она становится хрупкой, а при больших температурах – начинает выгорать. Третий вид связки — бакелитовая с усилением прочности – помечается как BF или БУ.
- Максимальная скорость, которую нельзя превышать для данного расходника. Может указываться линейная скорость кромки в м/с или в количестве оборотов в минуту.
- Размеры круга в мм: наружный диаметр, толщина и диаметр посадочного места.
- Дата изготовления. Обычно указывается на металлической вставке, находящейся вокруг посадочного отверстия. Устанавливать просроченный круг на болгарку не разрешается, поскольку он со временем может потерять прочность и разлететься во время работы.
- Назначение насадки. Указывается, для резки каких материалов предназначен инструмент.
- Цветовая маркировка: для резки стали используется синий цвет, для резки камня – зеленый.
Цветовая маркировка алмазных дисков
Алмазные круги маркируются следующими цветами:
- оранжевый – для резки кирпича;
- синий хорошо режет бетон и мрамор;
- зеленый используется для резки гранита;
- серый режет черепицу, гранит и керамику;
- желтый – алебастр и кафель.
Шлифовальные заточные круги
Заточные станки сегодня повсеместно используются для заточки любого вида металлических и стальных инструментов: от зенкеров, топоров, ножей до сверл и цепей. Несмотря на более чем столетнюю историю развития данного станка и усовершенствование технологии, главным элементом электроточила, который напрямую влияет на эффективность станка – это шлифовальные круги заточные абразивные. На нашем сайте вы можете обнаружить большой перечень заточных кругов, часть из которых представлены на таблице:
| Артикул | Наименование | Особенности |
| 1801.004 | Круг шлифовальный к станкам для заточки цепей Т-108/85, Т-108/85М | Изготовлен из корунда в связке с керамикой, что дает ему большие прочностные характеристики. |
| 1801 001 | Круг шлифовальный прямого профиля 150X20X32 мм для Т-150-200/250 (А36) | Благодаря мелкому зерну, может производить чистую доводку обрабатываемой поверхности |
| 2181912502501 | Круг шлифовальный прямого профиля 125*16*32 (С25) для Т-125/120 | Многофункциональный круг предназначенный как для заточки режущих поверхностей, так и для металлических поверхностей. |
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Размер абразивных дисков
Маркировка абразивных кругов по размеру пишется так: DхТхН (где D – наружный диаметр, Т – высота, Н является диаметром отверстия). Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм.
Читать также: Отопление частного дома электричеством своими руками
Типы эльборовых и алмазных дисков подробнее описаны в ГОСТе 24747-90. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
Памятка при выборе абразивных кругов:
- При выборе диаметра круга следует учесть число оборотов шпинделя и возможность обеспечить оптимальную скорость.
- Чем больше диаметр, тем меньше удельный износ круга. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Так, в работе они изнашиваются неравномерно.
- При выборе алмазного круга следует учитывать ширину алмазоносного слоя. При неправильном использовании на поверхности круга могут появиться уступы.
Маркировка по размерам
Главными показателями размеров абразивных кругов, которые применяются при маркировке, являются внешний и внутренний диаметр, а также высота, или ширина диска. Внешинй диаметр обозначается большой латинской буквой D, внутренний – d, ширина или высота диска – H. Все обозначения указываются в мм.
Размер дисков может колебаться в диапазоне от 3 до 1100 мм.
Вместе с размером часто можно встретить класс неустойчивости, который делиться на 4 группы. Класс неустойчивости особенно важен, когда требуется добиться высокой точности обработки материалов. Диски идеальной формы и балансировки обозначаются АА.
Выбор абразивного круга
Для правильного выбора абразивного инструмента необходимо хорошо знать возможности точильного станка – мощность, рабочие обороты, возможность их регулировки. Также, для различных видов обрабатываемой поверхности следует подбирать соответствующий тип наждака.
