В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
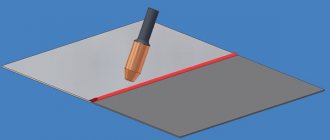
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом.
Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Можно ли варить алюминий инвертором
При сварке инвертором изделий из алюминия и его сплавов приходиться сталкиваться с рядом определенных сложностей, вызванных его физико-химическими свойствами, а именно:
- оксидная пленка на поверхности алюминиевых деталей, которая образована вполне естественным взаимодействием с атмосферным кислородом, имеет температуру плавления в 2000⁰ C, а сам алюминий плавится при температуре всего в 660⁰ C;
- тугоплавкую оксидную пленку с поверхности места сварки необходимо снимать путем механического удаления или химического воздействия, причем производить сварку металла после этого необходимо сразу во избежание повторного окисления;
- при больших перепадах температур во время электросварки прочностные качества алюминия значительно снижаются;
- от высокой температуры электродуги алюминий интенсивно расплавляется и начинает вытекать из зоны сварки;
- при нагревании во время проведения сварочных работ алюминий практически не изменяет свой цвет, отсюда производить контроль размеров сварного шва довольно затруднительно;
- низкое значение модуля упругости изделий из алюминия может стать причиной деформаций свариваемых конструкции, а при остывании — образования микротрещин в районе сварочной ванны.
Поэтому, зная все нюансы и соблюдая определенные условия, можно сварить алюминий инвертором даже в домашних условиях. Причем, если к инверторному сварочному аппарату не предъявляют особых требований, то к расходным материалам и методике проведения самих сварочных работ уделяют первостепенное значение. Отсюда и постараемся сформулировать ответы на вопрос: как правильно варить алюминий инвертором.
Преимущества и недостатки
Среди преимуществ указанного сплава отмечают следующие:
- небольшой вес, но при этом дюралевые детали способны выдерживать высокие нагрузки;
- сварочные работы выполняют, используя разные технологии, их выбор зависит от условий проведения работ и других факторов;
- подготовка изделий не требует больших трудозатрат и времени;
- необходимые электроды всегда можно приобрести в специализированных магазинах.
Рекомендуем к прочтению Как варить алюминий полуавтоматическим аппаратом
Есть у данного процесса и ряд недостатков:
- сварочный шов имеет низкую устойчивость против коррозии;
- после создания такого соединения характеристики сплава ухудшаются;
- для проведения работ надо иметь высокую квалификацию, быть внимательным и все выполнять с высокой точностью;
- чтобы подобрать электроды, надо точно знать марку сплава;
- высокая текучесть дюралюминия создает сложности при формировании сварочного валика;
- для качественного выполнения работ приходится использовать флюс или защитный газ;
- стоимость расходных материалов высокая;
- при выполнении скоростной сварки сложно организовать контроль качества шва.
Шов может подвергаться коррозии.
Правила сварки алюминия
При сварке алюминия необходимо соблюдать следующие требования:
- сварка изделий из алюминия и его сплавов возможна только под защитой инертных газов как аргон или смесь аргона с гелием, поэтому инверторный аппарат должен иметь специальное газобаллонное оборудование аргонодуговой сварки;
- лучше всего производить сварку при помощи неплавящихся вольфрамовых электродов, которые необходимо периодически очищать от накапливающихся окислов, в противном случае будет ухудшаться качество сварного шва;
- алюминиевые детали перед сваркой рекомендуется предварительно прогреть для уменьшения последствий температурных деформаций в районе сварного шва;
- алюминий, в основном, сваривают с помощью переменного электрического тока, причем значение силы сварочного тока устанавливают для работы с алюминием несколько больше, чем для сварки аналогичных стальных изделий;
- перед использованием присадочные алюминиевые электроды необходимо прогреть в муфельной печи.
Сварку алюминия можно производить практически всеми сварочными аппаратами инверторного типа с любой производительностью и степенью автоматизации рабочих процессов.
Расходные материалы для сварки алюминия
Для сварки различных изделий из алюминия и его сплавов с помощью неплавящихся вольфрамовых электродов на инверторных аппаратах типа TIG рекомендуется применять присадочную проволоку от 2 до 5 мм в диаметре с маркировкой АО, АК и АД с высоким содержанием присадок магниевых сплавов.
А также можно использовать специальные электроды по алюминию марок ОЗА, ОЗР и ОЗАНА российского производства или их более качественные импортные аналоги — ОК 96.20, ОК 96.40 и Kobatek-213, но только с несколько большей стоимостью. Фото
Для сварочных инверторных полуавтоматов выпускают специальную алюминиевую проволоку диаметром 0,8-1,0 мм, намотанную на стандартные катушки весом в 0,5 кг. Как правило, чаще всего используют сварочную проволоку, представляющую собой литой сплав алюминия с кремнием (Al-Si 5) марок ER 4043 и ER 5356, реже аналогичную проволоку, но сделанную из деформируемых с алюминиево-магниевых сплавов марок Св-АК 5 и Св-АМг 5. Фото
Главной составляющей цены метра шва при сварочных работах по алюминию является стоимость расходных материалов, а именно инертного газа аргона и специальных алюминиевых электродов.
