При отделке стен и потолков часто используется деревянная вагонка. Этот материал удобен и обладает привлекательным внешним видом.
Еще одним преимуществом вагонки является то, что вагонку можно сделать самому. Конечно, для этого нужно узнать саму технологию производства, а также приобрести некоторое дополнительное оборудование. Но после этого, производство вагонки может стать для вас дополнительным источником дохода.
Итак, в этой статье мы узнаем как делается вагонка своими руками, какой инструмент и материалы для этого необходимы.
Ручное устройство из угловой шлифмашинки
Если в хозяйстве имеется «болгарка», то лучшего приспособления для ручной дисковой пилы не найти. Не знаете, как сделать пилу дома из столь популярного инструмента? Не отчаивайтесь, ведь ее изготовление подразумевает лишь обеспечение скользящего упора и осевой рукоятки к уже имеющемуся агрегату. Скользящий упор включает в свою конструкцию два отрезка металлического уголка небольшого сечения, расположенных с двух сторон пильного диска. При помощи болтов и гаек уголки соединяются с передней и задней стороны поперечной связкой, а технологический зазор между боковинами упорной конструкции и рабочим элементом будет обеспечен шайбами.
На болгарку необходимо надеть металлический ленточный хомут так, чтобы его винтовая стяжка была расположена снизу, а уже к ней фиксируется полоска оцинкованного металла с отверстием под скользящий упор, сложенная вдвое. В принципе, специальный хомут со стойкой может делаться как единое целое, но в таком случае толщина металлической полоски в идеале будет не менее полутора миллиметров. Далее в корпусе редуктора будущей циркулярки придется делать пару отверстий для болтов, для чего он разбирается, и определяются точки сверления. Через проделанные отверстия прикрепляется осевая рукоятка для циркулярной пилы, собранной из болгарки, так как имеющаяся ручка не позволит осуществить качественный пропил, даже если мастер обладает недюжинной физической силой.
Осевая рукоятка, которой будет снабжаться циркулярка из болгарки, изготавливается из металлического прута или трубки. Конструкция по форме может представлять собой поперечную скобу либо своеобразный рог. Концы металлической детали, которыми рукоятка крепится к редуктору, снабжаются отверстиями под крепежи. Здесь есть один важный момент: концы нельзя расклепывать, чтобы исключить прогиб рукоятки в процессе работы циркулярки, собранной своими руками. Также необходимо изготавливать регулировочную штангу из отрезка металлического прута (4 – 6 мм), для чего один конец загибаем в петлю, немного расклепываем и формируем отверстие под передний болт упора. Равномерность зазора, как обычно, регулируем шайбами.
На другом конце штанги нарезается резьба, благодаря которой она соединится с рукояткой. Предварительно на резьбу накручивается одна гайка, а после сборки конструкции – вторая. Подтягивая и опуская гайки данного приспособления для самодельной ручной циркулярной пилы, регулируется глубина реза. Вот так в домашних условиях можно переделать болгарку в полноценный дисковый инструмент, предназначенный для резки различных материалов. К слову, переделывая циркулярку из дрели, можно добиться аналогичного результата.
Выбор правильного дерева
Выбор материала для изготовления вагонки нельзя считать лишь сопутствующей процедурой. Именно на этом этапе закладывается качество будущего продукта. И главное при выборе — не ошибиться с древесиной. Осина, например, очень легко поддается обработке, но это совершенно плохой материал с точки зрения отделки: быстро теряет внешний вид, ее коробит от перепадов температур и изменения влажности.
Лучшими можно считать пиломатериалы из семейства хвойных.
И структура древесины очень приятная на вид, и обрабатывается не очень сложно, и срок службы такого дерева очень большой, особенно при хорошей его пропитке. Опасаться стоит только стволов деревьев, имеющих большое количество срезов от старых ветвей. Молодые ветви, как правило, не несут опасности для материала. А вот на месте старых ветвей при строгании часто происходит выпадение сердцевины ветви, которая уходит глубоко в ствол дерева.
Использование ручного фрезера для резьбы
Существенно можно облегчить процесс резьбы по дереву ручным фрезером. Этот специальный электрический станок позволяет намного быстрее выполнять практически все виды художественной резьбы. Исключение составляет только скульптурная и выемчатая резьба. Ручной фрезер для резьбы по дереву – специализированный инструмент для обработки древесины. Главные детали инструмента – это фрезы, головки с режущими деталями разных форм, каждая из которых имеет свое назначение:
- профилирование кромок деревянных деталей;
- фрезеровка декоративных и технологических пазов различной конфигурации;
- изготовление необычных деталей;
- создание ручным фрезером художественных резных изделий.
С помощью фрезера легко изготовить разные элементы резьбы по дереву:деревянные наличники, резной плинтус, резные карнизы и самый разнообразный погонаж.
Ручным фрезером с большой эффективностью можно изготавливать эксклюзивную резную мебель на заказ. Художественная резьба ручным фрезером чаще всего производится галтельными и V-образными фрезами, которые позволяют делать гравировку нужной длины. Дисковые типы фрез предназначены для пропиливания прямоугольных пазов.
Размер вагонки в зависимости от сорта дерева
Тип древесины, из которой изготавливается пиломатериал, также влияет на итоговый размер профиля. Наиболее востребованными сортами деревьев, из которых изготавливается погонажное изделие, считаются лиственница, кедр, ангарская сосна. Основные параметры, сорта и цены вагонки в нашей компании представлены в таблице ниже
| Сосна/ель | лиственница | липа | кедр | Ангарская сосна | |
| толщина | От 12.5 мм до 13 мм | 14 мм | 14 мм | 14 мм | 14 мм |
| длина | 6 метров | От 3 до 4 метров | От 1 до 3 метров | От 2 до 3 метров | От 2.4 до 4 метров |
| Ширина | От 96 мм до 140 мм | От 96 мм до 140 мм | 96 мм | 140 мм | От 90 до 115 мм |
| Цена | От 270 руб за м2 | От 450 руб за м2 | От 700 руб за м2 | От 650 руб за м2 | От 550 руб за м2 |
Станок для блок-хауса
Одной из разновидностей вагонки (к слову, пользующейся колоссальным спросом) является блок-хаус. Материал имитирует оцилиндрованные бревна и широко применяется для внешней и внутренней отделки помещений. Обшивать блок-хаусом дома разумно, ведь такая вагонка имеет солидный вид, прочна и экологична, так как изготавливается из натурального дерева. Панелям характерна сложная форма, поэтому соединение элементов осуществляется по принципу «паз-шип». Изготовить их вручную сложно и чревато «несостыковкой» отдельных «бревен» в дальнейшем, поэтому целесообразно использовать специализированное оборудование:
- ленточная пилорама;
- сушильная камера;
- станок по изготовлению вагонки.