ВАЖНО! Нельзя использовать тот шлифовальный круг, который окажется «под рукой». Всегда проверяйте соответствие наждака обрабатываемому материалу
Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга. При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь
Важно правильно подобрать зернистость абразивного круга
Популярное: Все о характеристиках строительного фена: рейтинг лучших моделей
Обработку поверхности следует начинать с крупного зерна, постепенно переходя к тонкой полировке мелкозернистым наждаком. Правильным подбором инструмента, можно добиться высокого качества обработки, даже не будучи профессионалом.
Обратите внимание
Изношенные круги не следует сразу отправлять в утиль, существуют специальные инструменты для правки и восстановления поверхности абразива.
- Для обработки металлов, не относящихся к твердосплавным, композитных материалов, а также для заточки домашнего режущего инструмента подойдут электрокорундовые круги. Для удобства выбора они бывают белого, оранжевого или синего цвета. Малая твердость абразива в сочетании с невысокой прочностью связки, позволяет работать с мягкими материалами, не опасаясь их перегрева и окаливания.
Качество полировки и заточки высокое. Применяются для финишной обработки материалов. К недостаткам можно отнести быстрый износ и потерю формы поверхности при неравномерном использовании (появление канавок, скругление углов). - Для первичной (черновой) обработки, снятия неровностей, обработки сварных швов и заточки инструмента из твердых сплавов применяются абразивные круги из карбида кремния. Они имеют выраженный зеленый цвет. Такие абразивы износоустойчивы, хорошо держат первоначальную форму.
При работе с твердыми материалами на них не образуется выработка в виде канавок. Идеально подходят для заточки рабочих твердосплавных зубьев дисковых пил, свёрел, в том числе и победитовых насадок. Недостаток таких кругов – высокий нагрев при работе. В некоторых случаях приходится подавать в область работ охлаждающую эмульсию. - Для финишной полировки, устранения заусенцев от работы с корундовыми и карбидо-кремниевыми наждаками, применяются абразивные круги на вулканитовой основе. Фактически, это не наждак – а полировальный диск, более жесткий, чем войлочный. Изготавливается из вулканизированного каучука с добавлением мелкозернистого абразива. Как правило – электрокорундового песка. Инструмент специфический, для изменения формы заготовки не пригоден. Но с его помощью можно идеально разгладить обрабатываемую поверхность. После обработки вулканитовым кругом, улучшить качество поверхности можно разве что с помощью войлока и пасты ГОИ.
Как выбрать шлифовальный круг, обзор маркировок — видео
Расшифровка параметров отрезного круга
Давайте на примере разберем маркировку отрезного и круга и уточним некоторые данные, которые в ней отражены. Для примера используем такой вариант маркировки:
42 150х2,0х22,23 14А 63Н 38 БУ 80 м/с 2 кл ГОСТ 21963-82
- 42 – отрезное устройство со смещенным центром.
- 150х2,0х22,23 – наружный диаметр 150 мм, толщина – 2,0 мм, диаметр посадочного отверстия – 22,23 мм.
- 14А – материал изготовления – электрокорунд.
- 63Н – средняя зернистость.
- БУ – армирование на основе бакелитовой связки.
- 80 м/с – максимальная рабочая скорость вращения 80 м/с.
- 2 кл – оснастка второго класса неуравновешенности.
- Соответствует регламенту ГОСТ 21963-82.
Наличие в маркировке данных о принадлежности абразивного круга к определенному ГОСТ говорит о том, что при изготовлении производитель строго придерживался стандартов, а значит, перед вами не подделка.
Шлифовальные круги маркировка типа абразива
Абразивный материал (АМ) – элемент, который снимает с заготовки слой за слоем. Непосредственно свойства АМ влияют на поверхность обрабатываемого объекта.