Сложности при сварке изделий из алюминия
Выполненные из алюминия детали покрыты оксидной пленкой, которая обладает высокой температурой плавления – 2000 градусов Цельсия. В то время как сам металл плавится уже при 600 градусах. Поэтому перед началом работ пленку нужно удалить: химическим или механическим путем. Стоит помнить, что сваривать алюминий следует начинать сразу после удаления тугоплавкой пленки, чтобы избежать повторного окисления поверхности – это происходит при контакте металла с содержащимся в воздухе кислородом.
Необходимо учитывать, что прочность изделий снижается при резких перепадах температур. А из-за того, что электродуга нагревается до высокой температуры, алюминий плавится и начинает вытекать из зоны сварки.
Дополнительные сложности создает тот факт, что при нагревании цвет металла не меняется. Поэтому сложно контролировать, чтобы сварной шов был одного размера на всем участке. Свариваемая конструкция может изменить форму из-за низкого значения модуля упругости. По этой же причине при остывании изделия в районе сварочной ванны могут образовываться микротрещины.
Зная об этих сложностях, можно самостоятельно сварить алюминий инвертором, не прибегая к помощи специалистов.
Требования к сварке
Сваривать алюминий необходимо строго следуя следующим правилам:
- Сварка производится только под защитой, которую обеспечивают инертные газы. Как правило, используется аргона и его смесь с гелием. Соответственно, инверторный аппарат необходимо оснастить оборудованием аргонодуговой сварки.
- Использовать лучше вольфрамовые электроды для алюминия – они не плавятся. В процессе работы нужно периодически счищать с них окислы, иначе качество шва ухудшится.
- Работы производятся при помощи переменного электрического тока, силу которого устанавливают больше, чем при работе со стальными изделиями.
- Чтобы сварной шов не деформировался из-за перепада температур, необходимо прогреть рабочую поверхность перед сваркой.
- Присадочные электроды для алюминия предварительно прогревают, помещая их в муфельную печь.
Оборудование для работы
Для сварки алюминиевых или изготовленных из сплавов алюминия заготовок могут использоваться
аппараты инверторного типа, отличающиеся по производительности и степени автоматизации процессов работы. Если нет возможности приобрести полуавтомат, можно установить приставку к инвертору, которая будет генерировать переменный ток. Это позволит эффективно работать.
В случае, когда производится сварка алюминия инвертором типа «TIG», используются неплавящиеся вольфрамовые электроды и присадочная проволока диаметром 2-5 мм нескольких маркировок: АО, АД и АК. В ней содержится большое количество присадок сплавов магния.
Также в работе можно использовать следующие электроды для сварки алюминия инвертором: российские марок ОЗА, ОЗР ОЗАНА; либо импортные образцы марок ОК 96.20, ОК 96.40, Kobatek-213.
Проволока для полуавтоматических сварочных инверторов для алюминия обладает диаметром 0,8-1 мм. Она выпускается в катушках, вес которых составляет полкилограмма. Оптимально использовать проволоку, изготовленную из литий-кремниевого сплава двух марок – ER 4043 и ER 5356. Либо марки проволоки из сплава магния с алюминием – Св-АК 5 или Св-АМг 5.
Аргонодуговой метод (AC TIG) сваривания алюминиевых деталей в основном используется при тщательной сварке. В результате не образуется пор и грубых швов. Переменный ток позволяет расплавить тугоплавкий оксидный слой на поверхности материала и создать сварочную ванну, которая необходима для соединения элементов конструкции. При использовании аппарата такого типа можно ремонтировать тонкостенные изделия из чистого металла и его сплавов. Однако, он довольно чувствителен к загрязнению используемых электродов – по этой причине их очистку нужно производить своевременно.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.
Технология сварки электродом
Сварка алюминия электродом в домашних условиях должна выполнятся строго в соответствии с характеристиками алюминиевого сплава и требованиям к типу электрода.
Электроды для сварки алюминиевых изделий значительно отличаются от остальных типов, так как на них нанесено специальное покрытие из химической смеси солей, обычно фтористых и хлористых. Это покрытие позволяет создать газовое облако без применения чистого аргона.
Электроды по алюминию
Существует определенная классификация электродов в зависимости от предназначения и типа алюминиевого сплава, детали из которого необходимо соединить.
Наиболее широко применяемые электроды по алюминию и их предназначения:
- ОЗА-1 – электрод, предназначен для соединения элементов из чистого алюминия, без дополнительных компонентов. Перед выполнением сварочных работ требуется очистка поверхности для избавления от оксидной пленки и предварительного нагрева для избавления от влаги.
- ОЗА-2 – используется для исправления литьевого брака и наплавки алюминиево-кремнистых сплавов.
- ОЗАНА-1 – необходим при использовании технологии сварки чистого алюминия, толщина листов которого превышает 1 см. При этом требуется предварительный нагрев до температуры не более 400 градусов.
- ОЗАНА-2 – применяется в таких же случаях, как и электрод ОЗА-2, но также может использоваться для соединения деталей и сплавов алюминия, таких как силумин и дюралюминий.
- ОК96.20 – этот тип электродов предназначен для сварки сплавов алюминия с применением марганца, магния и кремния. Может применятся для работ с дюралюминием.
От правильного выбора электрода напрямую зависит качество шва, поэтому очень важно определить тип сплава. Обычно производители маркируют изделия, где указывают информацию о свойствах и особенностях металла.