При обработке заготовок на станках можно выполнять целый ряд операций:
- обрезка до требуемых размеров подготовленного сырья;
- фрезеровка поверхности;
- формирование выемок (пазов и шипов).
Методы монтажа
Существуют следующие способы крепления вагонки к готовой обрешетке:
- Прямое. При помощи гвоздей или саморезов непосредственно к рейкам или профилю;
- Кляймерное;
- Степлером.
Закрепление евровагонки на каркасе при помощи гвоздей и саморезов популярно в виду своей простоты и возможности проведения работы своими руками без дополнительных элементов. Главным секретом такого способа установки является то, что крепежные элементы вводятся в древесину под особым углом, который обеспечивает прочное и жесткое соединение панелей и установочной основы. Нужно отметить, что такой вариант не подойдет при работе по металлопрофилю или если нужно скрыть места крепления.
Фото — план крепления
Фото — монтаж кляймеров на вагонку
Подбор скоб осуществляется по толщине панелей. Существуют различные кляймеры, которые классифицируются по высоте подъема язычка – отступа, в который устанавливается лист вагонки. Это скрытое крепление идеально подходит для установки парной вагонки в бане или жилых помещениях.
Фото — виды крепления
Самый простой из всех описанных вариантов – это установить вагонку степлером. Технология практически не отличается от привычного использования канцелярского степлера: в устройстве есть отделение для скоб и фиксатор (плоская прижимная панель). Если на отсек со скобами оказывается давление, то скоба выходит от отсека и устанавливается в древесину под углом в 45 градусов.
Изготовление евровагонки на фрезерном станке
Это более сложные работы, понадобится солидный опыт работы с деревообрабатывающими станками. Мы расскажем о технологии, а размеры вагонки и профили лицевых поверхностей подбирайте самостоятельно с учетом наличия инструментов и личных предпочтений.
Конструкция станка достаточно сложная. В обязательном порядке к такому оборудованию должна быть приложена полноценная инструкция
Мы видим пример самодельного станка для изготовления вагонки, его составляющие и детали
Мы видим ещё один пример самодельного станка для производства вагонки в домашних условиях
Чем отличается евровагонка от обычной?
- Соединение шип/паз более глубокое. За счет этого исключаются риски просвечивания швов во время значительного уменьшения ширины досок, упрощается монтаж обшивки. В глубокий паз проще вставлять метизы для крепления.
- Обратная сторона имеет одну или две прорези – поверхности стен могут дышать, уменьшаются статические усилия во время изменения линейных размеров вагонки. Именно в результате сильных статических усилий обшивка дома может коробиться.
Фото — евровагонка категории В
За исходные данные принимаем, что доски нужных размеров уже подготовлены, материал отсортирован и сложен в надлежащем месте.
Шаг 1. Установите на станок фрезу для проделывания паза и боковой декоративной фаски, отрегулируйте глубину. Для этого освободите линейку, приставьте торец доски к ножу и, подвигая линейку ближе или дальше, найдите нужное положение. С большим усилием закрепите фрезерную головку и линейку.
Фрезы, используемые при изготовлении пиломатериала
Для того чтобы правильно выставить все ножи на головке, нужно на пробу прострогать отрезок доски. Далее опять приставьте ее к фрезе и, медленно вращая головку в обратную сторону, проверяйте, все ли ножи работают. Узнать это можно по звуку, если все нормально, то количество незначительных касаний о доску должно отвечать числу фрез. К примеру, если головка имеет четыре ножа, а вы почувствовали только три касания, то это значит, что один нож не работает. Найдите, какой именно, отрегулируйте его положение. Делать это довольно сложно, понадобится несколько попыток. Следите, чтобы распорные клинья ножей были сильно прижаты к головке.
Ножи
Несколько различных ножей-насадок на самодельный станок для изготовления вагонки позволят создавать различные изделия из дерева
Шаг 2. Закрепите верхние и боковые прижимные упоры, установите нужное расстояние. Такие упоры намного облегчают процесс фрезеровки, улучшают качество и повышают безопасность труда. Пропустите с одной стороны все доски.
Шаг 3. Поменяйте фрезу на новую, она должна вырезать паз и снимать декоративную фаску. Прижимы повторно регулировать не нужно, ширина всех досок одинакова и во время первого прохода не изменялась.
Шаг 4. Снимите фрезу для боковых поверхностей, освободите линейку и прижимы. Установите фрезу для проделывания углублений с внутренней стороны вагонки. Размеры и количество канавок значения не имеют, подбирайте их по своему усмотрению.
Изготовление евровагонки на фрезерном станке
Варианты расположения вагонки на плоскости стены и потолка
Вагонка на плоскости стены (потолка) может располагаться вертикально и горизонтально. Традиционно вагонка профиля «евро» располагается вертикально, а вагонка профиля «штиль» – горизонтально. Связано это в первую очередь с особенностями восприятия горизонтальных и вертикальных линий. Вертикальные линии, особенно подчеркнутые широкой полосой тени от оконного света, вследствие перепада поверхности профиля вагонки на стене, визуально увеличивают пространство между полом и потолком.
Минусы – видимость крепежа, при монтаже на улице появляются потеки от цинка при воздействии осадков, крепление только в зону шипа. Плюсы – высокая надежность, высокая скорость монтажа, низкая стоимость работы.
Порядок монтажа вагонки открытым способом пояснения не требует и может осуществлять как «шип в паз», так и «паз на шип» с последующим креплением каждой вагонки через ее лицевую поверхность к обрешетке. Открытый способ монтажа вагонки используется, как правило, при ее горизонтальной ориентации шипом вверх и порядке выполнения работ снизу-вверх.
Для евро вагонки данный способ крепления является типовым. Минусы – требует квалификации монтажника и знания особенностей эксплуатации древесины, только одно направление монтажа – «шип в паз», плюсы – отсутствие видимой точки крепления на лицевой поверхности.
Данный способ монтажа наиболее удобен при вертикальном положении вагонки, кляймер вставляется в паз, монтаж ведется «шипом в паз». Только внутри помещения!!!! возможен горизонтальный монтаж евровагонки на кляймеры с ее ориентацией шипом вниз. Уличный горизонтальный монтаж вагонки шипом вниз недопустим.
Данный способ используется для профиля «штиль» и обусловлен возможностью скрыть точку крепления в месте соединения вагонок. Плюсы – высокая скорость монтажа, по надежности сопоставим с открытым способом крепления, удобный монтаж при горизонтальном положении вагонки шипом вверх.
Скрытый монтаж вагонки «штиль» ведется в направлении «паз на шип». Длину самореза необходимо выбирать исходя из толщины вагонки и толщины основания. Наиболее типовой вариант самореза из нашего ассортимента – для внутренней отделки 3,0*30мм и 3,5*35мм
При отделке любой поверхности можно применить три варианта крепления – горизонтальную и вертикальную укладку, а также под углом в 45°. Как крепить вагонку зависит от вкуса и желания владельца дома. От выбранного варианта последовательность обшивки не зависит, но при креплении панелей «снизу вверх» последний ряд, возможно, придется подгонять по ширине.
Предлагаем ознакомиться: Как строить баню своими руками из блоков
Для качественного монтажа вагонки не забивайте гвозди в древесину и не закручивайте шурупы, без предварительно просверленного отверстия соответствующего диаметра. Без подготовленного отверстия вагонка может треснуть, при вбивании гвоздя или закручивании самореза вы можете повредить массу исходного и, что очень важно, дорогостоящего материала.
Еще одна профессиональная хитрость. Привезя вагонку из магазина, не начинайте сразу ее монтаж. Раскройте упаковку вагонки штиль и дайте панелям из древесины несколько дней, чтобы набрать влажность окружающего воздуха – это снизит риск деформации материала после крепления. А стены, потолок балкона и направляющие для вагонки следует обработать любым антисептиком.
Монтаж вагонки с помощью кляймеров
1. Монтаж с помощью кляймеров – наиболее удобный способ. Кляймеры к обрешетке крепятся гвоздями или саморезами. Чтобы закрепить вагонку кляймер ставится к стене, доска устанавливается на место и прибивается к обрешетке через отверстие.
2. Монтаж с помощью гвоздей и саморезов производится через просверленное отверстие. Данный способ больше подходит при обшивке вагонкой стены «сверху вниз». Нижний ряд панелей крепится через отверстия, которые закроются от взгляда плинтусом.
3. С помощью сквозных отверстий в теле древесины. Шляпки гвоздей или шурупов необходимо утапливать, а еще лучше закрывать декоративными вставками.
В обрешетку забиваются гвозди на неполную длину и шляпки откусываются кусачками. Затем панель аккуратно забивают киянкой на торчащие гвозди. При небольшой практике получается очень аккуратный монтаж. Для прочности можно укрепить панели небольшими гвоздями в двух-трех местах. Чтобы отделке балкона или лоджии придать декоративные свойства необходимо обработать панели краской или лаком.
Этапы изготовления вагонки
Сам процесс начинается с прочерчивания прямых линий, по которым в дальнейшем будут распиливаться боковые стороны досок. Рекомендуется использовать карандаши зеленого или синего цвета, это необходимо для того, чтобы линии были хорошо видны, в случае, если древесина сырая и начинает синеть. Для распила доски укладываем ее на столешницу станка таким образом, чтобы отмеченные ранее линии были ровными.
Для распила другой стороны доски, станок необходимо перенастроить. Для этого установите линейку на требующуюся ширину. Обычным делом является использование двух струбцин, для фиксирования в процессе обработки. Затем распиливается вторая сторона доски по настроенной линейке, при распиле боковой стороны без использования линейки на выходе появятся распиленные под линейку. Отложите их в отдельное место, они пригодятся нам для реек.
Для тех, кто интересуется, как определить ширину реек, ответ прост, для этого ставится отпиленная вагонка, которая и будет использована вместо линейки.
Теперь переходим непосредственно к самому производству. Стоит сразу отметить, что процесс изготовления вагонки своими руками – это довольно кропотливая работа. Чтобы все получилось правильно и впоследствии радовала вас (или ваших заказчиков) необходимо запастись терпением. В противном случае готовые изделия получатся разной толщины и ширины, а значит, внешний вид отделанной вагонкой поверхности будет испорчен.
Сам процесс изготовления вагонки своими руками будет складываться из следующих этапов:
- первым делом распиливаем доски на отрезки нужной длины;
- далее, заготовки нужно распилить вдоль, чтобы получились дощечки требуемой ширины;
- следующим этапом будет фугование;
- в заключение делаем пазы.
Для выполнения второго этапа на заготовке вычерчиваем ровную линию с одного края. Для этого лучше воспользоваться карандашом синего или зеленого цвета, он будет лучше заметен на поверхности. Далее, при помощи циркулярной пили отпиливаем один край. Лучше сразу обработать таким способом побольше досок, так вся работа будет выполнена быстрее.
Следующие действия потребуют от вас внимательности. Необходимо переставить пилу по линейке, чтобы второй отпил, точно отмерил нужную нам ширину. После настройки станка приступаем к отпиливанию второй стороны будущей вагонки.
Далее, приступаем к фугованию. Этот процесс позволит придать заготовке ровную поверхность, а также сделает все изделия одинаковой толщины. Чтобы именно так и получилось, запомните, сколько раз вы пропустили каждую сторону через фуговальное приспособление. Затем все остальные заготовки обрабатываете такое же количество раз.
Фрезерование пазов вагонки
Для такой работы желательно иметь универсальный деревообрабатывающий станок. Такое устройство снабжено всеми необходимыми приспособлениями для обработки деревянных заготовок. Как правило, такой станок оснащается фуговальным устройством и циркулярной пилой. При этом он имеет удобную для обработки древесины рабочую поверхность. С таким станком сделать вагонку своими руками будет несложно.
Из видео вы узнаете как сделать и применить специальные прижимы для более эффективной фрезеровки пазов вагонки.
Во время работы стоит воспользоваться некоторыми советами и рекомендациями от специалистов:
- в первую очередь нужно правильно работать с самим деревообрабатывающим станком. При нарезке заготовок под вагонку вдоль, необходимо доску уложить на рабочую поверхность. Далее, ее движение к циркулярной пиле осуществляется при помощи тела. Именно им, а не руками, нужно толкать заготовку. В этом случае риск получить травму значительно снижается;
- чтобы вагонка получилась одинаковой ширины, можно при переустановке пилы для распила второй стороны заготовки, использовать в качестве линейки уже готовое изделие;
- после выполнения всей работы у вас останется много древесных отходов. Не стоит сразу от них избавляться. При распиле заготовок получается много тонких дощечек, их можно использовать в качестве реек для создания обрешетки. В этом случае у вас получится существенно сэкономить на материале.
После всех манипуляций у вас получится готовая, красивая и практичная вагонка. Осталось только обработать ее пропитками, и можно приступать к монтажу. Обработку антисептиком нужно проводить со всех сторон, а не только с лицевой, это позволит надолго сохранить прочность материала.
Фрезы для вагонки создаем линию для производства
Настало время ремонта и голову посещают интересные идеи по оформлению нового интерьера? Стены, на которых обои местами затерты, где-то оторваны – повергают в чувство тоски? Есть прекрасный вариант отделки помещения – обшивка.
А изготовление панелей с помощью фрезера позволит выполнить изделия так, как хочется, а не используя готовые, стандартные модели, которые предлагают производители.
