Выбор электродов
К подготовительному этапу можно отнести выбор наиболее подходящего электрода. От качества этого расходного материала зависит герметичность получаемой системы, а также сложность проведения сварки. Сегодня используют электроды, которые представлены токопроводящим стержнем со специальным покрытием. За счет применения специального состава стабилизируется дуга и формируется более привлекательный, качественный сварочный шов. Кроме этого, в некоторых случаях включенные химические вещества снижают вероятность окисления металла.
В продаже встречается довольно большое количество различных вариантов исполнения подобных расходных материалов. По типу сердцевины выделяют:
- С сердечником, который не плавится. При их изготовлении применяется графит или вольфрам, а также электротехнический уголь.
- С плавящимся стержнем. В этом случае при изготовлении применяется проволока, толщина которой может варьировать в большом диапазоне. При проведении электросварки толщина электрода – наиболее важный параметр, который нужно учитывать.
Электроды с плавящимся стержнем
Классификация проводится также по тому, какое вещество применяется в качестве обмазки. Наибольшее распространение получили следующими варианты исполнения:
- Рутилово-кислотные зачастую применяются при создании системы трубопровода отопления или подачи воды бытового предназначения. При электросварке может образоваться шлак, удалить который не составляет трудности.
- Целлюлозные подходят в большей степени для работы с изделиями, которые имеют крупное сечение. Примером можно назвать случай изготовления магистрали для подачи газа и воды.
- Рутиловые применяются в случае, когда нужно получить аккуратный шов. Шлак с поверхности удалить просто и быстро. Кроме этого подходит для наваривания второго или последующего шва.
- Рутилово-целлюлозные подходят для сварки практически в любой плоскости. Этот момент определяет их частое применение при создании вертикально расположенного шва большой протяженности.
- Основная обмазка считается универсальным покрытием, которое подходит для электросварки самых различных деталей, в том числе и толстостенных изделий. Образующееся крепление характеризуется пластичностью и высокой прочностью.
Рутиловые электроды
Рекомендуется уделять внимание продукции известных производителей, заявленные эксплуатационные характеристики которых будут соответствовать реальным. Кроме этого, при выборе расходного материала нужно уделять внимание сроку годности изделия.
Что представляет собой профильная труба
Профильная труба является прокатом квадратного или прямоугольного сечения со стенкой толщиной от 0,8 до 14 мм, ширина ее грани варьируется в границах от 10 до 140 мм, длина может достигать 14 м.
Обычным материалом ее изготовления является конструкционная сталь марок Ст2, Ст 4, Ст10, Ст45, на рынке встречается профиль из нержавейки.
Промышленность производит квадратный и прямоугольный профиль горячекатаный и холодной деформации, изделия могут быть цельнотянутыми (изготавливаются из горячедеформированных и холоднодеформированных труб круглого сечения методом формования) или иметь электросварной шов при изготовлении из листового проката.
Использование профильных труб в бытовом хозяйстве имеет следующие преимущества:
- Благодаря угловым ребрам жесткости трубы имеют высокую механическую прочность при низкой металлоемкости.
- Прямоугольная или квадратная форма облегчает транспортировку и хранение трубопроводов, при этом они занимают меньше места, чем круглый прокат.
- Прямоугольное сечение, в отличие от круглого проката, дает преимущество профильным трубам при использовании в качестве каркасов, на которые крепятся различные детали.
- Использование в качестве материала изготовления конструкционных сталей с низким содержанием углерода облегчает их сваривание любыми методами.
Рис.2 Внешний вид профильных изделий
- Еще одним преимуществом сталей с малым содержанием углерода является низкая твердость и высокая пластичность (по сравнению с высокоуглеродистыми и легированными сталями) — это позволяет резать, обрабатывать и деформировать материал ручным и электрическим инструментом с использованием бюджетных расходных материалов.
- В соответствии со стандартом (ГОСТ 8639-82) промышленность выпускает профильную трубу толщиной стенки 2 мм. с размером внешней грани от 20 до 60 мм. — это делает ее вес удобным для работы и самостоятельного монтажа объемных конструкций одним человеком.
- Сварка профильных труб является наиболее удобной из всех видов — они имеют одинаковое сечение и толщину по всей длине, гладкую и ровную поверхность.
Виды сварочных соединений
Выполнять сварочные работы можно только при учете того, какие именно можно найти сварочные швы. Наибольшее распространение получили:
- Размещение и сваривание деталей встык. В этом случае изделия должны быть распложены рядом друг с другом.
