Устройство и особенности газовой горелки
Газовый резак состоит из следующих элементов:
- трубка для подачи газа и кислорода;
- головка с двумя сменными специальными мундштуками;
- 3 вентиля (для горючего газа, регулировки и непосредственно подачи необходимого кислорода);
- рукоятка;
- смесительная камера, в которой образовывается необходимая смесь режущего и горючего газов.
Перечисленные элементы, являются основными составляющими данного инструмента, так как его конструкция может предусматривать большее количество других деталей.
Газовый резак своими руками
Изготовление газового резака своими руками не представляет больших сложностей. С помощью самодельного аппарата не получится резать толстые листы металла, однако для тонких листов, легкоплавких сплавов оно подходит. Требуемые материалы:
- медная проволока;
- капельницы — 2 штуки;
- металлический баллончик с газом для заправки зажигалок;
- иголка для накачки мячей;
- насос для аквариумов;
- паяльник, расходные материалы к нему;
- надфиль;
- ниппель;
- компрессор.
Изготовление самодельного резака:
- Согнуть иглу от капельницы. Оптимальный угол — 60 градусов.
- Проделать отверстие на боковой части иглы для накачки мечей. Пропустить через неё согнутую иглу от капельницы. Кончик должен выйти на 2 мм.
- Отверстия обмотать медной проволокой, пройти паяльником.
- На окончаниях игл закрепить трубки от капельниц.
- Толстая игла для накачки мячей должна быть соединена с газовым баллончиком, тонкая игла — с компрессором.
Чтобы регулировать поток подачи газа, используются пластиковые перемычки, закреплённые на трубках от капельниц.
Газовый резак по металлу применяется для разрезания толстых металлических листов. С его помощью можно сделать рез на глубину до 50 см. Можно собрать аппарат своими руками, однако его возможности будут гораздо ниже, чем у купленного резака.
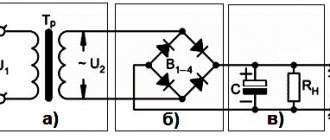
По способу смешивания кислорода и газа, газовая горелка резак бывает
- Инжекторная– сопло для газового резака смешивает газ внутри, что обеспечивает высокую безопасность работы устройства. Это связано с тем, что газы по специальным каналам проходят раздельно и перемешиваются в горючую смесь непосредственно в смесительной камере.
- Безинжекторная – в ней нет смесительной камеры. Кислород поступает по двум специальным трубкам, а газ – по третьей. Смешивание происходит в середине головки. Резак газовый кислородный трехтрубочный, нуждается в значительно большем давлении горючего газа в сравнении с инжекторной горелкой.
Подготовка места и условий безопасной и удобной работы
Для обеспечения безопасного проведения работ с использованием газового резака требуется следовать следующим правилам и рекомендациям:
- Для выполнения работы выбирают только место в идеально проветриваемом помещении либо на открытом воздухе.
- Резать можно вдали от легковоспламеняющихся веществ и материалов.
- Пол в помещении должен быть бетонным или земляным.
- Поверхность земли или бетона должна быть очищена от любых посторонних предметов и материалов в радиусе не менее 5 м, так как искры от разрезаемого металла разлетаются на несколько метров и могут поджечь сухие ветошь, стружку, бумагу, высохшие растения или листья.
- Разрезаемый металл кладут на подходящую опору, чтобы пользоваться резаком на удобной рабочей высоте. Для этих целей лучше всего использовать стальной стол.
- Нельзя допускать касаний пламенем бетона (особенно если он свежий) – это вызовет его расширение и последующее интенсивное растрескивание с вылетанием из него мелких осколков бетона.
- Категорически запрещено в качестве рабочих использовать легковоспламеняющиеся поверхности, или на которых разлиты огне-, взрывоопасные материалы.
- Место разреза металла размечают как показано на видео.
По применяемому горючему газу резаки можно разделить на пропановые, ацетиленовые и универсальные
- В пропановых резаках в качестве режущего газа, применяется пропан. Данные горелки считаются очень надежными и безопасными в эксплуатации, а также долговечными.
- Резак газовый ацетиленовый – в котором используемый рабочий газ — ацетилен, способен создавать высокую температуру пламени (до 3300 °C). Данный инструмент применяется для резки толстых металлических заготовок. Он также оснащен специальными вентилями для настройки высокоскоростной подачи газа.
- В универсальном резаке горючий газ может использоваться разных видов. При этом их цена ненамного выше пропанового или ацетиленового резака.
Газовый резак по металлу: разновидности
Газовые резаки для металла разделяются по разным критериям. Например, существует классификация по используемому газу, габаритам, виду резки, конструкции, методу смешивания расходных веществ.
Ацетиленовый
Представляет собой резак по металлу, который используется при разрезании металлических деталей большой толщины. Ацетиленовое оборудование комплектуется дополнительными вентилями, которые позволяют устанавливать высокую скорость подачи газа. Существуют промышленные и портативные модели резаков. Ацетилен обеспечивает максимальную температуру пламени. Это обуславливает большую глубину реза металла.
Ацетиленовый резак по металлу
Пропановый
Оборудование, работающее на пропане, применяется для разрезания сплавов, цветных и черных металлов. Максимальная толщина реза — 300 мм. Пропановые резаки более надёжные, что обуславливает их долговечность при активной эксплуатации. Мастера обращают внимание на безопасность таких аппаратов. Их часто используют при проведении самостоятельных работ в частных мастерских.
Газовый резак портативный
Можно купить устройство для автономной работы. Мини резаки помещаются в ладонь. Представляют собой металлический баллончик с газом, на который накручивается сопло с системой подачи горючего вещества. Сравнить ручной аппарат можно с турбо-зажигалкой. С помощью спичек, зажигалки или установленной системы зажигания, газ воспламеняется, проходит через специальные форсунки, сопло, которые формируют тонкую струю пламени высокой температуры. Она не гаснет при сильном ветре, что позволяет без труда использовать ручной резак на улице. Чтобы наполнить маленький баллончик можно использовать специальный ниппель для дозаправки или купить новую полную емкость.
Основные преимущества и недостатки
К преимуществам горелок с внутрисопловым смешением газов можно отнести:
- Стабильное пламя без обратных ударов и хлопков.
- Возможность разрезать толстый слой металла – (до 300 мм), которая напрямую зависит от рабочих параметров модификации.
- Высокая производительность резака.
- Возможность резки метала в любом из направлений, что не зависит от толщины.
- Длительный срок службы и простота обслуживания.
Также имеются и недостатки у данного инструмента:
- При сильном нагреве тонколистового метала, вырезаемые детали могут деформироваться.
- Большая ширина реза метала данным инструментом, требует соблюдения припусков при разметке.
- Невысокое качество среза — кромки остаются неровными с окалиной и окислами. Это может потребовать, предварительной обработки перед проведением других работ,
- Высокая стоимость процесса газокислородной резки метала.
Как пользоваться кислородно пропановым резаком
Функционирование пропаново – кислородным резаком требует соблюдения определенных правил. Перед тем, как пользоваться оборудованием с кислородным, пропановым резаком, важно ознакомиться со следующими требованиями:
- Соблюдение техники безопасности не пренебрегается, важно применять защитную маску или специализированные очки. Также одежда оператора должна быть изготовлена из огнеупорного материала.
- Пламя из резака должно отводиться от шлангов подачи газов противоположной стороной.
- Расположение баллонов с газами не допускается на расстоянии ближе пяти метров до места непосредственных работ.
- Рассекание производится на открытом воздухе, либо в помещении с исправной вентиляцией.
Длительный простой оборудования требует профилактики перед возобновлением работ. Перед началом испытания, отсоединяется пропановый шланг, подается давление газа. Инжектор проверяется пальцем у отверстия, если происходит всасывание, значит оборудование в исправном состоянии.
Предварительная настройка газового резака инструмента для резки
В начале работы с новым инструментом, необходимо правильно его подключить и проверить его работоспособность. Настройка данного оборудования осуществляется заводом производителем и является заключительным этапом его сборки. При этом вмешательство в его конструкцию строго запрещается.
Перед началом работ необходимо
Внимательно ознакомиться с инструкцией по эксплуатации оборудования и выполнить все действия согласно предписанию изготовителя.
- Подключить резак к специальным баллонам с режущим и горючим газами, которые должны быть оборудованы определенными редукторами: пропановый – красным, а кислородный – синим. Резиновые шланги накручиваются на резьбу специальных редукторов, что обеспечивает подачу газа и стягиваются для надежности хомутами.
- Проверить резак и его целостность, наличие всех необходимых прокладок, а также отсутствие маслянистых следов возле кислородного вентиля.
- Продуть шланги и настроить подачу необходимого кислорода и газа. Для продувки следует открыть вентиль на горелке, а после того как звук изменится– закрыть. Чтобы настроить подачу кислорода нужно выставить давление 2 атм, затем продуть шланги с помощью вентилей на резаке и редукторе.
- Также запрещается менять шланги для подачи пропана или ацетилена и кислорода, между собой и продувать шланг для ацитилена или пропана кислородом.
При работе следует использовать необходимые средства для индивидуальной защиты, что поможет Вам обеспечить дополнительную безопасность:
- перчатки (рукавицы);
- специальные очки;
- специальная рабочая обувь;
- штаны и куртку с огнеупорными свойствами.
В целом газовый резак отлично подходит для скоростной резки различных видов сталей, а разнообразие существующих видов данного инструмента, поможет выполнить необходимые Вам работы.
Как правильно выбрать резак Р1 и Р3 по внешнему виду?
I. Возьмите газовый резак в руки!!! (Невозможно сделать выбор по картинке, рекламному проспекту или только на основании цены).
II. Определитесь! Для выполнения каких работ Вам необходим резак? Например: Если вам необходимо резать металл толщиной не более 100мм, оптимальным выбором для вас будет газовый резак типа Р1 (с рукавом под Dy = 6 мм), если же предстоит резать металл более 100 мм (до 300мм) выбирайте резак газовый типа Р3.
Определитесь с типом доступного Вам газа (пропан-бутан, ацетилен, метан, МАФ).
III. Обратите внимание на внешний вид газового резака:
1) Мундштук наружный должен быть изготовлен из технической меди. Термическая стойкость технической меди в 3–4 раза выше латуни. Мундштук из технической меди имеет красноватый цвет в отличии от жёлтой латуни.
Для ацетиленового резака и внутренний мундштук должен быть изготовлен из меди!!
2) Корпус и трубки соединений, латунные, медные или из нержавеющей стали.
3) Наконечник и инжекторный узел, должны быть отъемными и легко заменяемыми. В случае выхода из строя, засорения наконечника, инжектора, их можно быстро прочистить или заменить на новые, и не придется покупать новый резак.
4) У профессиональных газовых резаков, барашек вентиля кислорода режущего (КР) должен иметь диаметр не менее 40 мм или клапан рычажный. Это обусловлено удобством открытия и закрытия кислорода режущего (КР) при длительной работе.
6) Маховики должны вращаться с небольшим усилием (не болтаться, но и не туго вращаться), так как в случае свободного вращения существует большая вероятность самопроизвольной разрегулеровки состава пламени во время работы (это не удобно и опасно). При тугом вращении маховиков, не удобно производить настройку пламени резака и его гашение, или даже не возможно.
7) Шпиндели узлов вентилей должны быть из нержавеющей стали (средний срок службы таких шпинделей не менее 15000 циклов открыто-закрыто). Изготовление их из латуни недопустимо, так как такие узлы не выдерживают более 500 рабочих циклов открыто-закрыто, в дальнейшем они не обеспечивают герметичности запирания. Как следствие: утечки горючего газа и кислорода, что опасно и может привести к взрыву скопившейся горючей смеси.
Допускается применение комбинированных шпинделей латунь — «нержавейка», они значительно лучше по своим характеристикам, чем цельные латунные шпиндели.
Для резаков Р3 (для резки металла до 300мм) не допускается применение комбинированных 6/9 ниппелей. Комбинированный ниппель 6/9 уменьшает проходное сечение в 3 раза по сравнению с ниппелем 9, что не достаточно для обеспечения расходов газов.
9) Выбирайте латунные ниппеля! Алюминиевые ниппеля изнашиваются быстрее.
10) Наличие запасных частей у продавца обязательно!!! (В противном случае вы покупаете «разовое» изделие).
11) Наружное покрытие под цвет латуни или меди скрывает недостатки пайки, пороки в металле а так же вводит Вас в заблуждение, выдавая алюминий за латунь или медь.
Внешний «блеск» не обеспечивает безопасность и работоспособность газового резака.