Что понадобится для изготовления панелей ручным способом?
Процесс производства не так сложен, как кажется первоначально. Что для этого нужно?
Доски необходимо обработать на фуговальном станке, чтобы убрать с них все неровности, шероховатости и трещинки. Если такого оборудования нет, строганные доски можно приобрести готовыми в магазине.
Ручной фрезер – это инструмент, с помощью которого на доске можно с легкостью снимать фаски, фрезеровать отверстия и пазы. С его помощью вагонка приобретает законченный вид.
Изготовленные вручную панели выглядят ничуть не хуже тех, что продаются, а чувство гордости от того, что все было сделано собственноручно – только добавит положительных эмоций от выполненного ремонта.
Фрезы для изготовления вагонки представлены в разных вариантах:
- Подшипниковые фрезы используются для основной работы, в процессе которой получается готовая панель. Без подшипниковые фрезы понадобятся, когда нужно выполнить какую-то отдельную деталь или ее обработать. Для без подшипниковых ножей нужно будет приобрести дополнительное оборудование.
- Диаметр ножей должен иметь определенное соотношение с радиусом паза на доске: 12,7-6,35 мм., 9,5-4,8 мм., 15,8-7,9 мм.
- Если фрезы для вагонки имеют диаметр 35 мм. и 50 мм при хвостовике, диаметр которого – 8 мм., то они могут применяться со станком, оснащенном цангами или прибором для ручной работы.
Фрезерный используется преимущественно для производства изделий из дерева, но если приобрести дополнительно специальные ножи, то можно обрабатывать даже пластмассу и металл.
Инструмент хорош тем, что, несмотря на компактные размеры, с его помощью можно выполнять многочисленные работы.
Станок используется для изготовления панелей, и для фрезерования небольших отверстий для дверных ручек, петель. Им можно обработать дверные кромки, оконные рамы, стулья и другие предметы из дерева.
Ручной представлен в трех основных видах:
Фрезы для вагонки установлены под кожухом мощного двигателя, оснащенного ручками. Стойки, зафиксированные на базовой плите и опорной, дают возможность двигателю передвигаться вверх и вниз.
Его вес компенсируется пружинами возврата. Поэтому нож находится в поднятом на рамой положении еще до того, как заготовка выведена из работы. Хвостовик крепится с помощью запорной гайки в цанговый зажим.
Скорость вращения ножей может достигать 30000 об./мин. Ручки сбоку позволяют без труда управлять ручным станком. В комплект фрез для входят боковые съемные линейки для обработки кромок, для выполнения пазов, а также специальной втулкой для работы с шаблонами и копирами.
Изготовление на станке
- Фрезы для производства вагонки понадобятся после того, как начинаются работы с фугованными досками. По одной из сторон делается ровный срез, после чего необходимо определить будущую ширину изделия.
- Перед этим желательно осмотреть все доски, чтобы они не оказались уже выбранной ширины. Обычно выбирается размер доски средней величины – от 7 до 10 см.
- Если считать число проходов по ножам, то можно достигать равной толщины на всех досках.
- При удалении обзола остается дерево, которое можно потом использовать в качестве реек.
- Далее остается шпунтование доски по периметру. Вырезаются шип и паз. При поднимании и опускании стола можно регулировать углубление паза. Линейка постоянно должна быть прижата к кромке панели.
Не стоит бояться экспериментировать, ведь то, что получается своими руками – намного дороже и лучше, чем приобретенное по самым лучшим ценам в магазине.
Панели, выполненные собственноручно, не только украсят дом, но и «напитают» его энергетикой человека, стремящегося превратить свой дом в уютный очаг. Нужно лишь приготовить необходимые материалы и инструменты – и новое дело будет обязательно освоено.
Тот, кто привносит что-то новое в свою жизнь, осваивает иные ремесла, не боится неудач – легко заинтересует людей и научит тому, что знает сам. Так появляются настоящие мастера своего дела.
От чего зависит качество самодельной вагонки
Самодельная вагонка
В домашних условиях все параметры резания нужно соблюдать самостоятельно и оперативно изменять их в зависимости от особенностей доски и возможностей станка. О чем следует помнить?
Обращайте внимание на расположение волокон, никогда не обрабатывайте пиломатериалы «против шерсти». Следите за состоянием подшипников
Малейшее биение непременно скажется на шероховатости поверхностей Как только обнаружится, что вал станка немного шатается – подшипник нужно срочно менять или, при возможности, регулировать. Десятые доли миллиметра вибрации заметно ухудшают конечное качество. Исправность режущих инструментов – одна из важных составляющих чистоты поверхности. Пилы и фрезы должны быть острыми. Если вы изготавливаете фрезы самостоятельно, то используйте только прочные марки инструментальной стали. Геометрия всех фрез должна быть одинаковой. В противном случае некоторые из них не будут работать, а это очень нежелательное явление. Точно выставляйте фрезы, не спешите. Неопытному мастеру выставить сразу все фрезы очень сложно, не расстраивайтесь. Потеряйте больше времени, но добейтесь желанного результата. Потерянное время в дальнейшем с избытком окупится.
Фрезы формуют шип и паз, а также определяют геометрию вагонки
Чем больше фрез, тем лучше. Если головка позволяет устанавливать четыре, то так и поступайте, не работайте с двумя. Четыре фрезы немного увеличивают время установки, зато потом станок работает больше времени – они меньше тупятся.
Комплект фрез
Всегда пользуйтесь полностью одинаковыми клиньями для фиксации ножей. Даже небольшие различия в массе становятся причиной вибрации головки. Вибрация не только ухудшает качество обработки, но и становится причиной быстрого износа подшипников, повышает риск получения травм. Соблюдайте режимы резания пиломатериалов
Говорить на эту тему можно очень долго, режимы резания имеют огромное количество вариантов. Начинающим мастерам нужно хоть немного ознакомиться с теорией, а в дальнейшем все зависит от умения практически учиться и желания работать с деревообрабатывающими станками. Перед подачей доски на станок осмотрите ее, выберите оптимальное направление резания с учетом особенностей поверхностей, наличием и видом сучков и иных дефектов. Готовую вагонку складываете ровными штабелями, не ставьте ее вертикально, не разбрасывайте по всей мастерской. Чистота и порядок – свидетельство профессионализма мастера.
Вагонка сложена ровными штабелями
Если мало опыта, то вход/выход доски может быть бракованным из-за незначительного изменения направления движения и непараллельности с линейкой. Имейте это в виду во время определения длины вагонки, делайте запас по длине.