- Соединение в тавр характеризуется тем, что изделия расположены под прямым углом относительно друг друга.
- Способ скрепления внахлест получил больше распространение по причине простоты сварки и контроля качества получаемого соединения.
Как правило, в рассматриваемом случае применяется метод электросварки в стык. За счет этого обеспечивается качественное соединение отдельных элементов.
Полезные советы и возможные ошибки
Чтобы правильно варить трубы отопления не следует пренебрегать рекомендациями специалистов:
- сварку труднодоступных мест удобней проводить согнутым электродом, используя зеркальце для контроля;
- при смене электродов шов продолжается с накрытием в 1,5 см уже наложенного;
- качество сварного соединения улучшится, если верхний шов выполнять в обратную сторону от нижнего, заканчивая его в другом месте;
- прямая полярность при сварке постоянным током обеспечивает лучший прогрев металла, чем обратная.
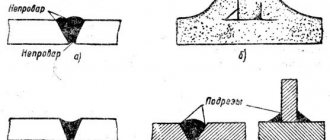
Причиной появления дефектов часто становится невнимательность новичков и самоуверенность опытных сварщиков. Например, даже незначительное отклонение шва в сторону приводит к нарушению герметичности соединения. Изменение длины дуги во время сварки заканчивается образованием пустот и непроваров. Новички не замечают этих нюансов, а опытные считают, что на такие мелочи не стоит обращать внимание. По независящим от сварщика причинам дефекты образуются из-за некачественного оборудования и материала труб.
Подготовка деталей
Перед проведением электросварки следует провести подготовку соединяемых деталей. Рекомендации следующие:
- Проверяется ровность среза, который должен быть равен 90 градусов.
- Торец и окружающая поверхность зачищается при помощи наждачной бумаги и другого абразива до появления металлического отблеска.
- Все виды загрязнений должны быть полностью удалены.
Подготовка к сварке, зачистка болгаркой
На момент проведения сварки все элементы должны быть прочно закреплены.
Контроль качества сварного соединения
Завершив электросварку, наружным осмотром определяется наличие прожогов, пор, свищей и других видимых дефектов. Для выявления микротрещин, незаметных невооруженным глазом, обычно смонтированный участок подключают к отопительной системе. Если на швах не появятся капельки воды, работа проведена качественно. Такой способ проверки приемлем в частном доме, где систему можно заполнить в любое время.
В квартирах с центральным отоплением проверку качества сварных соединений в летний период проводят с помощью компрессора. На концы труб ставятся заглушки, стыки обмазываются мыльной пеной, закачивается воздух под давлением. Места, где есть изъяны, определяются по пузырькам на их поверхности.
Замену или монтаж новых труб отопления лучше делать летом, чтобы большую часть сварочных операций выполнять на улице. Вблизи от места работы в помещении не должно быть легковоспламеняющихся материалов. Если опыта сварки труб пока маловато сначала можно сварить несколько ненужных обрезков, чтобы потом не портить новые заготовки.
Сваривание труб
Довольно распространенным вопросом можно назвать то, как варить трубы электросваркой. Инверторы и другие приборы характеризуются простотой в применении, а также возможностью точной регулировки выходных параметров. Сварка металлических труб проводится с учетом нижеприведенной информации:
- Стык должен быть непрерывным.
- Начав сварку не нужно останавливаться.
- Все работы должны проводится в несколько слоев, за счет чего обеспечивается герметичность. Количество швов зависит от толщины стенок.
При рассмотрении того, как сваривать трубы нужно уделять внимание тому, что каждый предыдущий слой должен полностью остыть.
Сварка труб электросваркой должна проводится с контролем получающегося крепления. Кроме этого, сварной шов на трубе своевременно очищается от шлака и других загрязняющих веществ.
Сварка труб отопления: технология соединения металлических труб
Нормальная работа системы отопления дома возможна при полной герметичности всех соединений. Достигнуть необходимого результата при постройке системы с использованием стальных труб способна сварка труб отопления. Используемые технологии сваривания металлов основаны на расплавлении небольшого участка труб и наложения поверх этого участка дополнительного слоя металла – сварного шва.
На сегодняшний момент широко используется две технологии сварки – сварка труб отопления электросваркой и соединение при помощи газосварки. Первая использует для работы электрический ток, во втором случае делается нагрев и расплавление металла при помощи пламени газовой горелки.
Сварка металлических труб отопления при помощи электросварки
Сварка металлических труб отопления при помощи электросварки осуществляется с помощью сварочного аппарата, подключаемого к электрической сети. В основе большинства таких устройств лежит принцип плавления металлического стержня электрода в среде защитных газов под действием электрического тока большой силы. Этот метод менее опасный, чем газосварка поскольку в работе не используется летучий огнеопасный газ и открытое пламя. С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
Принцип соединения металлов электросваркой заключается в создании в месте стыка деталей электрической дуги, от которой происходит плавление металлического стержня электрода. Перед началом работ к соединяемым деталям подключается отрицательный вывод сварочного аппарата. В положительный вывод берется электрод. После включения питания в аппарате происходит преобразование электрического тока высокого напряжения в ток низкого напряжения, но при этом возрастает сила тока. Когда электрод касается поверхности металла труб, возникает электрическая дуга. Под ее действием происходит розжиг металлического стержня электрода – его сердцевина начинает плавиться, а обмазка под действием высокой температуры гореть. Это пламя выжигает кислород в непосредственной близости электрической дуги, что позволяет создать сварочную ванну из расплавленного металла. Металл электрода, расплавляясь, плавит и края металла, создавая прочный металлический шов. Проводя электродом по месту соединения отрезков труб, постепенно формируется сварной шов. Спустя буквально 2-3 минуты после наложения шва металл в месте сварки остывает до 300-400 градусов, а через 15-20 минут до шва уже можно дотронуться рукой.
При кажущейся простоте технологии сварка труб отопления дело очень кропотливое, без достаточного опыта сделать нормальный шов очень трудно. Дело в том, что электрод касается металла только при розжиге дуги, в дальнейшем он отрывается от металла и держится на определенном расстоянии, так, чтобы металл электрода плавился в сварочной ванне – области жидкого металла. Кроме того, сварщик не проводит по месту соединения строго прямой шов, движение кончика электрода напоминает что-то похожее на урок каллиграфии, когда ученики в специальных тетрадях прописях пишут специальные упражнения – завитки, зигзаги, сложные и простые линии, напоминающие волны.
Использование такой техники и заключается секрет, как правильно варить трубы отопления ручной электросваркой.
Разновидности сварных швов и соединений труб
В теории сварки и резки металла при помощи электродуговой сварки используется несколько видов сварных соединений, различающихся между собой в зависимости от положения электрода.
Для начинающего сварщика достаточно знать три основных типов соединений деталей:
- Прямое
- Угловое;
- Внахлест.
Прямое соединение подразумевает расположение деталей друг против друга с минимальным зазором между ними. Кстати, как отмечают профессионалы, мастерство заключается не в том, чтобы соединить трубы с большим зазором, а как раз, чтобы соединить поверхности таким образом, чтобы между ними был минимальный зазор.
Угловая сварка подразумевает соединение деталей находящихся под углом друг к другу. Такое соединение встречается в месте врезки трубы меньшего диаметра в трубу большего. Здесь соединяемые поверхности находятся под углом друг к другу.
Сварка внахлест делается, когда детали накладываются друг на друга. Сварка металлических труб отопления делается с применением различных пространственных положений шва – горизонтального, вертикального, потолочного или нижнего.
Горизонтальное расположение имеет свиду нахождение свариваемого объекта в горизонтальной плоскости, при этом электрод двигается подобно острию карандаша на листе бумаги, который лежит на столе. Здесь все предельно просто.
С вертикальным швом намного сложнее – здесь электрод ведется не только вверх или вниз, но еще и вправо, и влево.
Самым сложным считается потолочный шов – здесь работа осуществляется с нижнего положения, сварщик находится под соединяемыми деталями. Правда, для таких типов работ существует и специальный инструмент – электрод, у которого при работе кончик напоминает кратер вулкана. Обмазка при сгорании образует чашу, в которой находится расплавленный металл, более того, он не выплескивается и не выпадает во время работы. Что касается приемов работы то стоит помнить, что в процессе соединения всех элементов сварка труб отопления проводится без их жесткой фиксации относительно основных конструкций дома, только в самом конце большие отрезки соединяются в единое целое, вот тогда и приходится варить в самых неудобных положениях. Поэтому предварительно трубы рекомендуется сваривать большими отрезками, чтобы сократить количество потолочных швов до минимума. Кроме того, можно аккуратно согнуть электрод, чтобы получить возможность дотянуться до самой дальней и неудобной точки.
Особенности процесса
У рассматриваемого процесса есть достаточно большое количество особенностей. При выполнении сварки труб учитывается нижеприведенная информация:
- Полярность тока выбирается в зависимости от толщины стенок, типа материала и выбранного электрода. Стоит учитывать, что вся информация о том, при каких параметрах должен применяться электрод указывается производителем.
- Стоит учитывать, что соединение труб также проводится с учетом силы тока. Определить этот показатель можно путем умножения показателя толщины стержня на 30 или 40. Подобным образом определяется сила тока, которая устанавливается на аппарате.
- Скорость проведения сварки не регламентируется ни в какой технической документации. Однако, нельзя задерживать электрод долго на одном месте, так как это может привести к появлению подтеков. Кроме этого, слишком высокая температура может привести к прогоранию кромки.
Для того чтобы упростить задачу проводится предварительное крепление соединяемых элементов. Подобные особенности сварки нужно учитывать для того, чтобы повысить качество соединения.
Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Перед электросваркой необходимо оптимально выбрать ток — для этого используют короткие обрезки профильных труб, сваривая которые экспериментальным путем подбирают нужный режим.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали.
При смене полярности электрод будет нагреваться сильнее, что может привести к прогоранию шва, поэтому при электросварке тонкостенных изделий следует использовать прямую полярность.
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.
Рис. 12 Подготовка и соединение своими руками труб
Сварка профильной трубы встык инвертором
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться — это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.
Рис.13 Как варить профильную трубу 2 мм. в стык
Как сварить профильные трубы под 90 градусов при тавровом соединении
Подготовительные операции производят по приведенной выше схеме, порядок выполнения основных работ следующий:
- После соединения деталей делают прихватки боковых кромок с двух сторон.
- Вначале сварку проводят в углах, непрерывно перемещая электрод мелкими круговыми (против часовой стрелки) или зигзагообразными движениями снизу вверх — это позволяет выгонять шлак из сварочной ванны. Угол наклона электрода должен составлять 45 градусов относительно горизонтальной плоскости
- Далее сваривают боковые кромки, расположенные в одной плоскости.
При сварке прожигает профильную трубу — что делать
Для борьбы с прожогами используются следующие методы:
- Сварку проводят с отрывом короткими участками или точечно.
- Для предотвращения перегрева внутрь соединения вставляют отрезок массивного металлического бруса с сечением, максимально приближенным к внутренним размерам заготовок.
- Уменьшают расстояние между кромками заготовок.
- Работают в режиме максимально низкого выходного тока.
- Увеличивают скорость перемещения электрода.
Рис.14 Сваривание тонкой профильной трубы при тавровом соединении
Отвечая на вопрос, какими электродами варить профильную трубу 2 мм, отвечаем, для сварки тонкостенного профиля 2 мм электродуговым способом чаще всего используют рутиловые электроды диаметром 2-3 мм в прямой полярности подключения. Новичкам при проведении работ в связи с отсутствием опыта, следует принимать меры для борьбы с прожогами или использовать более простую полуавтоматическую сварку.
Сборка стыков
Предварительный сбор стыков существенно упрощает поставленную задачу. Особенности этого этапа следующие:
- Трубы фиксируются в тесках. Если крепление проводится в трех точках, то фиксация будет более надежной.
- При только одной точке соединения, то сварку рекомендуют начать с обратной стороны.
- Если стенки имеют толщину около 3 мм, то толщина стержня должны быть 2,5 мм.
Больше всего трудностей возникает со свариванием труб, которые нельзя закрепить в тисках.
Сваривание поворотных и неповоротных стыков
Технология сварки труб немного изменяется в том случае, если нужно соединить стыки подобного типа. Особенности следующие:
- Варка проводится при применении специального вращателя, для которого задается требуемая скорость.
- Уделяется внимание тому, что сварочная ванная должна быть правильно расположена.
Разделка кромок при стыковом соединении
Подобная работа может выполняться при обычном креплении заготовки, труба поворачивается примерно на 90 градусов. Сложнее всего варить при повороте заготовки на 180 градусов.
Сварка трубопровода в рабочем состоянии
Что соединить трубы под давлением, приходится столкнуться с вопросом, как варить отопление электросваркой в труднодоступных местах. Это объясняется частым расположением трубопровода в узких нишах или вплотную к стенам.
https://www.youtube.com/watch?v=aomdGwIIDkw
Чтобы реализовать сварочные работы, вырезают отверстие для сварки внутри трубы. После этого провариваются остальная часть. Начинать работу лучше всего от центральной части нижней поверхности трубы. для получения качественного шва электрод позиционируют под углом 90 градусов. Вертикальные швы накладывают в другом положении электрода (под углом вверх): для этих целей нередко используется точечная сварка.