Наиболее популярные абразивы, краткие свойства и специфика применения.
| Тип АМ | Технические характеристики | Где используется |
| Алмаз | Отличается повышенной износостойкостью, горит при температурном режиме в 800 градусов | Отлично подходит для чистового шлифования, доводки материалов, отличающихся повышенной хрупкостью и твердостью |
| Эльбор | Имеет такие же характеристики, как и алмаз. Но есть одна особенность – более усиленная устойчивость к повышенному температурному режиму | Широко применяется для обработки труднодоступных материалов, включая высоколегированные стали и сплавы, подходит для заточки лезвий, изготовленных из быстрорежущей стали |
| Электрокорунд | Синтетический материал. Отличается хорошей адгезией с шлифовочным диском и связующим элементом | Таким АМ обрабатывают железо, чугун, большинство видов стали |
| Карбид кремния | Отличается повышенной твердостью и продолговатостью зерен | Подходит для шлифовки материалов, имеющих низкую сопротивляемость разрыву. Отлично используется для обработки чугуна, гранита, фарфора, стекла, керамики |
Интересно: Каждый из вышеупомянутых материалов имеет свои подвиды. Они отличаются более расширенным диапазоном технических характеристик, а потому могут использоваться для решения любой специфики задач.
С разновидностями абразивных материалов разобрались. Теперь предоставим вам таблицу их маркировки – обозначение в нормативных актах, например, ГОСТ.
| Тип АМ | Как обозначается в государственных стандартах |
| Алмаз | AC4, AC2, AC6, AC32, AC50, АРБ1, АРК4, АРС3 |
| Эльбор | CNB, КНБ |
| Карбид кремния зеленый | 62C, 63C, 64C |
| Карбид кремния черный | 52C, 53C, 54C, 55C |
| Электрокорунд нормальный | 12A, 13A, 14A, 15A, 16A,W |
| Электрокорунд белый | 22A, 23A, 24A, 25A, WA |
| Электрокорунд хромистый | 32A, 33A, 34A |
| Электрокорунд титанистый | 37А |
Используемые в быту шлифовальные круги
Для непрофессионалов, а простых обывателей, разобраться в классификации этого инструмента со специфичными терминами может быть довольно сложно. Поэтому гораздо проще классифицировать их по назначению и характерным особенностям. Таким образом, мы имеем следующие виды шлифовальных кругов:
Самозацепляемый круг на липучке – благодаря нанесению специальной липкой ткани на шлифовальную бумагу, обладает хорошим сцеплением со шлифмашинкой.
Лепестковые круги – их характерными особенностями является невероятная эластичность, а также удивительная адаптация с любым материалом. Свое название этот инструмент получил благодаря веерному направлению одноименных частей, зафиксированных на материале с абразивной основой. Отсутствие вторичных заусенцев одна из главных положительных характеристик данного приспособления. Такие круги широко используют для обработки труб и других материалов из металла, но также применяются для работы с деревом и фасонными поверхностями. Круги обладают высокой механической прочностью.
Фибровые круги – использование на шлифовальной машинке возможно только при наличии опорной тарелки с нужным сечением. Чтобы создать такой круг, необходима многослойная вулканизированная бумага. Эти круги используют для зачистки поверхностей из дерева, нержавейки, металла или стали.
Алмазные шлифовальные круги – специалисты советуют использовать для последнего этапа в обработке поверхностей. Но используя этот вид нужно помнить о его высокой хрупкости и небольшой стойкости, так что работа должна быть деликатной.
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Обычно нас интересует только размер зерна или зернистость наждачной бумаги
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
Такой способ маркировки применяют в некоторых странах постсоветского пространства
По старому стандарту прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить. Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 630 микрометров (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 800 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
- При маркировке мелкозернистой шлифовальной шкурки размер зерен указывается в микрометрах, а после цифры ставят букву «М» (без дефиса). Пример: 14М. Это значит, что максимальная зернистость наждачной бумаги 14 микрометров, но есть и более мелкое зерно размером до 10 мкм.
- По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
Таблица обозначения зернистости для разных стандартов: крупное зерно
Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно