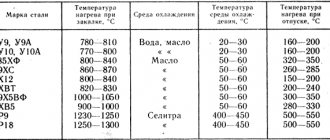
До сих пор, на многих машиностроительных предприятиях, применяется классическая технология улучшения стальных изделий. Она представляет собой нагрев под закалку в окислительной или защитной атмосфере, охлаждение деталей в воде, масле или полимере и последующий отпуск в печах с окислительной атмосферой. На выходе получаются изделия с короблением поверхности до 0,2 мм. и чёрной пленкой, которая является результатом образования оксидов на металле. У таких деталей одна дорога — в цех механической доводки геометрии поверхностей. Избежать образования окислов на поверхности можно, используя защитные атмосферы эндо- и экзогаза, азота и др. Но коробление всегда будет являться обязательным атрибутом нагрева и закалки сталей.
Современные технологии позволяют значительно уменьшить изменения геометрических размеров поверхностей, используя более плавный нагрев деталей и используя в качестве закалочных сред более мягкие охладители. Это достигается при вакуумном нагреве с охлаждением в потоке газа.
Снижение давления до уровня ≤ 5 x 10−5 атм., приводит к тому, что количество оставшегося кислорода в рабочем пространстве печи снижается и нагрев в такой атмосфере происходит без образования окислов на поверхности деталей. Более высокой чистоты термообработки можно достичь при подготовке поверхности деталей — предварительном обжиге, для максимального удаления влаги с поверхности, если такая имеется. Для этого детали пропускают через печь предварительного окисления с температурой около 600 оС, когда еще обезуглероживание не начинается. Как правило, такая печь предусмотрена в линии вакуумной термообработки. Она имеет еще одно назначение — обезуглероживание поверхности перед цементацией. По утверждению зарубежных коллег, предварительное обезуглероживание поверхности стали увеличивает скорость цементации на несколько десятков процентов.
В вакууме теплообмен осуществляется за счет излучения, так называемый радиационный нагрев. Но он происходит эффективно лишь тогда, когда излучение становится видимым, т.е. при температурах, превышающих 600 оС. При более низких температурах для ускорения нагрева используют специальный газ-заполнитель рабочего пространства печи, например азот. При использовании такого газа, время нагрева сокращается на треть.
Использование газовой атмосферы в низкотемпературном интервале нагрева (конвективный нагрев) повышает однородность прогрева изделий, соответственно позволяет снизить уровень термических напряжений, вызывающих коробление. Кроме сокращения времени нагрева и снижения коробления, преимуществом использования конвективного нагрева является возможность применение более плотной загрузки, т.е. повышение производительности.
Также газ-заполнитель может использоваться в качестве закалочной среды и среды для отпуска, т.е. все операции закалки (нагрев под закалку и закалка) могут производиться на одном и том же технологическом оборудовании — вакуумной печи.
Вакуумная печь для закалки
Печи вакуумные для закалки предусматривают термическое воздействие на образцы с основанием из металлов и сплавов, которое осуществляется в герметичной вакуумной среде и повышает показатели прочности и износостойкости материалов. Технология закалки включает циклы нагрева и охлаждения в безвоздушном пространстве, в результате которых достигается высокая однородность структуры образцов. Оборудование используется для обработки сплавов титана, а также сталей нержавеющего и индукционного типа.
Принцип действия печей закалки предполагает нагрев деталей в условиях высоких температур и ускоренное охлаждение в завершении цикла.
Вакуумная печь для закалки
Основными этапами вакуумной закалки являются:
- Погружение образцов в вакуумную камеру;
- Формирования необходимого уровня давления за счет откачки воздуха;
- Нагревание деталей до температуры 1000°С;
- Понижение температуры в рабочем пространстве до отметки 150°С;
- Охлаждение;
- Наполнение рабочей камеры воздухом;
- Выемка деталей.
С учетом технологии закалки и модификацией печи для охлаждения используются различные газовые смеси, что позволяет регулировать скорость снижения температуры и обрабатывать изделия различной формы. Благодаря использованию вакуумной среды на образцах не формируются окислы. Агрегаты не требуют применения масляных веществ, экологически безопасны и не выделяют вредных испарений, а также характеризуются сниженным уровнем шума при работе.
Конструкция вакуумной печи
Базовым функциональным узлом вакуумной печи выступает камера нагрева, к которой подведена вакуумная система для откачки атмосферного воздуха и создания разряженной среды. Основными техническими характеристиками данных печей выступают:
- Внешние размеры установки и вместимость рабочей камеры;
- Показатели мощности электродвигателя;
- Поддерживаемый температурный диапазон;
- Тип нагревательного узла.
Конструкция вакуумной печи
Технология вакуумной обработки в печах предусматривает откачку атмосферного воздуха из рабочего пространства, что обеспечивает получение высокопрочных изделий с однородной структурой и повышенными параметрами износостойкости. В процессе эксплуатации агрегатов отсутствует выделение вредных газов и примесей, что делает установки экологически безопасными.
Вакуумная печь для цементации
Процесс цементации в вакуумной среде обеспечивает укрепление наружного слоя обрабатываемых материалов при насыщении углеродом и подготавливает изделия для высокотемпературной закалки. Печи цементации осуществляют преобразование структуры аустенита в мартенситную форму при условии отсутствия атмосферного воздуха. Технология позволяет повысить прочность материалов за счет уплотнения поверхностного слоя, при этом сердцевина изделия не теряет пластичных свойств.
Вакуумная печь для цементации
Достоинствами процедуры вакуумной цементации являются:
- Высокая энергоэффективность и экономичное потребление электроэнергии благодаря ускоренному процессу термического воздействия;
- Отсутствие вредных выбросов;
- Скоростная подача углерода;
- Образцы не содержат окислов;
- При обработке не выпадает углеродный осадок;
- Разогрев происходит без теплового удара, что снижает процент коробления;
- Равномерность глубины воздействия;
- Экологическая безопасность;
- Точность и повторяемость результатов благодаря автоматизации процессов обработки;
- Отсутствие нагара и сажи увеличивает износостойкость и срок службы оборудования.
Цементация осуществляется при низких параметрах давления – до 20 бар, полный технологический цикл занимает до 4,5 часов. Для охлаждения деталей используются инертные либо нейтральные газы. Данный тип температурного воздействия востребован при изготовлении шестерней и трансмиссий, деталей прецизионного типа и инструментов, эксплуатация которых связана с высокими нагрузками и трением.
Вакуумная печь для отжига
Печь вакуумная для отжига характеризуется высокотемпературными условиями рабочей среды и осуществляет обработку стальных материалов для повышения их качественных характеристик. Установка предназначена для инструментальных сталей, сверхпрочных и быстрорежущих стальных соединений, а также цветных металлов, которые предварительно прошли стадию закалки. Принцип работы оборудования базируется на глубоком прогреве материала до предустановленной температурной отметки с постепенным охлаждением для закрепления полученного результата. Данные метод позволяет осуществлять крупнозерновой отжиг, для которого характерно воздействие на отдельные элементы кристаллической решетки металлов.
Вакуумная печь для отжига
Равномерное размещение примесей в кристаллической структуре сплавов обеспечивается за счет технологии гомогенизации, условиями которой является достижение стабильной температуры в пределах от 1050 до 1300°С и длительный прогрев образцов на протяжении 48 часов. При необходимости возвращения структуры кристаллита к исходной форме применяется перекристаллизационный отжиг, при котором термическое воздействие производится в диапазоне температур от 550 до 700°С. Благодаря автоматизации всех технологических процессов вакуумные печи отжига функционируют при минимальном участии операторов.
Вакуумная печь – обслуживание
Периодические мероприятия по техническому обслуживанию вакуумных печей позволяют снизить риск поломок и продлить срок эксплуатации оборудования. Перечень работ по сервисному обслуживанию предусматривает очистку основных рабочих узлов от пылевых и грязевых частиц, проверку состояния нагревательных элементов и тест контура заземления. Для электрических агрегатов необходимо тестирование параметров свертывания электрода. Сервис печей индукционного типа включает ревизию состояния конденсаторных батарей, очистку системы водяного охлаждения от накипи и оценку функциональности экранирования. Минимальный период межсервисного обслуживания составляет 1 месяц.
При необходимости организации ремонта рабочих узлов и замены износившихся деталей рекомендуется задействовать квалифицированных специалистов, которые знакомы с тонкостями работы и технологическими особенностями высокотемпературных индукционных печей.
Вакуумная печь – обслуживание
При организации текущего ремонта термического вакуумного оборудования проводятся:
- Восстановление герметичности рабочей камеры;
- Замена уплотнительных элементов нагревательных узлов;
- Ремонт изолирующего слоя;
- Настройка контура охлаждения;
- Отладка пневмоавтоматической системы и замена клапанов;
- Замена смазывающего состава и ревизия двигателей вакуумных насосов.
При выходе из строя основных рабочих узлов производится полная либо фрагментарная замена неисправных деталей, осуществляется отладка электрических компонентов и автоматики, оценивается герметичность сварных соединений и подтяжка болтов, а также замена уплотнительных элементов и заглушек.
Промышленные вакуумные печи
Вакуумные печи промышленного типа применяются, как на крупных предприятиях, так и на производственных площадках малой мощности для осуществления процессов:
- Плавления и пайки металлов;
- Азотирования и спекания образцов;
- Цементации и высокотемпературного отжига;
- Термической обработки и закалки металлов.
Промышленные вакуумные печи
С учетом особенностей циклов нагрева и охлаждения выделяются следующие виды печей:
- Трубчатые;
- Ретортные;
- Муфельные.
В установках трубчатого типа нагрев до необходимой отметки осуществляется с помощью кварцевых труб, которые одновременно выполняют функцию герметичной вакуумной камеры. Ретортные агрегаты поддерживают максимальную температуру нагрева в пределах 1100°С и отличаются высокой чистотой получаемого результата. Муфельные устройства функционируют в условиях инертной газовой среды и подходят для обработки металлических деталей и сплавов, а также изделий с керамической основой.