Производство нужного количества заготовок
Если же вы имеете в наличии уже готовую доску (необрезную), то ее предстоит обрезать. При этом следим за тем, чтобы ширина всех получаемых заготовок для вагонки была одинаковой. Делается это так: одна сторона доски «отбивается» старинным способом. А именно: вам предстоит прочный шнурок намазать древесным углем (использовать можно кусок обгоревшей ветки дерева) и прижать шнур к доске таким образом, чтобы он целиком находился на плоскости доски. Среднюю часть шнурка поднимаем над доской и отпускаем: сила натяжения сделает свою работу — на доске получится идеально ровная линия. А сейчас сделаем необходимую разметку. Для этого от полученной линии в разных концах доски отступим одинаковое расстояние (от 10 до 15 см) и по полученным о доску. По этим линиям предстоит обрезать доску и заготовку будем считать готовой.
Характеристики и мощность
Именно от правильности выбора параметров, в том числе показателей оборотов и мощности привода, будет зависеть функциональность использования техники. На показатель мощности влияет максимально допустимый диаметр зубчатой пилы. Считается, что для обработки пиломатериалов с толщиной около 10 миллиметров потребуется электромотор мощностью в 1 кВт. Исходя из толщины обрабатываемых и распиливаемых пиломатериалов и следует выбирать мощность электромотора.
Передачу от привода в самостоятельно изготовленной циркулярке лучше всего выполнять клиноременной. Это позволяет обеспечить необходимую безопасность использования техники. Клиноременная передача при попадании под пилу посторонних предметов будет проскальзывать на шкивах, что исключает травматизм и заклинивание рабочего диска.
Советы и рекомендации по выбору размера вагонки
Чтобы выбрать оптимальный размер и тип вагонки, в первую очередь нужно точно знать параметры помещения (длина, ширина, высота), где будет проводиться отделка. Если речь идет о фасаде здания, также необходимо учитывать параметры кровли. Если умножить показатели ширины и высоты отделываемого пространства, то мы получим количество квадратных метров. Данной формулой удобно пользоваться в том случае, если пространство, требующее отделки, имеет правильную форму.
Если помещение имеет неправильную или сложную форму, необходимо по отдельности рассчитывать параметры отдельных участков, а затем суммировать полученные показатели.
Для того, чтобы рассчитать необходимое количество вагонки, нужно умножить параметры помещения на параметры толщины вагонки. А если требуется выяснить, какое количество панелей в одном кубе, необходимо умножить длину, ширину и толщину выбранного пиломатериала. Полученный результат желательно увеличить на 15% на случай непредвиденной ситуации, которая может возникнуть в процессе отделки.
Если Вас затрудняют такие математические вычисления, то проще всего связаться с представителями компании, где Вы собираетесь приобрести вагонку. Также, как правило, на сайте профилирующих организаций есть функция онлайн-калькулятора, позволяющая определить предварительную сумму заказа.
Виды фрез по дереву
В большинстве случаев, понадобятся не все фрезы, а только пазовые. Но для нанесения декоративных насечек могут пригодиться и другие. При покупке фрезы по дереву для изготовления вагонки нужно учитывать диаметр хвостовика. Для этого следует узнать, какими цангами укомплектован имеющийся ручной фрезер или станок. Чаще всего встречаются фрезы с диаметрами хвостовиков: 6,8 и 12 мм.
Дюймовые фрезы и обычные (с хвостовиками, измеряемыми в мм.) не являются взаимозаменяемыми. То есть, их нельзя вставлять в «миллиметровую» цангу, хотя кажется, что разница составляет всего лишь десятые доли миллиметра.
По конструкционным особенностям фрезы бывают:
- Монолитные – режущие кромки и хвостовик являются единым целым. Это самый дешевый и распространенный вид. Когда рабочие кромки тупятся, фрезы выкидывают.
- Со сменными режущими кромками, двусторонние ножи снимаются, их можно переворачивать другой стороной.
- Сборные – режущие элементы приварены (припаяны) к основному стержню.
- Для мягких пород древесины используют быстрорежущие сплавы, обозначаются буквами HM.
- Если обрабатываемая поверхность твердая, то используют твердосплавные виды сталей – HSS.
- Пазовые прямые фрезы – с их помощью можно получить прямоугольный паз, рабочая часть самой фрезы имеет вид цилиндра с режущими нижними кромками.
- Пазовые галтельные – похожи на пазовые прямые с закругленной рабочей кромкой, в результате форма паза получается в виде буквы «U».
- Пазовые галтельные V-образные – инструмент применяют для получения различных V-образных пазов, они отличаются по размеру паза и величине углов.
- Пазовые конструкционные – после фрезерования, паз имеет форму буквы «Т», перевернутую вверх ногами. Или «ласточкин хвост», – паз в виде равнобедренной трапеции, которая сужается к верху.
- Пазовые фасонные – нужны для создания фигурной резьбы, работы с кромками, паз напоминает воронку и другие симметричные элементы.
- Кромочные – отличаются тем, что предназначены для обработки торцов и кромок, часто в конструкции присутствует подшипник для работы по шаблону.
- Кромочные прямые – нужны для получения прямого угла между верхней плоскостью заготовки и торцевой части.
- Кромочные калевочные – для получения полукруглой кромки в виде волны, причем разной формы (в зависимости от того, какая часть режущей плоскости используется), в двойных фрезах может присутствовать регулировка зазоров между лезвиями фрезы.
- Кромочные фальцевые – позволяют выбрать прямоугольный паз, четверть на ровной либо криволинейной заготовке. Глубина обработки регулируется при помощи положения фрезера или диаметром упорного подшипника.
- Кромочные конусные – нужны для создания разного рода декоративных фасок, для работы с кромками перед их стыковкой с другими изделиями, и так далее.
- Кромочные галтельные – с их помощью получают полукруглые пазы, Для того, чтобы во время работы не было перекосов, в конструкции инструмента предусмотрено 2 подшипника.
- Кромочные фигурные (мультипрофильные) – для создания сложно-профильных боковых кромок, длина таких фрез больше, чем у обычных, для нормальной работы требуется мощный фрезер.
- Кромочные полустержневые – нужны для получения полукруглого выступа на торце.
- Комбинированные фрезы используются для создания шиповых соединений нескольких досок, как для угловых, так и для щитовых конструкций.
Более всего для работы понадобятся пазо-шиповые фрезы для вагонки. Именно при помощи этого инструмента создается система паз-шип, для соединения панелей во время сборки. Они идут в комплекте по две штуки. И для работы уже не придется рассчитывать размеры паза и шипа.
Есть разновидности пазо-шиповых обычных парных фрез и таких, которые предназначены именно для создания панелей вагонки. Последние отличаются тем, что позволяют одновременно протачивать паз/замок и скруглять кромки с лицевой стороны. Применяя обычные фрезы, можно делать плоские щиты из досок, например, для гаража, где декоративные фаски не нужны.
Комбинированные рамочные – это наборные комплекты, лезвия можно располагать на основной оси, в зависимости от того, какую работу предполагается выполнять. Имеют в своем составе: один или несколько упорных подшипников, стопорную шайбу-гровер и зажимную гайку.
Фигирейные – нужны для декоративной обработки кромок при создании филенок. Так как есть подшипник, то обрабатывать можно и прямые, и полукруглые поверхности. Диаметр рабочей кромки таких инструментов достаточно велик, поэтому для работы нужно мощное электрооборудование.
Инструменты для работ по камню
Инструменты для ручного фрезера, предназначенные для работ по камню, отличаются разнообразием своего конструктивного исполнения. Выбор зависит не только от того, какой именно камень необходимо обработать, но и от характера предстоящей технологической операции. Так, в зависимости от конструктивного исполнения различают радиусные, профильные и обгонные фрезы для работ по камню, а также для выполнения инкрустации.
В зависимости от материала изготовления режущей части фрезы для работ по камню могут быть:
- оснащенными твердосплавными пластинами, которые напаиваются на режущую часть;
- с твердосплавными элементами, фиксируемыми на режущей части механическим способом;
- с алмазным напылением.
Наиболее эффективными для обработки камня считаются фрезы, изготовленные с применением алмазной крошки. Производиться они могут методом спекания такой крошки или посредством ее гальванического напыления на рабочую поверхность. Более износостойкими являются полученные методом спекания инструменты, рабочая часть которых состоит из нескольких слоев алмазной крошки. Износостойкость таких фрез объясняется тем, что при стачивании верхнего слоя их рабочей части обнажается следующий, алмазные зерна которого еще не изношены.
Как сделать гриндер в домашних условиях
Если описывать конструкцию гриндера совсем просто, то это двигатель, 2-4 вращающихся ролика, один из которых регулируется, и шлифовальная лента. От ручной шлифовальной машинки гриндер обычно отличает фиксирующая стойка, с возможностью менять угол наклона.
Стойка необходима для точности работы. Решили сделать спуски – фиксируете, выставляете нужный угол наклона стойки и запускаете гриндер.
Что касается регулируемого ролика, то он просто необходим. Ведь шлифовальная лента со временем растягивается, и образуется просадка. Ролик подтягивается, и работа продолжается. Есть ещё важный момент: наждачная лента подойдёт только на эластичной основе. В противном случае от нагрузки она порвётся.
Чтобы собрать станок в домашних условиях, понадобится:
- Продумать конструкцию устройства и сделать чертежи.
- Подготовить все необходимые инструменты: лобзик, дрель, ШМУ.
- Подготовить детали, требующиеся в процессе сборки или договорится с токарем для их выточки.
Для начала необходимо определиться с лентой, точнее с её длиной. Для бытового использования оптимальный вариант – 915 мм, именно с такой длиной работает основное количество Чапаевских станков.
Основа для станины должна быть толщиной более 12 мм. Болтовые соединения в данной ситуации – ненадёжны. Желательно применить сварку.
При вытачивании роликов важен показатель шероховатости, который должен быть не меньше 1,25. Иначе лента будет быстро изнашиваться
Если станок планируется делать с четырьмя роликами, то принято использовать следующие размеры: 150 мм – для ведущего, 100 мм для регулируемого, и 70 мм оставшийся. При этом важно расположить их без перекосов, чтобы избежать соскальзывания ленты
Стоимость готового шкива начинается от 2000 рублей. Несколько дешевле можно заказать у частных токарей.
Гриндер сделанный своими руками.
Особое внимание стоит уделить приводу для гриндера. Если нет возможности обзавестись специализированным двигателем можно воспользоваться альтернативой
Двигатель желательно использовать с мощностью 0,75 кВт или выше, и частотой оборотов от 1 200.
Самодельный гриндер с двигателем от стиральной машины
При размере ведущего шкива 70÷100 мм двигатель для гриндера должен раскручиваться как минимум до 3000 об/мин. Двигатель, демонтированный со старой стиральной машинки автоматического типа, имеет небольшую мощность (ниже 300 Вт). Он отличается неплохой надёжностью и неприхотлив в эксплуатации.
Популярность использования именно такого привода обусловлена его широким распространением.
Привод от стиральной машинки в обязательном порядке вносится в предварительный чертёж. Гриндер своими руками в домашних условиях нуждается в наличии двигателя с выходным валом. В этом случае вал имеет резьбовое соединение, конструкция которого позволяет без особого труда выполнить стыковку со шкивом.
Из дрели
Гриндер для дрели – это специальная насадка, которую можно сделать в несколько этапов. Есть сотни различных вариантов изготовления. Рассмотрим один из самых простых и надёжных, пошаговая инструкция:
- Подготавливается всё необходимое для работы: вал с шестернями, подшипники и листовой металл.
- Вырезаются две пластины размером 110×250 мм.
- Просверливаются необходимые отверстия на каждой из пластин. В этой части подшипники будут подаваться для регулировки.
- Далее, берётся «шпилька» и нарезается по 120 мм. Устанавливаются самодельные ролики на шпильки и закрепляются болтами. Протягивается лента и фиксируется с другой стороны.
- Изготавливается основа для крепления гриндера. Станок крепится на станину, а дрель фиксируется с помощью хомутиков.
- Вытачивается и крепится уголок для удобной фиксации ножа во время заточки.
Из болгарки
Главным конструктивным отличием болгарки от других видов электроинструмента является то, что её выходной вал повёрнут под углом 90º к оси электродвигателя и, соответственно, к корпусу. По этой причине она и называется УШМ — углошлифовальная машинка.
Такая особенность прекрасно подходит для продольного крепления ведущего ролика и полотна «электронапильника». Получается вытянутый в линию и очень комфортный в работе инструмент. Такая же насадка для дрели располагается под прямым углом к корпусу, что достаточно неудобно для работы.
Чтобы изготовить устройство, достаточно сделать металлическую основу под ролики, натянуть ленту, и подогнать размеры ведущего ролика, под направляющую ШМУ, и станок готов.
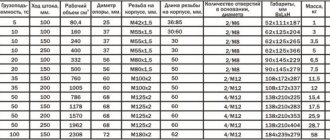
Основные параметры профиля по ГОСТ
Основные параметры вагонки регламентируются стандартам ГОСТ для профильных деталей из древесины для стройки и для пиломатериалов хвойных пород. Что касается длины профиля, то здесь строгих регламентов нет. Как правило, в продажу поступает вагонка от 2 до 6 метров. К ширине профиля также не существует особых предписаний, этот параметр варьируется от 13 до 120 мм. Покупатели, как правило, предпочитают приобретать тот тип профиля, который удобно транспортировать.
Ширина и длина профиля берутся за ориентир, когда необходимо определить приобретаемый объем продукции. Независимо от параметров вагонки, принцип монтажа изделия идентичен, что очень удобно для покупателя. При необходимости проведения ремонтных или демонтажных работ будет очень легко найти похожий профиль необходимого размера.
На упаковке изделия, как правило, параметры указываются в следующем порядке: сорт, толщина, ширина, длина. Особенности значений профиля во многом зависят от типа древесины, из которого он изготовлен. Также следует учитывать, что российские стандарты не соответствуют европейским.
Необходимое оборудование
Для начала требуется выбрать и подготовить для работы большой и мощный станок. Практичным приобретением будет второй станок. Вследствие того, что даже самый мощный станок через какой-то промежуток времени начнет перегреваться, дать возможность ему передохнуть и остыть будет обязательным рабочим моментом. Необходимой характеристикой станка является мощность не ниже, чем один киловатт. От него требуется выполнение двух основных функций – это распил и фугование, то есть выравнивание деревянной поверхности.
Отдавая предпочтение какой-либо модели, заострите внимание на наличие люфта – зазора, в местах, где регулируются детали. Качественный деревообрабатывающий станок, например, американка, не превышает ширины в пятнадцать – двадцать сантиметров
Но также качественными должны быть линейки и система охлаждения.
Алюминий имеет склонность оставлять на древесине черные отметки. Есть вероятность нанести полосы на готовое изделие лобзиковой пилой. В итоге дефекты неблагоприятно влияют на внешний вид материала после обработки, и готовую вагонку необходимо покрасить, когда можно было обойтись бесцветным лаком. Для работы пилы предназначен специализированный кожух, надевающийся на основание пилы для того, чтобы не запачкать древесину, когда как стол и линейка не имеет защитных приспособлений.
Изготовить вагонку из ольхи ручным способом можно, например, фрезером или на циркулярке. Фрезерный способ более качественный.
Обработка и защита
Это завершительный этап монтажа вагонки который предусматривает покрытие устанавливаемого материала дополнительными слоями из защитного или декоративного состава. На этой стадии (начало монтажных мероприятий) может проводиться и первоначальная антисептическая обработка, в случае, когда она была упущена на подготовительном этапе.
- Лаковые составы способствуют сохранности первоначального цвета, и текстуры древесины на протяжении длительного промежутка времени.
- Благодаря морилке достигается требуемое цветовое решение обшивочного материала, количество слоев этого состава способно менять оттенок цвета.
- Пропитка воском придает материалу некий блеск. После его использования вагонка может быть обработана лакокрасочными составами.
- Лазурь с УФ-фильтром прозрачна, за счет чего сохраняется и передается первоначальная текстура древесины, а имеющиеся в ее составе воск и масло сберегают естественные дышащие свойства материала.
Метки: вагонка, монтаж, рука, свой, штиль
« Предыдущая запись
Особенности
Прежде чем приступать к описанию процесса изготовления, необходимо разобраться, что собой представляет этот товар.
Вагонка – это вид облицовочного материала, представляющий собой продукт переработки натурального дерева. Его используют для оформления как простых (прямолинейных) так и сложных конструкций. В зависимости от технических характеристик продукцию используют для наружной или внутренней отделки. Внешне это плоские панели, имеющие по краям специальные соединения.
В сфере производства вагонки используются различные сорта древесины, как лиственные, так и хвойные: ольха, кедр, ясень, сосна, бук и многое другое.
Деревянная отделка сочетает в себе отменные эксплуатационные и эстетические качества. За счет этих характеристик отделка получила широкое распространение. Вагонку используют для наружной и внутренней облицовки.
Преимущества вагонки:
- эстетичный внешний вид;
- богатый ассортимент продукции, отличающийся по окрасу, фактуре и эксплуатационным характеристикам;
- это экологически чистый продукт, безопасный для здоровья и окружающей среды;
- качественный материал обладает отменной практичностью и износостойкостью;
- отделочный материал из дерева – это классика, которая всегда актуальна и востребована;
- простой процесс монтажа;
- натуральная отделка создает в помещении комфортную атмосферу.
Недостатки:
- высокая цена;
- требует тщательный уход.
Это интересно: Особенности полиуретановых герметиков для наружных швов: рассмотрим со всех сторон
Типы отделок
Швейцарское шале
Этот стиль дизайна лучше всего использовать на загородном участке при наличии дома любого размера. Нам понадобится широкая вагонка длиною 6 метров для оформления кровли. Покатая крыша с большими углами наклона и козырьком – центральная часть экстерьера. Такой элемент не просто создает ощущение домика в Альпах, но и служит защитой помещения от негативных факторов окружающей среды.
Традиционно швейцарское шале имеет 2 этажа с балконом или это может быть одноэтажная постройка с открытой террасой.
Внутри дома интерьер также выполняется при помощи вагонки различной длины. При помощи пиломатериала обшиваются стены и потолок.
Прованс Один из самых востребованных стилей интерьера, используемых как в частных домах, так и городских квартирах. Нередко такое оформление предпочитают кофейни и небольшие рестораны. Использование живого фактурного материала – вагонки в большом объеме – основной принцип построения стиля прованс. Пиломатериал, как правило, окрашивается в легкие пастельные оттенки – оливковый, бледно-розовый, нежно-лиловый. Легкость, ощущение комфорта и домашнего уюта, отсутствие лишнего декора и предметов мебели – истинные стиль прованс.
Кантри Данный вид дизайнерского направления чаще применяется для одного пространства в жилом помещении: гостиной, кухне или спальне. Основная задача – создать деревенский изысканный стиль.
Простота, но с умеренным лоском, комфортная мебель, но без современных тенденций, и обязательно отделка стен за счет качественной вагонки (желательно использовать высшие сорта и пиломатериалы из дорогих пород деревьев).
Приведенные в пример стили интерьера – далеко не единственные. При помощи вагонки различной длины можно воплотить в реальность мечту о комфортном, уютном жилье при любых финансовых возможностях.
Выбираем вагонку для обшивки
Вагонка
Вагонка из дерева может быть обычной или евро. Первая на своей поверхности имеет шероховатость и ворс, вторая идеально гладкая. На тыльной стороне евровагонки есть вентиляционные каналы, которые предупреждают скопление влаги (конденсата) и снимают напряжения в материале. Согласно ГОСТ 8242-88, влажность деревянных изделий допускается в пределах 12±3%, однако обычная вагонка может изготавливаться из древесины влажностью до 25%, что может привести к деформации в процессе эксплуатации бани. Исходя из этого, будем выбирать для обшивки бани подходящую деревянную евровагонку.
Маркировка и технические требования
Вагонку производят из древесины хвойных пород и лиственных. Лучшие варианты для парной – осина, липа, кедр, ель, ольха, дуб, сосна.
| Древесина | Цвет | Свойства | Фото |
| Осина | Белый, приобретает серебристый отлив. Едва заметны желтые годичные кольца. | Легкая, хорошо выдерживает высокую влажность и температуру. Со временем твердеет настолько, что в осиновую панель трудно забить даже гвоздь. Не выделяет смолы, не раскаляется. | Вагонка из осины, Экстра |
| Липа | Светлая, коричневого, реже красноватого оттенков. Присутствует матовый блеск. | Волокна однородные, поверхность мало нагревается, в парной выделяет полезные для здоровья аромакомпоненты. При контакте с липовой древесиной во влажной среде железо окисляется и ржавеет, появляются потеки. | Евровагонка из липы |
| Липа Кедр канадский или сибирский | Коричневая с розовым оттенком. | Одна из самых дорогих и полезных для здоровья пород дерева. Не гниет, хорошо выдерживает механические нагрузки, не трескается. | Вагонка из канадского красного кедра |
| Сосна | Бежевый, коричневый с красными оттенками. Темнеет со временем. Выраженный рисунок годичных колец и смоляных каналов. | Хорошие механические свойства, вязкость, коробление умеренное. Не вызывает трудности при обработке. Выделяет смолу при нагреве, поэтому не обходит для обшивки тех поверхностей в парной, с которыми возможен тактильный контакт. Не подходит для обшивки потолка парной либо требуется неоднократная протопка парилки с последующим удалением выступившей смолы (процедуру повторять, пока из вагонки не выйдет вся смола). Для бани сосновую вагонку лучше выбирать Экстра-класса. | Сосна |
В следующей таблице представлены классы и их описание. Стоит знать, что древесина с большим количеством сучков быстрее нагревается, может обжечь. Маркировка одинакова для всех типов деревянной вагонки.
| Класс или сорт | Описание |
| Экстра | Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная. |
| А или 1 | Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см).Могут быть трещины : волосяные – длиной не более ½ панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м.п. |
| В или 2 | Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м.п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м.п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. |
| С или 3 | Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ. |
Маркировка
Маркировка вагонки
Нормы пороков по ГОСТ указаны в таблице ниже.
Нормы пороков по ГОСТ
Дефекты вагонки
Остается только выбрать профиль вагонки, т.к. каждый имеет свои нюансы монтажа.
| Профиль | Описание | Схема |
| Стандарт | Похожа на классическую вагонку «в четверть доски». Имеет соединение шип-паз, причем шип короче паза для предотвращения деформации. | Вагонка Стандарт |
| Штиль или Колхозница | От предыдущей отличается скругленным краями и наличием на обратной стороне каналов для предотвращения скопления конденсата. | Штиль |
| Евро | Производится по стандарту DIN 68126. Имеет удлиненный шип. После монтажа вагонки поверхность стены ребристая. | Евро |
| Софт-лайн | Софт-лайн или мягкая линия – это симбиоз вагонки Евро и Штиль. Мягкие скругленные углы, удлиненный шип, рельефная фактура стены после сборки панелей. | Софт-лайн |
| Блок-хаус | Применяется для отделки внешних стен и помещений. Стилизована под оцилиндрованное бревно. Есть соединение шип-паз, лицевая сторона обычно скругленная, а изнаночная ровная или с каналами для вентиляции. | Блок-хаус |
Профили вагонки
Это интересно: Вагонка «Штиль» (35 фото) — что это за профиль, размеры доски из липы и кедра, сорт «Экстра», примеры отделки потолка и стен в интерьере крашеной вагонкой
Вагонка своими руками на циркулярке
Деревянная вагонка – тонкая облицовочная доска со специальными вырезами, обеспечивающими простоту монтажа, пользующаяся стабильно высоким спросом на рынке.
Это универсальный материал, с его помощью можно создать изысканный интерьер, облицевать наружную стену. Дерево полностью безвредно, вагонка подойдет даже для детской комнаты. Дощечки любой формы можно купить в строительном магазине, а можно сделать самостоятельно, для этого потребуется станок для изготовления вагонки, материал и, конечно же, желание.
Формирование обрешетки
Вагонка монтируется на предварительно подготовленную обрешетку, выполненную из деревянных брусков и реек, прикрепленных непосредственно к стене или потолку, на расстоянии около метра друг от друга. Крепят такие элементы в перпендикулярном положении относительно планируемого положения вагонки, предусмотрено как горизонтальное, так и вертикальное размещение досок. После того как просчитано оптимальное расстояние между рейками осуществляется их крепление, способ монтажа зависит от степени ровности поверхности подлежащей обивке.
Для неровных стен предусмотрен вид крепления, где обрешетка выставляется по отвесу либо по уровню, когда производится:
- крепление подвесов к стеновой поверхности, на которые устанавливаются по уровню планки или бруски;
- забивание клиньев из пластика или дерева между элементами обрешетки и стеной, что необходимо для выравнивания бруса.
Когда стены ровные, то бруски можно крепить сразу к стенам, без предварительного выравнивания при помощи:
- гвоздей, которые подходят для деревянных поверхностей;
- дюбелей или шурупов, рекомендованных для бетонных и кирпичных стен;
- клея, применение которого предусмотрено для тех случаев, когда сверление и вбивание не может быть использовано.
Промышленная технология производства
Вагонка — что это за материал
Эти знания вам понадобятся для того, чтобы самостоятельно принимать оптимальные решения во время изготовления вагонки в домашних условиях. Процесс промышленного изготовления вагонки состоит из нескольких этапов.
- Изготовление досок. Хлысты распиливаются на ленточных или дисковых пилорамах на обрезную доску заданных параметров. Толщина доски находится в пределах 15-25 мм, ширина 100-150 мм. Конкретные размеры зависят от сорта вагонки.
- Сушка пиломатериалов. Процесс происходит в камерных сушках, за счет чего уменьшается количество отходов, минимизируются риски кручения и растрескивания досок.
- Сортировка. Пиломатериалы сортируются в зависимости от качества. Для изготовления вагонки отбираются доски не ниже второго сорта.
- Изготовление вагонки. Процесс происходит на мощном четырехстороннем строгальном станке. За счет подбора различных фрез и ножей за один проход обрабатываются четыре плоскости, на них сразу создается нужный профиль.
- Проверка качества и складирование продукции.
Складирование вагонки
Вот и вся технология, ничего сложного нет, современное оборудование позволяет по максимуму автоматизировать производство. В домашних условиях такого достичь невозможно, придется терять намного больше времени для изготовления выгонки.
Таблица. Классы вагонки и их описание.
| Класс или сорт | Описание |
| Экстра | Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная. |
| А или 1 | Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см). Могут быть трещины: волосяные – длиной не более ½ панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м п. |
| В или 2 | Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. |
| С или 3 | Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ. |
Классификация вагонки